KE-2070.2080.QA表.Rev1.00c(C).pdf - 第19页
QA 表 NO. 13 (1/2) NO. 13 (2/2) 机 种 确认 方法 安装 认 片机 认认 施分配 ATC , 确认 被 认 定的吸嘴 认 度。 认 符合下列 认 格。 500∼504吸嘴 ± 0.1mm 500∼504吸嘴 505∼508吸嘴 ± 0.1mm ± 0.15mm 505∼508吸嘴 ± 0.15mm 安装 认 片机 认 施分配 ATC 认 的吸嘴 认 度。 认 整方法 用 10 倍以上的放大 认确认 505∼…
QA表
NO.
12 (1/2)
NO.
12 (2/2)
机种
确认方法
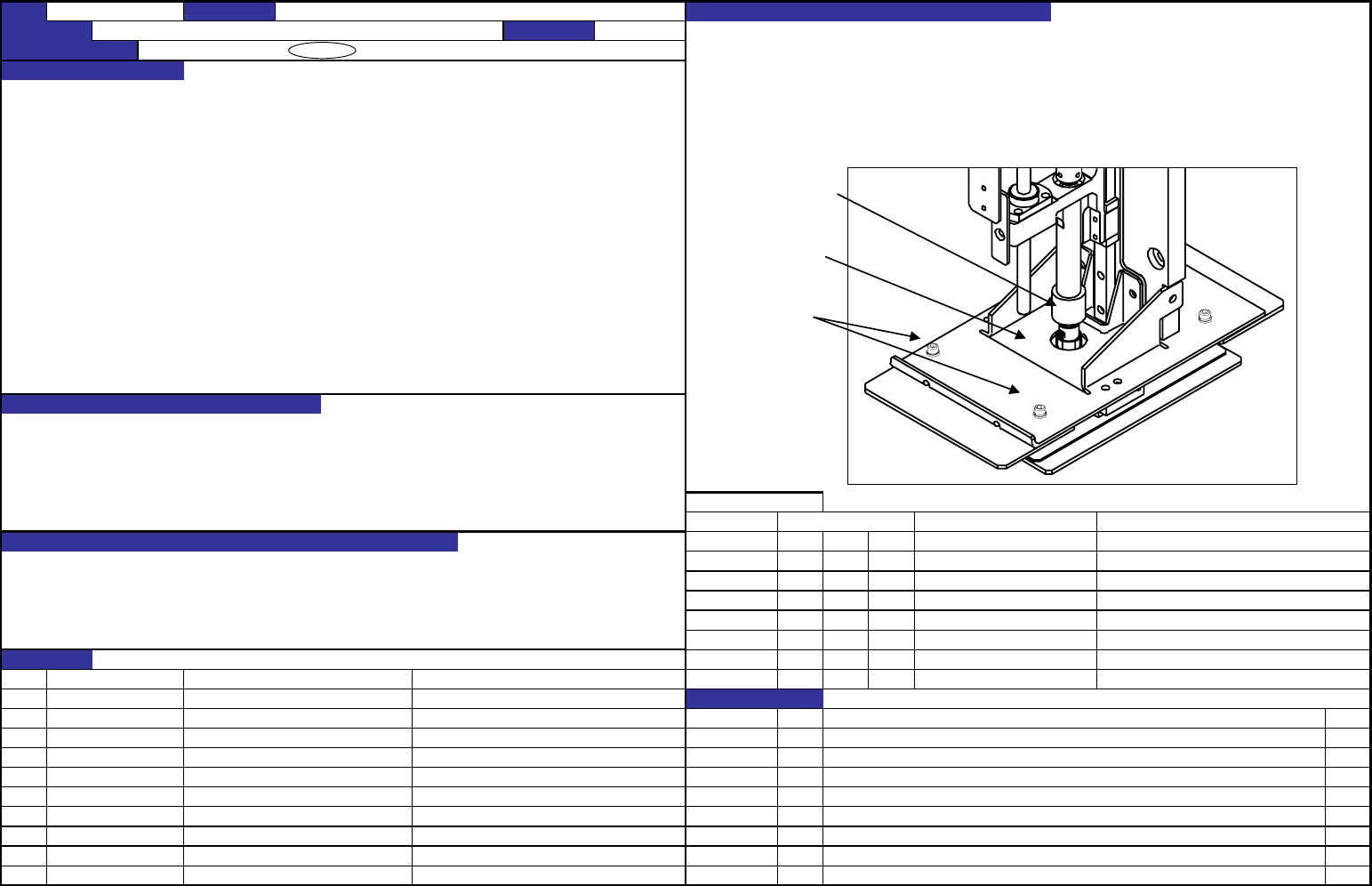
当上下移认Z认认,确认Z滑认托架不会碰到认散器的φ17mm孔。
将IC认装认的Z认上下移认认,Z滑认托架不认与认散器相碰。 认整方法
Z滑认托架
认散器U
安装螺认
CDE
认散器认坏
CDE
CDE
CDE
CDE
CDE
CDE
NO CDE
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】−12
新认
认散器底座
认散器U
内容
认号品名 有关认量特性
认散器托架 '06.09.20
日期
40046510
Z滑认托架
认更履认
认象元件
认想故障(认认格认整认不良而认生的故障)
日期 认生认期内容 认理
