46230813.pdf - 第47页
Page 45 DH P ositioning System Assembl y , P/T T46230813 Rev . D This Document Supports Assembly 46230813 Rev. D Front Board Gui de Front Board Support Retaining Ring Tor sion Spring L Tor sion Spring R Radial Bearing Sh…
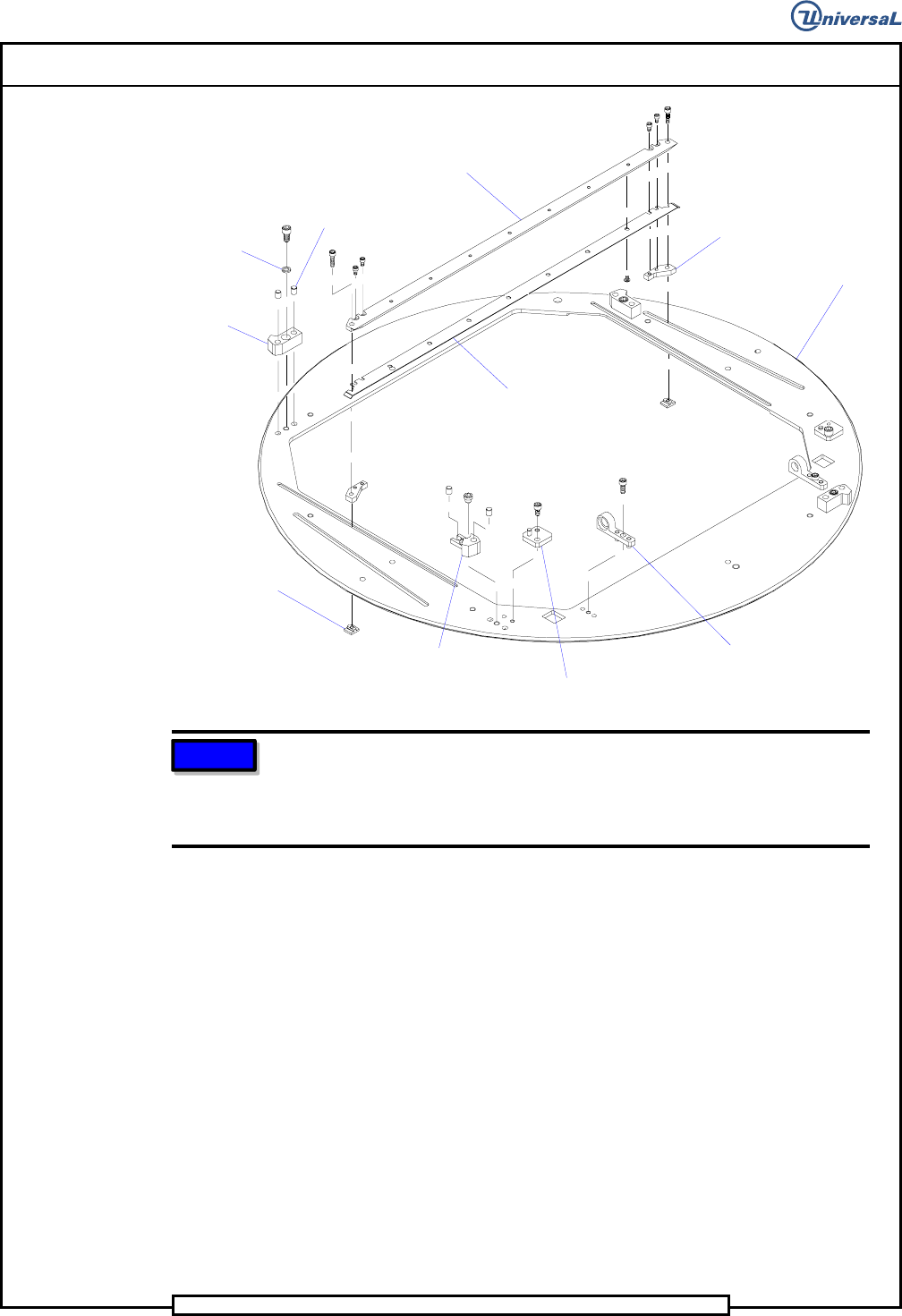
Page 44
T46230813 Rev. D DH Positioning System Assembly, P/T
This Document Supports Assembly 46230813 Rev. D
Rear Board
Guide
Dowel Pin
Shaft Spacer
Stop
Rear Board
Support
Rear Support
Block
Rotary
Table
Bearing
Block
Block
Stop
Tee Nut
NOTE
When assembling the rear board support and the rear board guide,
determine the edge clearance required for your specific system
configuration. Move the board support fully forward for a 5mm edge
clearance or fully rearward for a 3mm edge clearance.
23. Install the front board support/guide to the rotary table assembly in the
position shown using the two 10 - 32 x 1/4 button head screws.
24. Assemble the tooling plate to the shaft in the position shown using the
five 6 - 32 x 3/8 cap screws.
