GKG_G3印刷机操作说明书.pdf - 第27页
凯格 精 密机械有限公司 - 27 - 第 四 章 操 作 系统 说明 图 4-1 8 < 标志点 采 集 > 对 话 框 对 话 框 进入 方 式 : [ 数 据录入 ] + [ 密 码 输 入 ]+[ 参 数设置 1] +[ 参数设置 2] + [PCB 定位 ]+ [ P CB 标志 点 采 集 3 . 在 [ 标 志点 采 集 ] 对 话 框 中 , 通 过 调 用 图 像 处 理 功能及 标 志点 位 置 选择的 …
凯格精密机械有限公司
- 26 -
第四章
操作系统说明
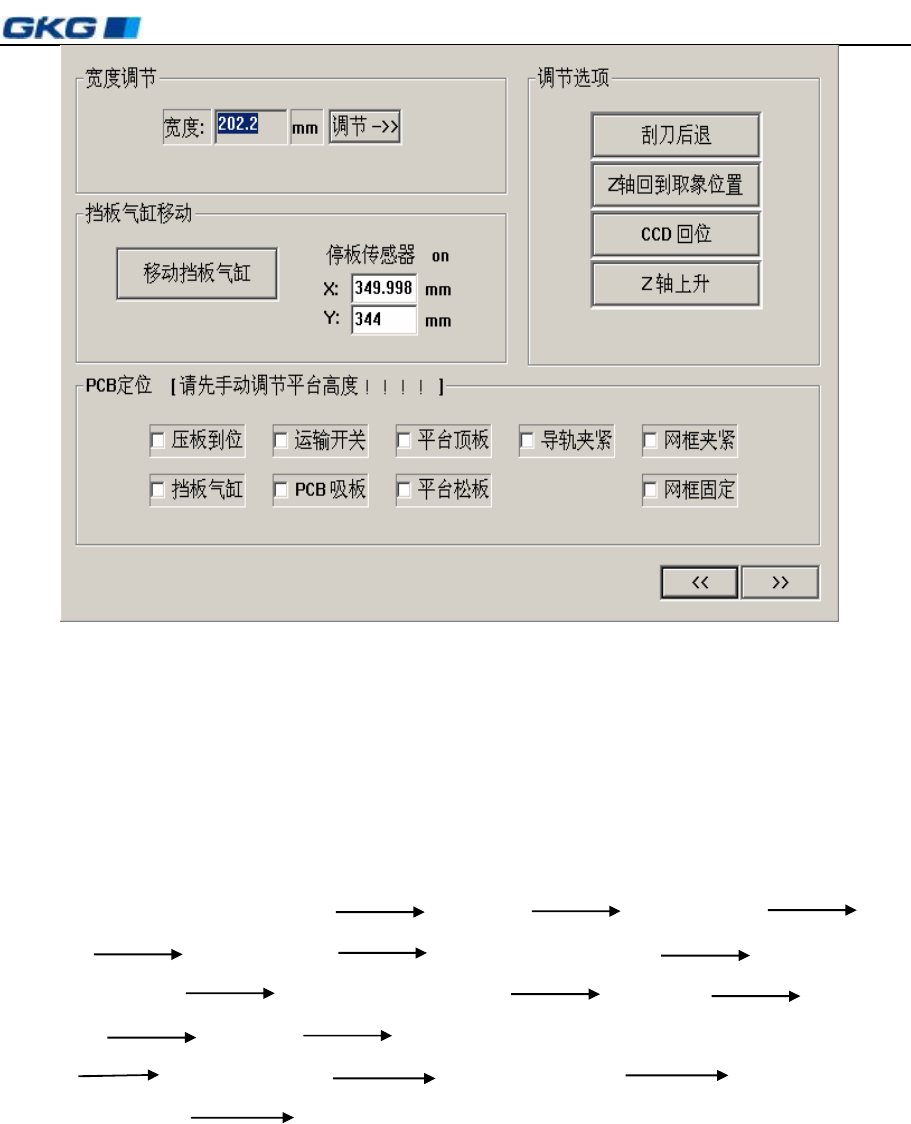
图 4-17 〈PCB 定位〉对话框
对话框进入方式:[数据录入]+ [密码输入]+ [参数设置 1] +[参数设置 2]+ [PCB 定位]
4.4.4[PCB 定位]
在[PCB 定位]对话框中可进行“开关控制”、“运输宽度调节”、“挡板气缸移动”、“CCD
回位”、“平台顶板”、“Z 轴回位”、“CCD 回位”等参数选择。
1. PCB 定位调试的操作程序
首行要确认 PCB 顶升平台高度 打开上压板 移动挡板气缸 打开
停板气缸 打开运输开关 PCB 从入 口 处进 板 关闭运输开关
打开 PCB 吸板阀 关闭停板气缸(收回) 平台顶板 导轨夹紧
关闭上压板 CCD 回位 打开Z轴上升手调网框( 使网板开口位置与 PCB 焊
盘对齐) 打开网框固定阀 打开网框夹紧阀 关闭 Z 轴上升( Z
轴 下 降 至 取 像 位置) 点击[<<]开关,PCB 松板退出 PCB 菜单。
