RX-8_使用说明书.pdf - 第117页
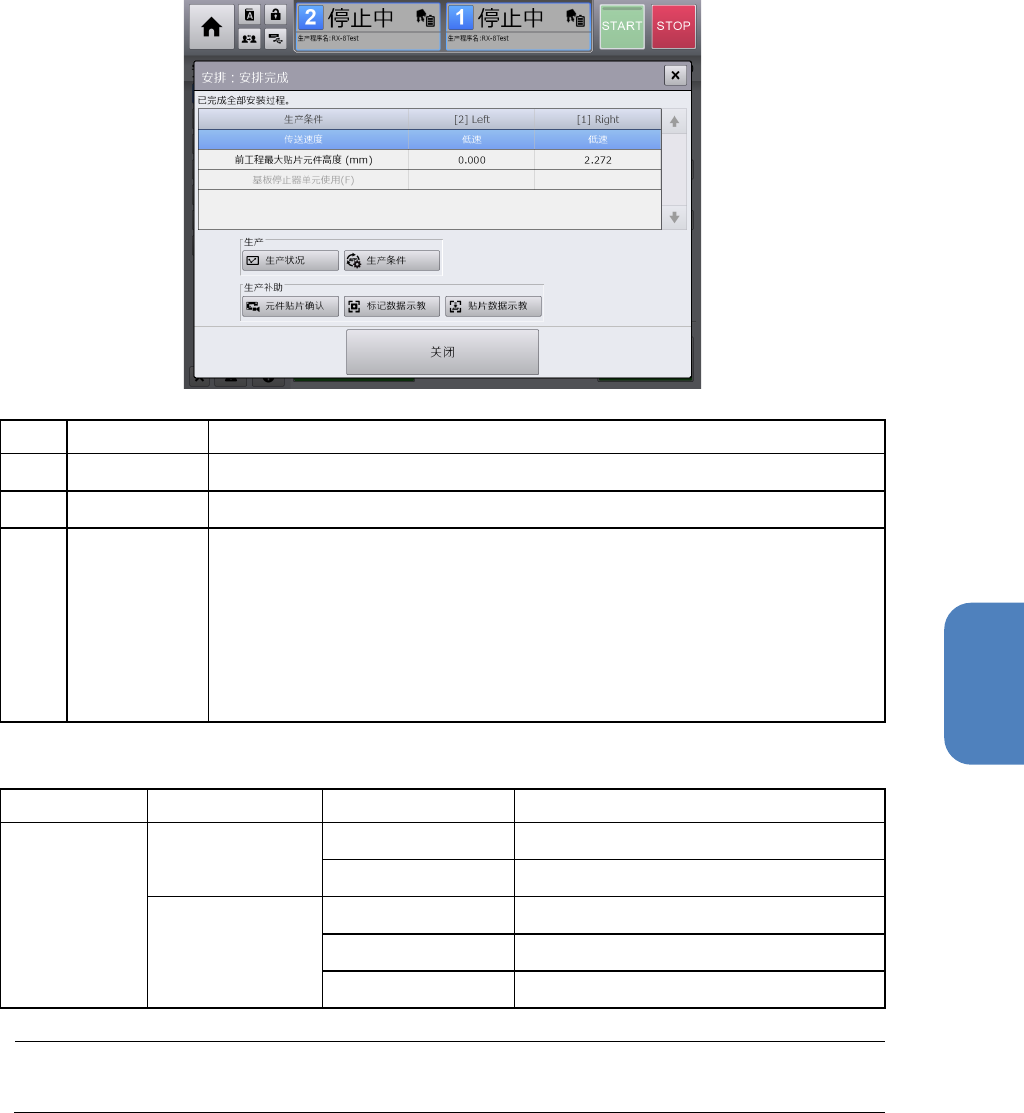
第 4 章 操作篇 4-3 生产 35 4 [ 安排:安排 完成 ] 对话框 在 [ 支援准备 ] 菜单 中触摸 [ 自动执行 ] 后,如果 安排 的全部工序都完成,将显 示 [ 安排:安排完成 ] 对话框。 记号 名称 说明 (a) 画面切换按钮 完成所有的支援准备,切换为对应的 画面显示。 (b) 关闭 完成所有的支援准备 ,返回 [ 支援准备 ] 画面的显示。 (c) 生产条件 显示贴片精度等影响生产节拍的生产 条件。 • 传…
第 4 章 操作篇
4-3 生产
34
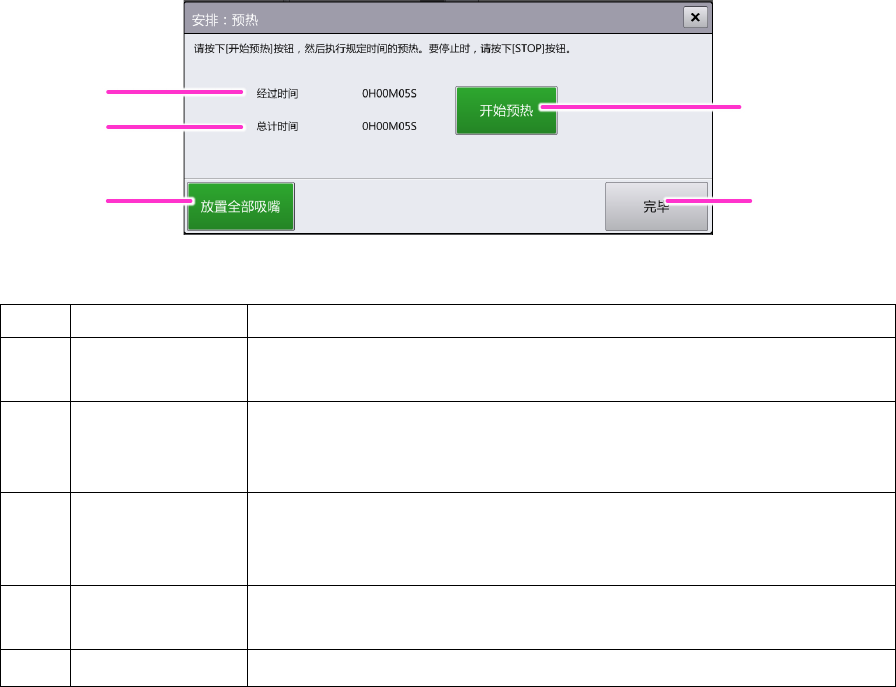
[安排:预热]对话框
安排工程时,如果进行预热,即显示[安排:预热]对话框。
[安排:预热]对话框,仅可执行后面记述的[手动控制]菜单[预热]画面中的预热动作轴速度为 100(%)的动
作。有关预热的详情,请参见后述的「4-9-7 预热」。
记号
名称
说明
(a)
经过时间 显示之前按下预热开始按钮后,直至运转停止的执行时间。
以“hhh H mm M ss S”格式(hhh 为小时,mm 为分,ss 为秒)显示。
(b)
总计时间 显示从切换到当前生产程序开始的,通过支援准备进行预热动作的总体
时间。
以“hhh H mm M ss S”格式(hhh 为小时,mm 为分,ss 为秒)显示。
(c)
开始预热 开始左右单元的预热动作。
※要停止预热动作时,触摸共通面板的 STOP 按钮。
※如果贴片头上安装有吸嘴,预热动作无法开始。
(d)
放置全部吸嘴
将贴片头上安装的吸嘴全部存放到
ATC
上。
※如果贴片头上安装有吸嘴,预热动作无法开始。
(e)
完毕 触摸此按钮,预热工程即完毕,进入到下一安排工程。
a
b
d
e
c
第 4 章 操作篇
4-3 生产
35
4
[安排:安排完成]对话框