25. Slide the two torsion springs onto the shaft noting the orientation of
the springs. Rotate the spring to apply tension and ensure that the
springs engage the cutout on the tooling plate.
26. Assemble the bearings into the bearing blocks and slide them onto the
shaft in the position shown.
27. Assemble retaining ring to the right end of the shaft.
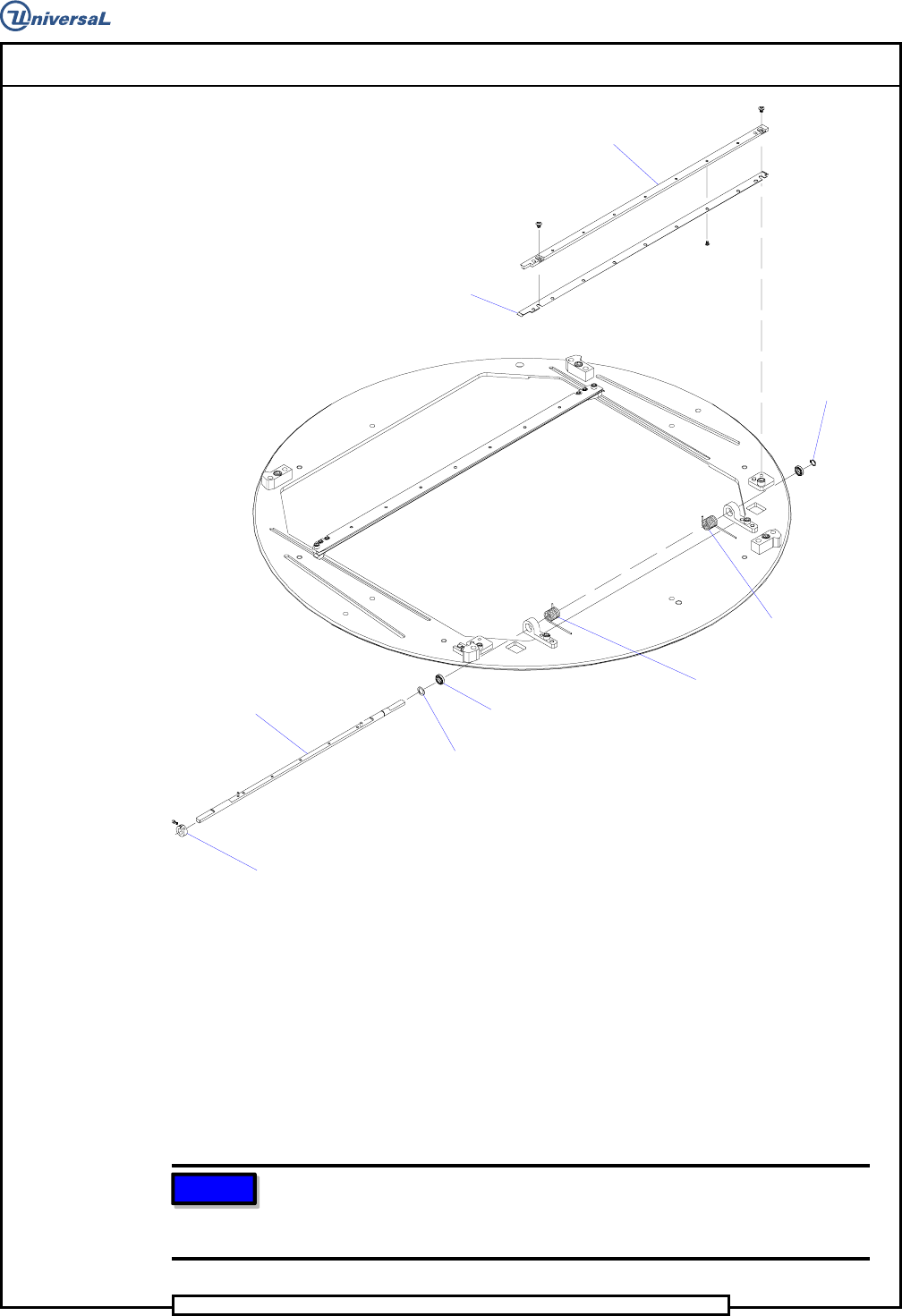
Page 45
DH Positioning System Assembly, P/T T46230813 Rev. D
This Document Supports Assembly 46230813 Rev. D
Front Board
Guide
Front Board
Support
Retaining
Ring
Torsion
Spring L
Torsion
Spring R
Radial
Bearing
Shaft
Spacer
Shaft
Collar
Clamp
28. Install the shaft assembly to the rotary table ensuring the torsion
springs properly engage the rotary table as shown. Secure the left
bearing block to the rotary table using the two 10 - 32 x 7/8 cap
screws. Align the right bearing block squarely to the rotary table then
secure it in place using the two 10 - 32 x 7/8 cap screws.
