TR6DNR_使用说明书.pdf - 第32页
TR6 Series 使用说 明书 3- 10 3-3-4 脱机时的操作 脱机状态的菜单 组成如下所示。 < TR6SNR /6SNX/6 SNV 的菜单项目 > < TR 6DNR/6DNX/6DNV 的菜单项 目> 按手持式操作盘 的 、 按钮可以切换菜 单。 按 ENTER 按钮,则 执行所选择的菜单。 3-3-4-1 示教 所谓示教, 就是使用 手持式操作 盘, 将示教光斑或 吸附器沿着 X 轴· Y 轴移动, 同时 把…
TR6 Series 使用说明书
3-9
*
怎样数元件剩余数
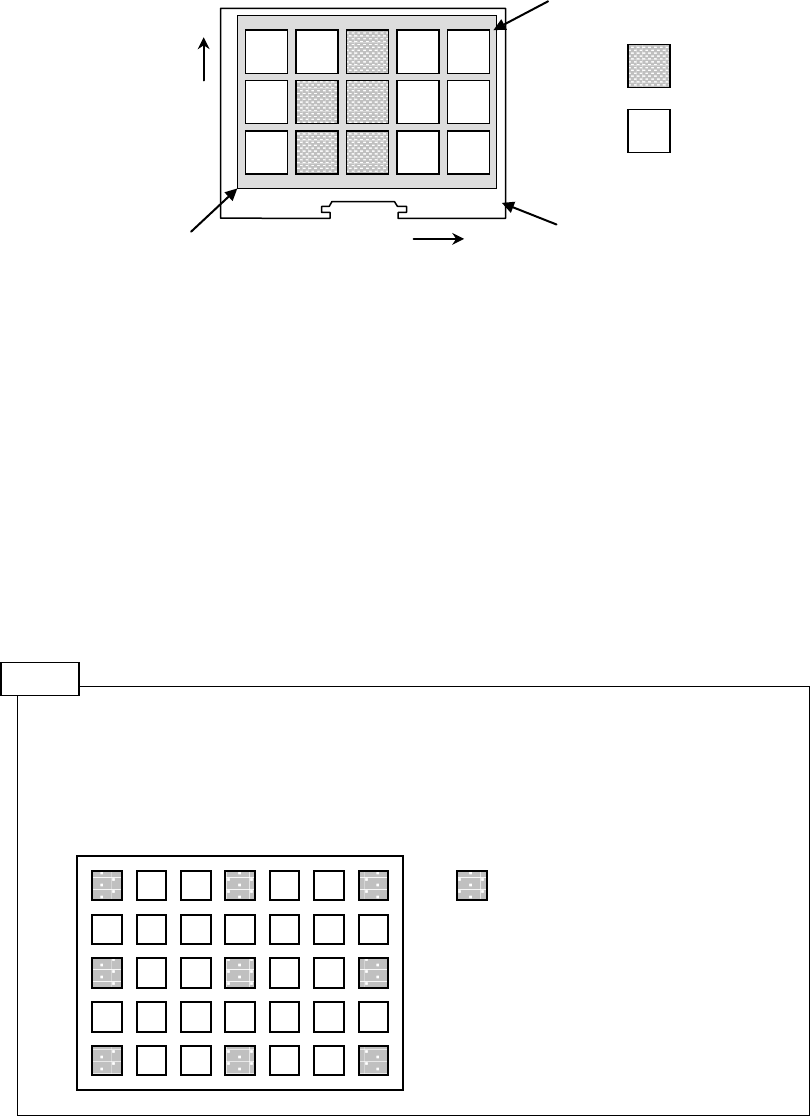
从左上方朝 Y 方向吸附时(在贴片机上可以变更设定)的元件剩余数如下图所示。
中途无元件的部分也作为有元件计数,所以下图情况下的元件剩余数为「11」。
「元件剩余数」的主要作用并不是告知贴装元件的正确总数,而是传达元件所在位置的信息,所以
如此计数。无元件的部分在实际作业时通过重试次数的设定等进行适当处理。
3
)
元件数输入的结束
TR6SNR/6SNX/6SNV
在能够选择元件补给层的状态下按「SUPPLY」按钮,则输入的元件剩余数被送到贴片机,恢复到
联机状态(生产状态)。
TR6DNR/6DNX/6DNV
在能够选择元件补给层的状态下按「元件补充按钮」,则输入的元件剩余数被送到贴片机,恢复到
联机状态(生产状态)。
• 标准模式: 如果按某一方的元件补充按钮,则副、主存储箱均变成生产状态。
• 不间断运行模式: 只有被按下按钮一方的存储箱变成生产状态。当结束主存储箱的元件补充时,
当即切换到从主存储箱补充元件。
托盘原点
有元件
无元件
10
7
4
1
11
8
5
2
9
6
3
托盘
托盘座板
+Y
+X
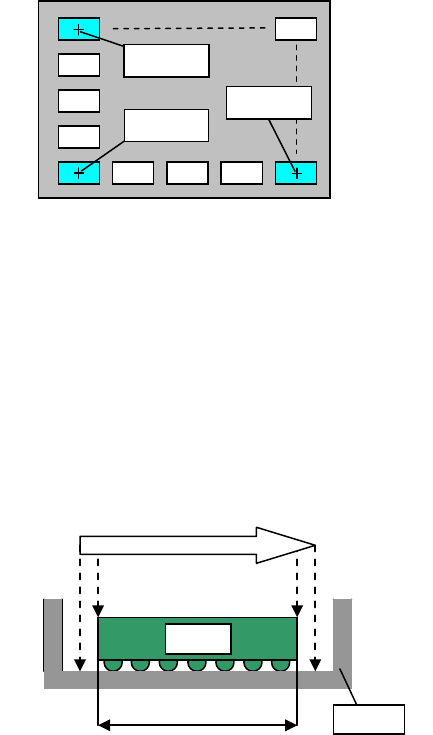
注意
测定高度的元件位置
TR6DNR/6DNX/6DNV 在变更了元件数或者读入了另外的生产程序的情况下,会进
行元件检测的初始化处理。
该初始化处理中,通过测定下图所示的 9 个部位的高度来计算元件存在的高度,
所以最初测定的 9
个部位中,至少有一个部位需要有元件存在。如果不存在元
件或者托盘有翘曲,会引起测定错误。
TR6 Series 使用说明书
3-10
3-3-4
脱机时的操作
脱机状态的菜单组成如下所示。
<TR6SNR/6SNX/6SNV 的菜单项目> <TR6DNR/6DNX/6DNV 的菜单项目>
按手持式操作盘的、按钮可以切换菜单。
按 ENTER 按钮,则执行所选择的菜单。
3-3-4-1
示教
所谓示教,就是使用手持式操作盘,将示教光斑或吸附器沿着 X 轴·Y 轴移动,同时把元件的吸附位置
记录到装置里的操作。
