GKG_G3印刷机操作说明书.pdf - 第23页
凯格 精 密机械有限公司 - 23 - 第 四 章 操 作 系统 说明 图 4-1 4 〈 参数设置 1 〉 对 话 框 进入 方 式 : [ 数 据录入 ] + [ 密 码 输 入 ] 3. 在 [ 参数设置 1] 对 话 框 中可 进行 “ PCB 设置 ” 、 “ 控制 方 式 ” ( 系统 默 认 为自 动 ) 、 “ 运输 设定 ” 、 “ 清洗与印刷 长度设置 ” 等 参数的设定 。 说 明: µ 只 要 将 P CB 参数…
凯格精密机械有限公司
- 22 -
第四章
操作系统说明
2. 用鼠标选择所要的文件夹位置和其中的 Pri 文件类型。
3. 单击对话框中的[打开]按钮,打开文件;单击[取消]按钮,退回到主窗口。
4.4.2[保存]
其作用是保存印刷机印刷参数设置文件,以便下次操作时调用。操作步骤如下:
1. 单击工具栏上[另存为]按钮,显示“创建新目录”对话框,如图 4–12 所示。
图 4-12 〈创建新目录〉对话框
2. 用鼠标点击滚动条,选择要存放的文件位置和文件类型。
3. 在“文件名”栏目中键入要存放的文件名。
4. 单击对话框中的[保存]按钮,保存文件;单击[取消]按钮,退回到主窗口。
4.4.3[数据录入]
其作用是设定或修改 PCB 参数设置及刮刀压力、运输、印刷、清洗等参数,操作如下:
1. 单击工具栏 1 中[数据录入]按钮,此时出现“密码输入”对话框。如图 4–13 所示:
图 4-13 〈密码输入〉对话框
2. 此时在光标提示符下正确地输入您的密码,单击“确认”即可进入[参数设置 1]对话框,
如图 4–14 所示;单示“取消”仍回到主窗口画面。
凯格精密机械有限公司
- 23 -
第四章
操作系统说明
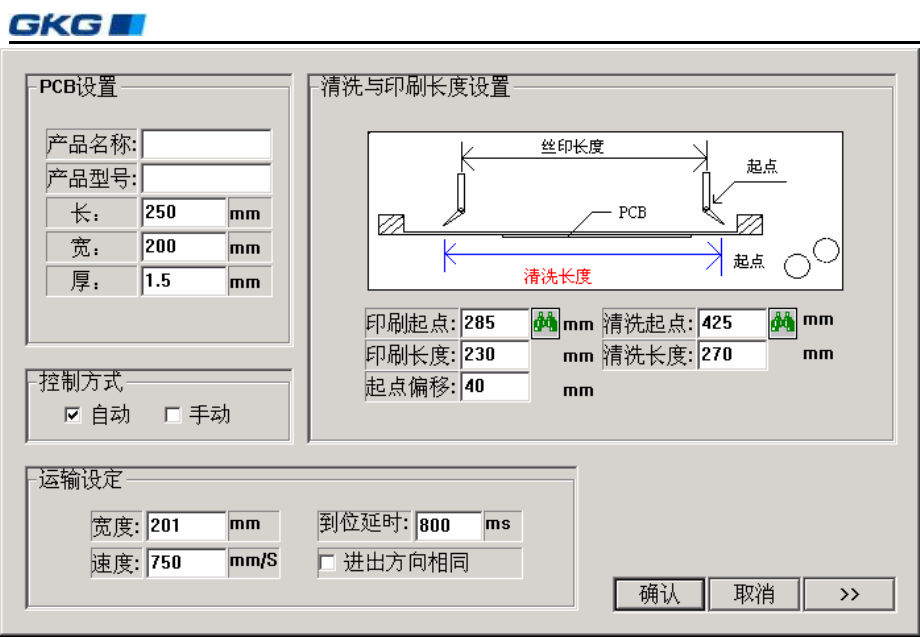
图 4-14 〈参数设置 1〉
对话框进入方式:[数据录入]+ [密码输入]
3. 在[参数设置 1]对话框中可进行“PCB 设置”、“控制方式”(系统默认为自动)、“运输
设定”、“清洗与印刷长度设置”等参数的设定。
说明:
µ 只要将 PCB 参数设置好后,图中的“印刷起点”、“印刷长度”“ 清洗起点”“ 清洗
长度”数值自动生成,用户也可以根据生产的实际情况进行修改;
µ 和输入数值应大于 PCB 板的宽度。
µ 在[参数设置 1]中输入 PCB 板的长、宽、厚参数后,则运输宽度无需设定,自动显
示为“PCB 板宽+1”。
µ 在进行参数设置时,如所输入的数值超出机器设置范围,屏幕会显示“输入超出范
围”的错误提示,并告诉你所输入参数的机器设置范围。
4. 在以上参数设置好以后,单击“确认”回到主窗口画面;单击“取消”,取消以上设置,
机器仍为前次[参数设置 1]中的参数,并回到主窗口画面。
5. 选择[ ] ]将进入[参数设置 2]对话框,继续进行其它参数设置。如图 4–15 所示:
凯格精密机械有限公司
- 24 -
第四章
操作系统说明
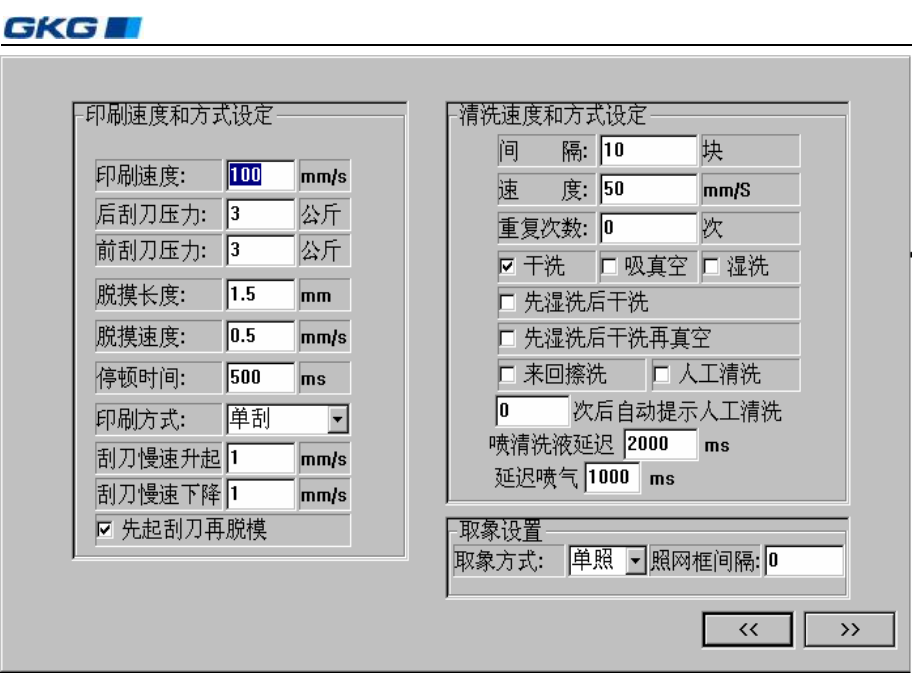
图 4-15 〈参数设置 2〉对话框
对话框进入方式:[数据录入]+ [密码输入]+ [>>]
l 如可设置刮刀压力、刮刀速度、前后刮刀同钢网慢速升降的速度、选择单刮或双刮及刮
刀的运行方向;脱模的方式;可选择“干、湿、吸真空、先湿洗后干洗、先湿洗后干洗
再真空、来回檫洗”自动清洗方式及清洗的速度和时间间隔,也可选择行动的“人工清
洗方式”;可设置标志点图标类型;清洗具体动作设定;
l 可设置视觉校正的取象方式——双照和单照;还可对双照模式照钢网的循环次数。
说明:
1) 前后刮刀可设置各自的压力值,刮刀慢速下降是指刮刀在接触钢网后开始给刮刀产生压
力的速度;刮刀慢速升起是指刮锡完成后刮刀的退刀速度。
2) 先起刮刀再脱模是指脱模的一种方式;若不选择则脱模为先脱模再起刮刀;GKG 脱模
还有一种脱模方式:刮刀先可按照设定的上升距离(可在机器参数内设定)上升(比如
先退刮刀压力)再脱模最后起刮刀。
3) 在设置视觉校正的取象方式时,如选择双照,则按照照网框间隔来执行:如设置为零则
每一次均会照网框,设置一则每两次进板照钢网。
4) 如在此对话框中选择手动的“人工清洗方式”,在正常生产过程中,机器会按此对话框
中所输入的“清洗间隔”参数生产完一定数量的产品后自动停下,并出现“人工清洗”