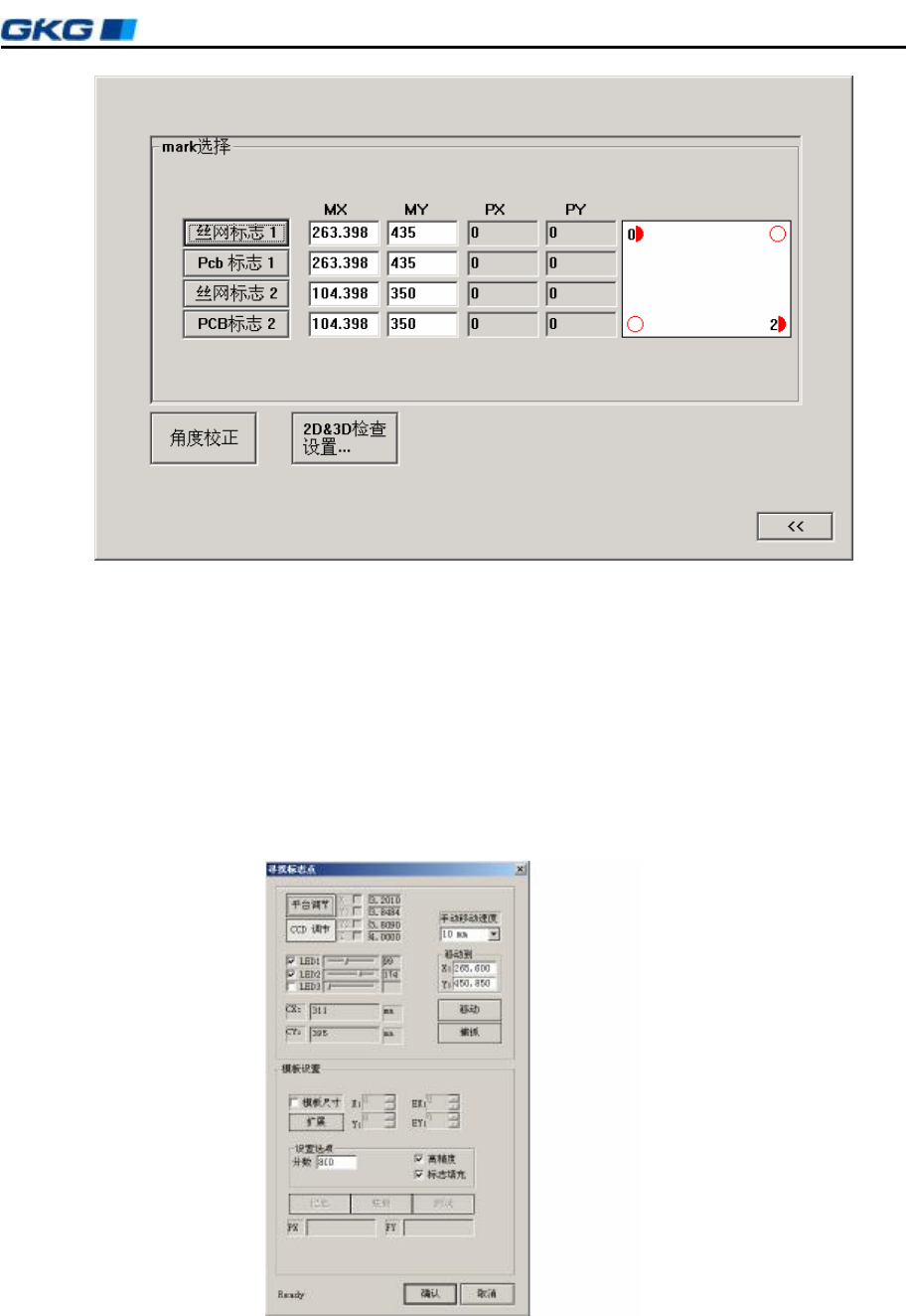
2. [PCB 标志点采集]
在以上程序完成以后,单击右下角[退出]对话框,仍回到[参数设置 2]中,Z 轴回到原点
位置,可以进行生产;如需进行 PCB 标志点采集,应单击[Z 轴回到取像位置]对话框,使工
作台运动到取像位置,此时再单击[PCB 标志点采集]按钮,显示“在做下一步时请检查网框
是否夹紧”对话框,选择“否”仍回到[PCB]定位窗口;选择“是”,则可进入[Mark 选择]
窗口,如图 4–18 所示:
凯格精密机械有限公司
- 27 -
第四章
操作系统说明
图 4-18 <标志点采集> 对话框
对话框进入方式:[数据录入]+ [密码输入]+[参数设置 1]+[参数设置 2]+[PCB 定位]+[PCB 标志
点采集
3. 在[标志点采集]对话框中,通过调用图像处理功能及标志点位置选择的辅助功能使 PCB
板和 Stencil 网板对得更准。
单击[丝网标志 1]——出现[寻找标志点]对话框,如图 4–19 所示:
图 4-19 〈寻找标志点〉对话框
凯格精密机械有限公司
- 28 -
第四章
操作系统说明
对话框进入方式:[数据录入]+ [密码输入]+ [参数设置 1] +[参数设置 2]+ [PCB 定
位] +[PCB 标志点采集]+ [丝网标志]/ [PCB 标志]
单击上图对话框中的[移动],然后根据对话框中〈手动移动速度的设置〉用手移动键盘上
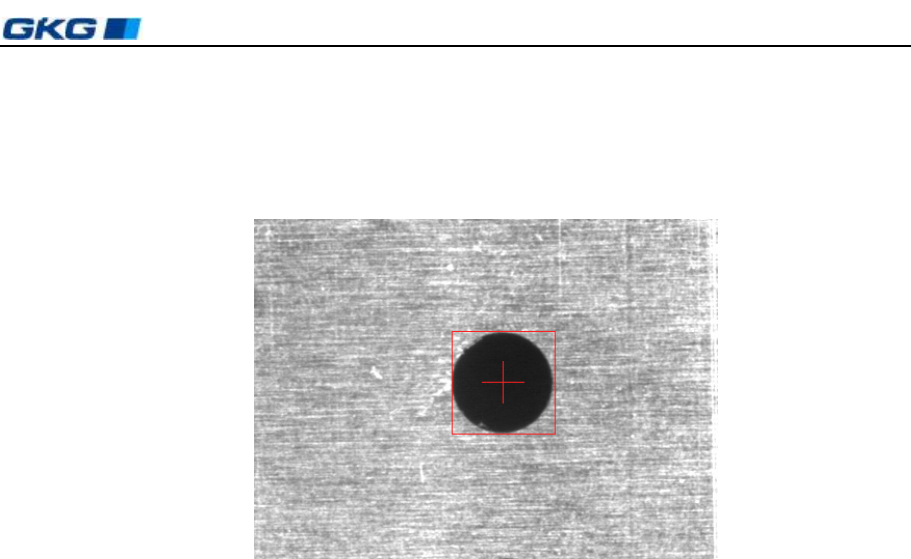