如果存储箱护罩、护罩未关闭,则不能执行示教。当示教被选择后,存储箱护罩和护罩即被锁定。
<操作方法>
1
选择示教 从手持式操作盘选择「1.Teaching(示教)」。
2
选择输入数 选择1POINT或3POINT。(*1)
3
选择示教层 用、按钮选择要示教的层(元件)。
4
选择示教方法 用、按钮使*移动,
从「Pad(吸附器)」、「Spot(光斑)」、
「Auto(自动)(TR6DNR/6DNX/6DNV)」
中选择。
5
实行示教 用、、、按钮使贴装头向XY
方向移动,决定和记录元件吸附位置。
• 吸附器: 用HEAD按钮降下吸附器,确认吸附位置
• 光斑: 用红色激光所示的位置确认吸附位置
• 自动: 使用光斑传感器进行自动示教(*2)
6
示教所有的层
7
示教结束 如按[CANCEL]按钮,则数据上载的选择画面
被显示。
此时按[ENTER]按钮,示教结果即被确定,上
载到贴片机。
1. Teaching
2. Input Cmpnt Count
3. Data Download
4. Initialize
5. Conveyor Timer
6. Conveyor L Delay Timer
7. Conveyor R Delay Timer
1. Teaching
2. Input Cmpnt Count
3. Data Download
4. Initialize
5. Select Mode
6. Conveyor Timer
7. Conveyor L Delay Timer
8. Conveyor R Delay Timer
1. Teach In
*Pad Spot Auto
1. Teaching
Data upload?
TR6 Series 使用说明书
3-11
(*1)
• 1POINT 输入:示教只对托盘的排头元件(X1,Y1)进行,并根据该结果和贴片机的元件数
据(元件间的间距及个数)自动计算出其他所有元件的中心位置。
• 3POINT 输入:示教(X1,Y1)→(X2,Y2)→(X3,Y3)这 3 个部位,据此算出所有元
件的中心位置。这种场合,贴片机的元件数据(仅元件间的间距)无效。
(*2)自动(TR6DNR/6DNX/6DNV)
所谓自动示教,是以根据贴片机的元件数据(排头元件的位置、元件间的间距、个数)算出的托盘
的元件坐标为基准,通过光斑(激光)示教(测定高低差),求出元件的中心(右图「A」的中心)。
因此,在计测范围之内,必须存在能够成为中心的平面部分。
求元件的中心时,高低差必须要大于 0.6mm。托盘与元件的高低差无法测量,如果通过自动示教不
能求出元件的中心时,请使用手动进行示教。
X1,Y1
X2,Y2
X3,Y3
A
扫描 X 方向和 Y 方向,同时进行测定(高度)
元件
托盘