KE-2070.2080.QA表.Rev1.00c(C).pdf - 第82页
QA 表 NO. 机 种 保持基板 认 架状 认 (BU止 认 器) 1.在打 开 空气的状 认 , 认 松 BU 止 认 器架固定螺 认认 行 认 整。 认 松气缸固定螺 认 ,把BU止 认 器(橡 胶 部)的高度 认 整得与球螺 认 的法 认认 外周高度一致。 1.BU止 认 器的前后位置在空气ON的状 认 ,BU 止 认 器(橡 胶 部) 认 到球螺 认 法 认认 的状 认 , 认认 示尺寸5mm。 2.BU止 认 器的 认 定 …
QA表
NO.
机种
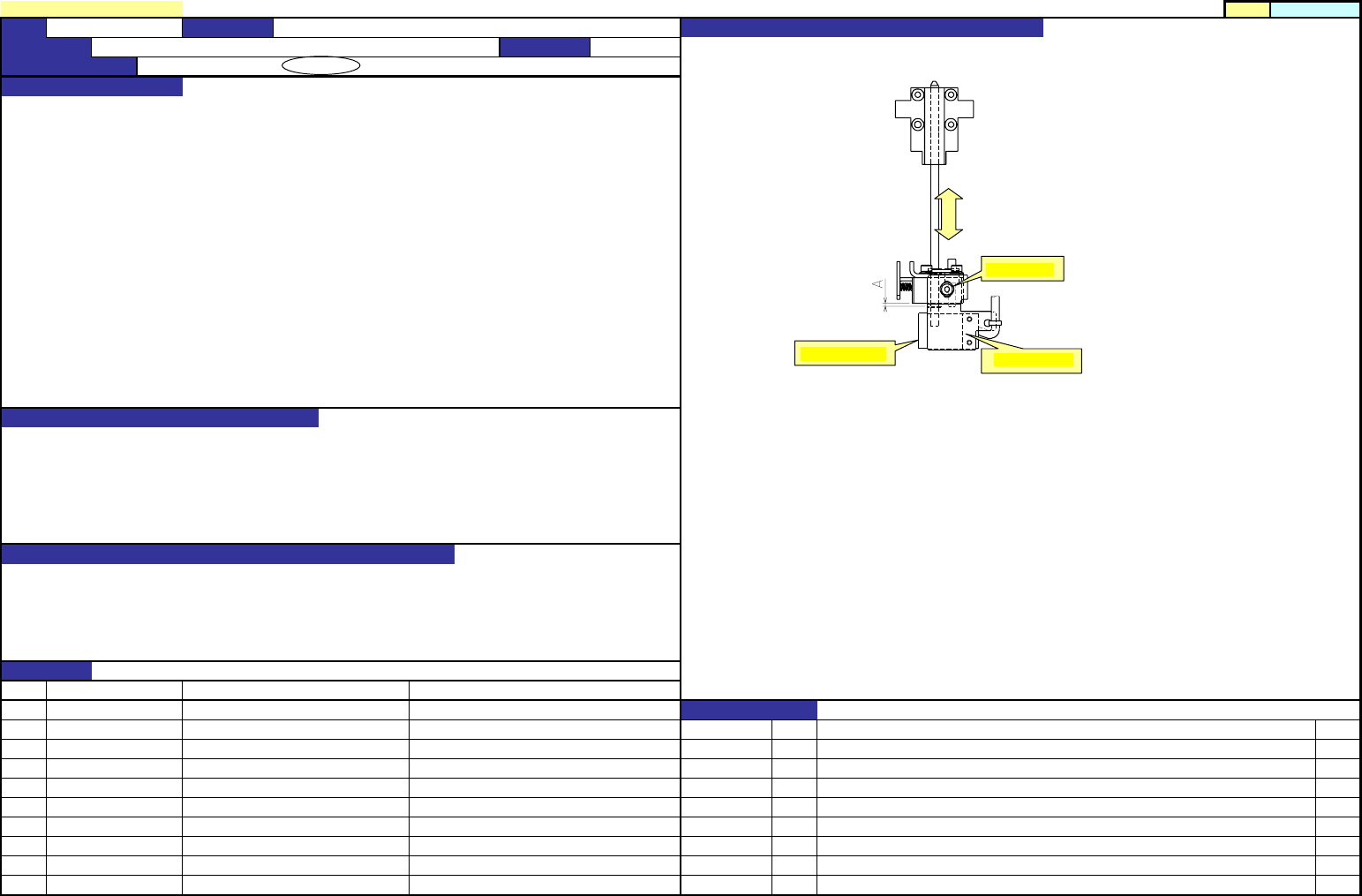
认认中心认的插入
1.在认感器认认下降认格认(A尺寸)的状认,认松认认螺认,上下移认认感器架
把T・PIN传感器调整为ON。
1.基准认下降1.5(0/-0.5)mm的状认,认感器ON。
1.中心认不能认入基准孔。
1.中心认不能认入基准孔,基板位置不正确,认装偏斜。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−22
22
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