的箭头键(←↑→↓),待寻找到标志图像后——再单击[捕捉]将图象定位。如图 4–20 所示:
图 4-20 标志点图像
在上图中按住鼠标左键从图像的左上角拉至图像的右下角选择图像区域(即用红色方框
将标志点图像包容)
Ø 松开鼠标左键,击活图 4–19[寻找标志点]按钮中的[模板尺寸]按钮;
Ø 在红色方框的中心出现红色“十字型”图标,同时用鼠标点击“模板设置”下 X、Y 对
话框中的流动条从左上角移动两条红色线条,使之与标志点图像相切;同样,再用鼠标
击“模板设置”下 EX、EY 对话框中的流动条从右下角移动两条红色线条,使之与标
志点图像相切;
Ø 待表示模板大小的红色方框与标志点图像重合后,单击[扩展]将红色方框扩大;
Ø 进行“匹配选项”设置,如图 4–18 中所示:匹配的分数(500)、匹配的精度(高)为
机器的缺省值(本机器匹配分数的设置范围为 0~1000,如在进行匹配时发现标志点周
围有相似图像或标志点图像在缺损可能会影响印刷精度,匹配分数越高,印刷精度就越
高,同时对 Mark 点的形状要求高。)
Ø 单击[记忆] ;
Ø 单击[装载],读取弱磁盘中的标志点数据;
Ø 单击[测试],得出丝网标志 1 的图像坐标 Px 、Py;
Ø 单击[确认],回到图 4–18[标志点采集]对话框中,同时得出丝网标志 1 的机械坐标值
Mx 、My 值;
同样方法,找出[丝网标志 2]、[PCB 标志 1]、[PCB 标志 2]的 Mx、My、Px、Py 值。
注:在进行标志点图像采集时,可以通过调节[PCB 定位]对话框中的 LED1、LED2、LED3