在[支援准备]菜单中触摸[自动执行]后,如果安排的全部工序都完成,将显示[安排:安排完成]对话框。
记号
名称
说明
(a)
画面切换按钮
完成所有的支援准备,切换为对应的画面显示。
(b)
关闭
完成所有的支援准备,返回
[
支援准备
]
画面的显示。
(c)
生产条件
显示贴片精度等影响生产节拍的生产条件。
•
传送速度:显示装置内的基板传送速度
•
前工程已完成贴片的最大贴片元件高度:显示生产线上游装置贴片元
件的高度。在机器设置的设定值和生产程序(优化值)中,显示最大
值(自动生产时
Z
轴高度的基准值)
•
基板停止器使用:显示是否使用基板停止器
画面切换按钮的详情
运转模式
菜单
按钮的种类
说明
通常 生产 生产状况 切换到[生产状况]画面。
生产条件
切换到
[
生产条件
]
画面。
生产补助 元件贴片确认 切换到[元件贴片确认]画面。
标记数据示教
切换到
[
标记数据示教
]
画面。
贴片数据示教
切换到
[
贴片数据示教
]
画面。
Tips
[
支援准备
]
菜单中不设定通过(模式)
*
。
*
不进行元件的贴片动作,只将基板从上游装置传送到下游装置。
第 4 章 操作篇
4-3 生产
36
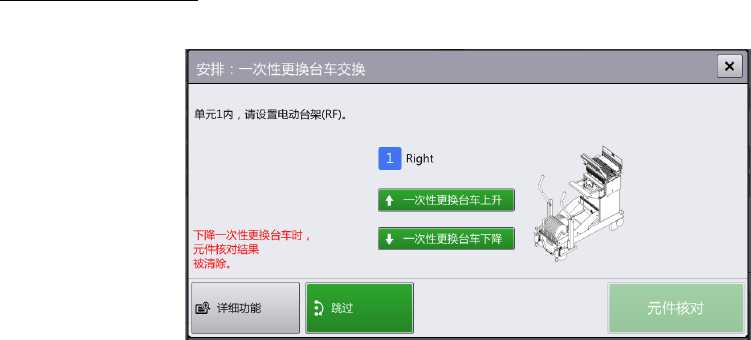
一次性更换台车交换
触摸[安排:核对元件]对话框的[一次性更换台车交换],显示[安排:一次性更换台车交换]对话框。
1 确认各单元中是否有一次性更换台车。
如果一次性更换台车的种类不适用生产程序的生产类型,将显示[安排:一次性更换台车交换]对话框。
2 触摸[一次性更换台车下降]。
一次性更换台车会下降,元件核对结果将全部重置。
(但是,使用生产管理系统,或者事件通知的防止误安装功能(选项)时,元件核对结果不会被重
置。)
3 更换一次性更换台车后,(一次性更换台车不上升)触摸[元件核对],显示[安排:核对元件]。
4
供料器核对作业完成后,触摸[安排:核对元件]对话框的[核对完毕]。
一次性更换台车上升,判定带式供料器是否安在正确的供给位置上。