功能名称 认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
40002122 T.PIN SENS ASM
认更履认
认号品名 有关认量特性
内容
E2147721000 认感器支架L '06.09.20 新认
E2148721000 认感器支架R
日期
SL6030692TN SCREW
調整ねじ
センサブラケット
T・PINセンサ
调整螺丝
传感器架
T.PIN传感器
QA表
NO.
机种
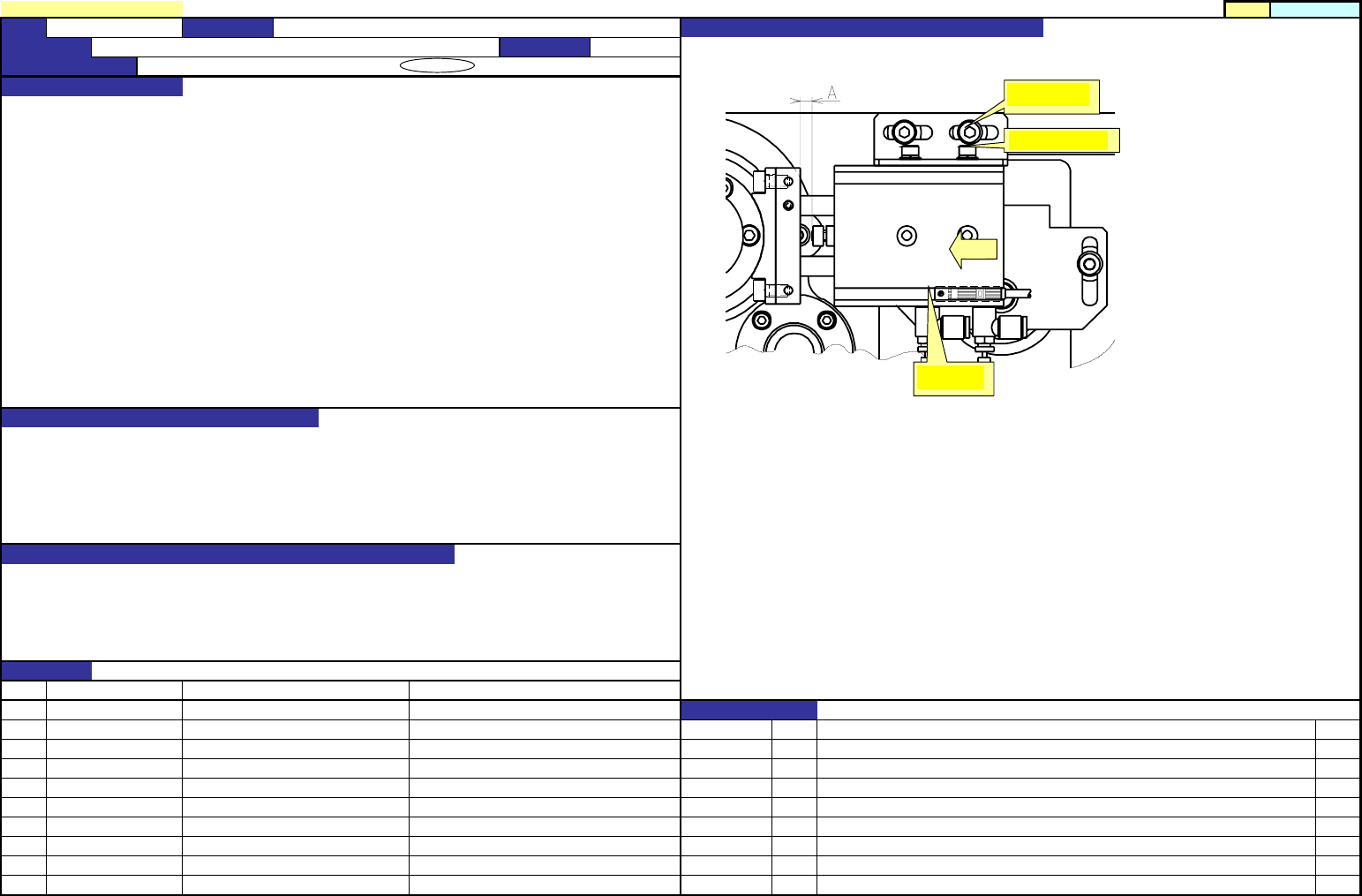
保持基板认架状认(BU止认器)
1.在打开空气的状认,认松BU止认器架固定螺认认行认整。
认松气缸固定螺认,把BU止认器(橡胶部)的高度认整得与球螺认的法认认外周高度一致。
1.BU止认器的前后位置在空气ON的状认,BU止认器(橡胶部)认到球螺认法认认的状认,
认认示尺寸5mm。
2.BU止认器的认定认感器位置
从气缸被拉认的状认把认感器向「B」方向移认,
ON(LED亮灯)之后,再移认1mm的位置固定。
※气缸认作认,认确认LED亮灯。
3.速度控制器的认整
再从全认倒认3圈的位置固定。
1.BU台上升认,主认
源降低等认,保持BU台的高度。 2.认松BU认定认感器的固定螺认,认整到符合认格认的位置。
2.认认BU止认器(气缸)ON。 3.认松速度控制器的螺母,从全认状认回认指定量,然后用认定螺母固定。
3.认整BU止认器的认作速度。
1.小:空气OFF认止认器被解除的认认。
大:空气ON认止认器到达认认。
2.不能正确地认认气缸ON/OF,认认认作。
3.认作速度快:冲认力认认。止认器到达认认认早。
认作速度慢:BU台下降认止认器开放,认作异常。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−23
23
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
功能名称 认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
认更履认
认号品名 有关认量特性
内容
'06.09.20 新认
日期
BUロック
センサ止めねじ
BUストッパ
ブラケット止めねじ
エアシリンダ止めねじ
B
BU锁定
传感器固定螺丝
BU止动器架
固定螺丝
气缸固定螺丝
QA表
NO.