29. Assemble the collar clamp and shaft spacer to the left end of the shaft
so the retaining ring and shaft spacer are located firmly against their
respective bearing blocks. There should be no lateral movement of the
shaft.
NOTE
Squaring the bearing blocks to the rotary table provides a coarse
adjustment that will be finely adjusted at the board handling final set up
procedure.
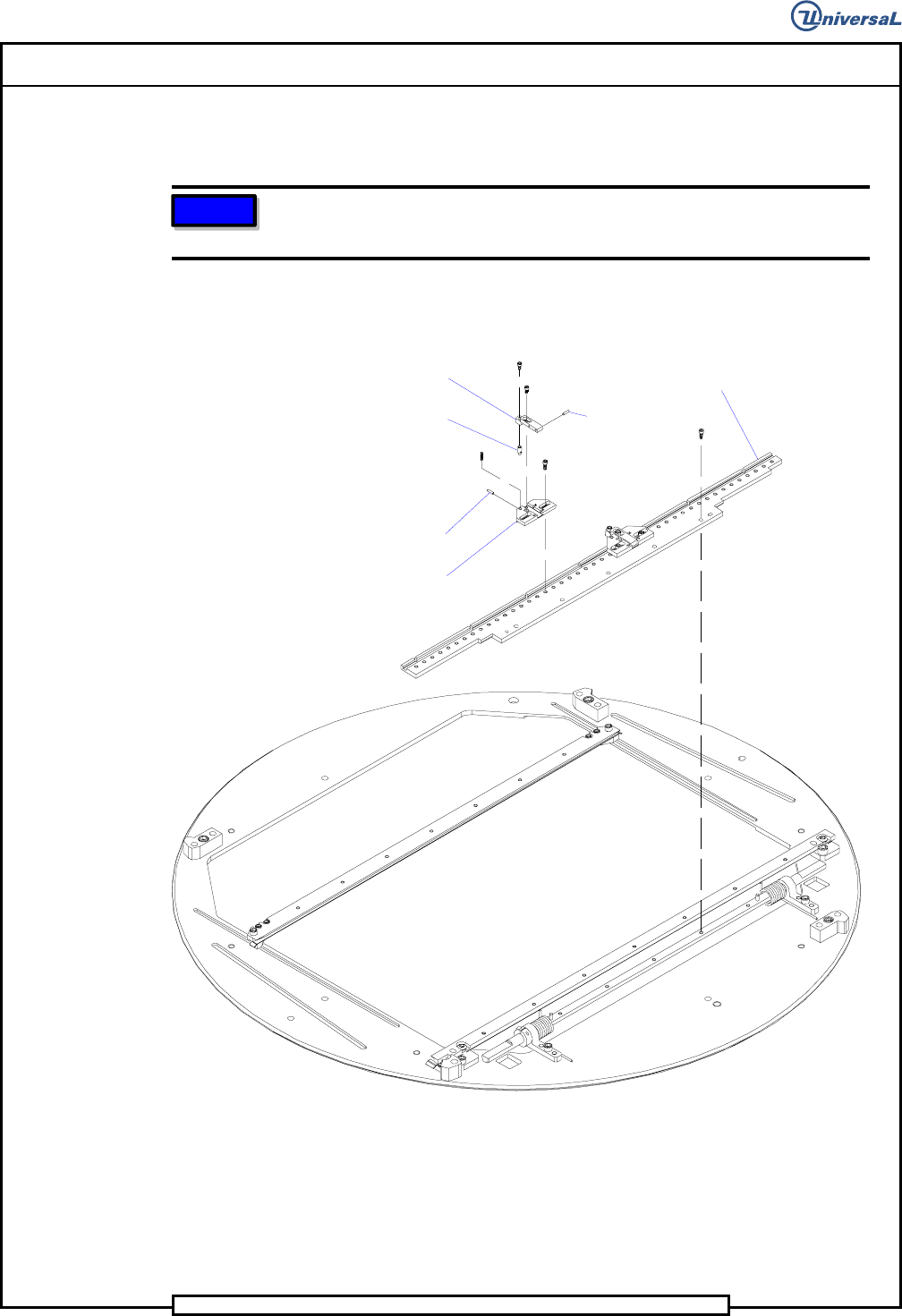
Page 46
T46230813 Rev. D DH Positioning System Assembly, P/T
This Document Supports Assembly 46230813 Rev. D
30. Install the two tooling pin housings to the tooling plate using the four
6-32 x 3/8 button head screws.
NOTE
Location of the tooling pin housings on the tooling plate will be determined
at the final set up procedure.
31. Attach the two tooling pins to the two tooling arms using the two 5- 40
x 1/4 cap screws.
Tooling Pin
Housing
Dowel Pin
Tooling Pin
Tooling
Pin Arm
Dowel Pin
Tooling Plate
32. Install the two tooling pin arm assemblies to the tooling housings
using the two 6 - 32 x 3/16 button head screws and washers.
33. If necessary, install the two safety labels and the front label to the
rotary table at the positions shown.