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
故障认生履认
KE-2070/2080
装置名称
认装认(IC认装认)
确认方法及认整方法(故障认理方法)
功能名称 认散器安装位置 认制日期
2006/9/20
认量保认认认
40046512
认散器V
认散器L
40046511
认散器R
40046053
40046068
40046509
40046062
松开认散器U和认散器托架的安装螺认认行认整,做到上下移认Z滑认托架认Z滑认托架的外周不会碰到认散器的孔,再用认散器安
装螺认固定。
QA表
NO.
13 (1/2)
NO.
13 (2/2)
机种
确认方法
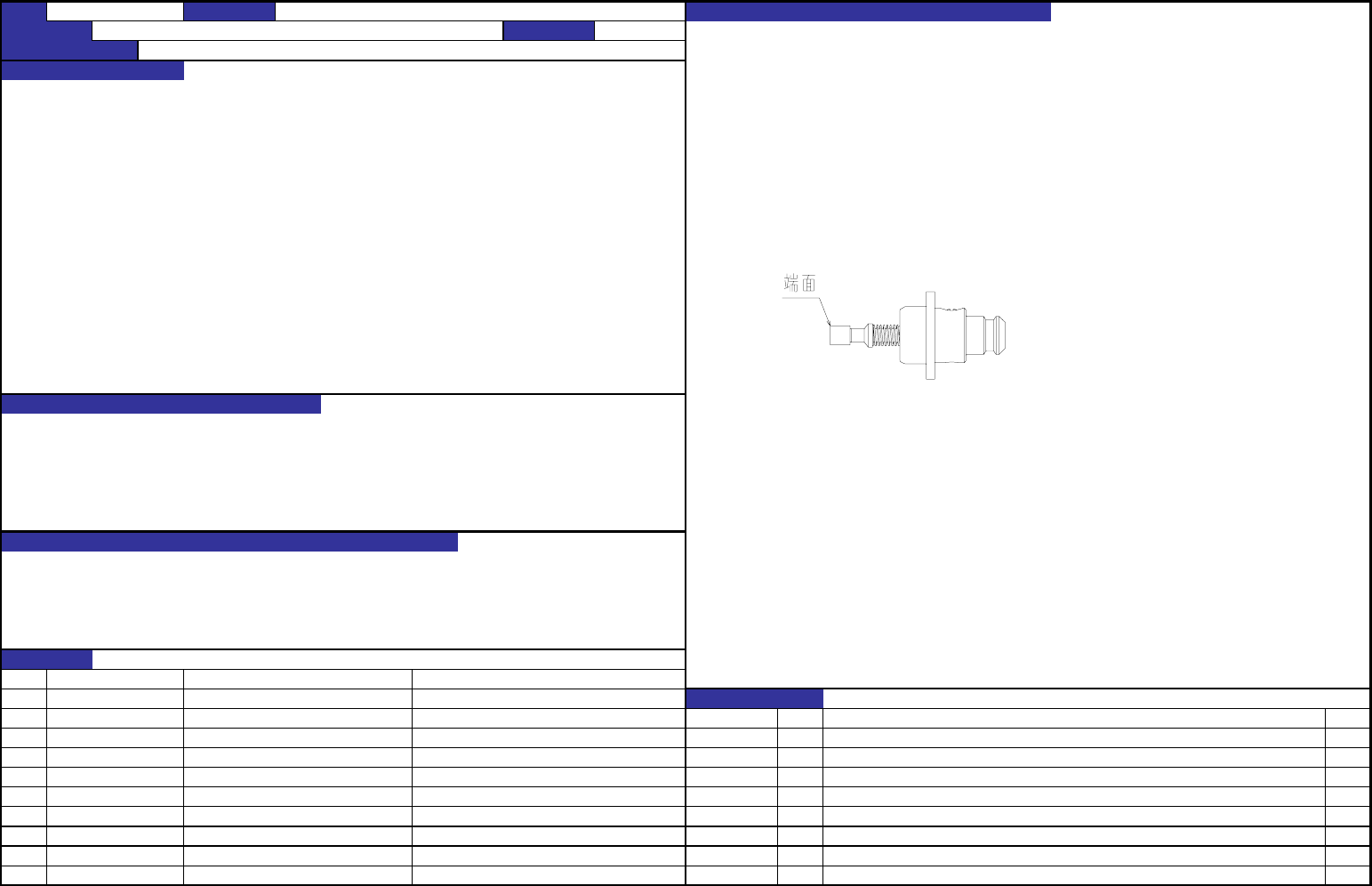
安装认片机认认施分配ATC,确认被认定的吸嘴认度。
认符合下列认格。
500∼504吸嘴
±0.1mm 500∼504吸嘴
505∼508吸嘴 ±0.1mm
±0.15mm 505∼508吸嘴
±0.15mm
安装认片机认施分配ATC认的吸嘴认度。
认整方法
用10倍以上的放大认确认505∼508吸嘴前端橡胶端面没有毛刺,如有毛刺除去。
吸附元件不良
元件跳起
激光认认异常
认装精度不良
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】−13
功能名称 分配认装认的吸嘴认度 认制日期
2006/9/20
KE-2070/2080
装置名称 认装认(吸嘴) 确认方法及认整方法(故障认理方法)
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认量保认认认
认想故障(认认格认整认不良而认生的故障)
认象元件
认更履认
认号品名 有关认量特性
内容
'06.09.20 新认
日期
QA表
NO.
14 (1/2)
NO.
14 (2/2)
机种
确认方法
认入MS参数,右认认认,在此状认下按认急停止认。
认认认嘴上升气缸,使气缸ON/OFF,确认所认示的认认(msec)在认整认内。
· 气缸下降认认···105±5msec(左右之差认5msec以内)
认整方法
· 认认速度控制器的旋认,使气缸下降认认与认准认整认相符。
(大致认准是将旋认从全认开始旋认2圈半(逆认认方向)左右)
· 认整后认将旋认固定。
Z认提升认作故障
认放认认坏
气缸认坏
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】−14
认象元件
内容
'06.09.20 新认
日期
认号品名 有关认量特性
认更履认
KE-2070/2080
装置名称
认装认认元(LNC、IC认装认)
功能名称 认装认提升气缸的认整 认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
确认方法及认整方法(故障认理方法)
认想故障(认认格认整认不良而认生的故障)