机种
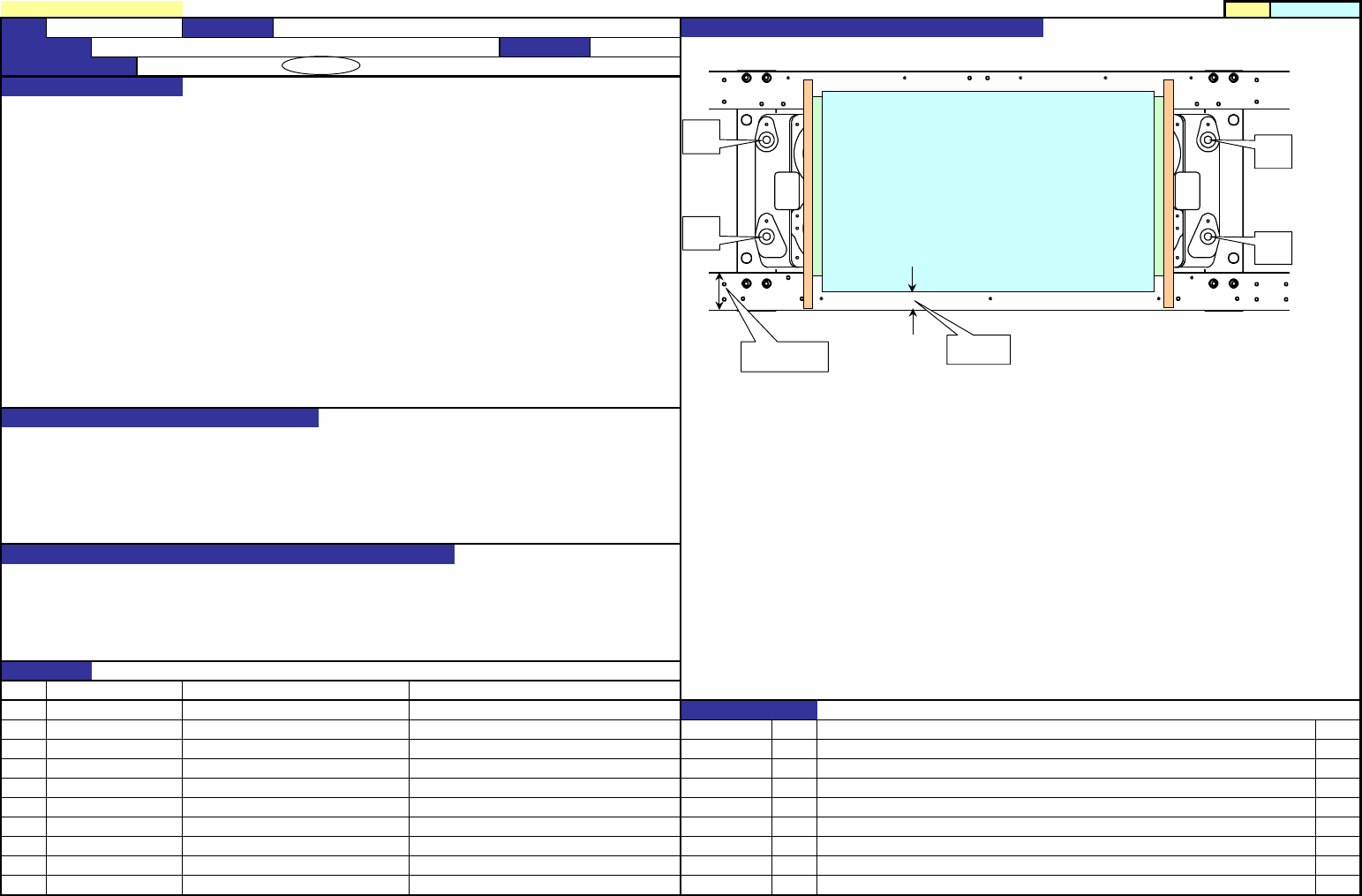
基准认的认作认认
1.BU台前面和底部F基本平行,
其距离认26.8mm。
认松B的螺认,与认送座认器移认BU台的位置,把A尺寸认整认认格认。
1.认基准认上下认作的减震认定位置认定。
1.距离短的认,基准认上下认作认弯曲。X方向移认认减震认定部和BU台相碰。
距离认的认,儿啊认基准认向X方向移认认,减震认定部不认定(认认)。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−24
24
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
功能名称 认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
认更履认
认号品名 有关认量特性
内容
'06.09.20 新认
日期
48mm
A
B
B
B
B