GKG_G3印刷机操作说明书.pdf - 第26页
凯格精密机械有限公司 - 2 6 - 第 四 章 操 作 系统 说明 图 4-1 7 〈 PCB 定位 〉 对 话 框 对 话 框 进入 方 式 : [ 数 据录入 ] + [ 密 码 输 入 ]+ [ 参数设置 1] +[ 参数 设置 2]+ [PCB 定位 ] 4.4.4[P CB 定位 ] 在 [PCB 定位 ] 对 话 框 中可 进行 “ 开 关 控制 ” 、 “ 运输宽 度调 节 ” 、 “ 挡 板气 缸 移 动 ” 、 “ …
凯格精密机械有限公司
- 25 -
第四章
操作系统说明
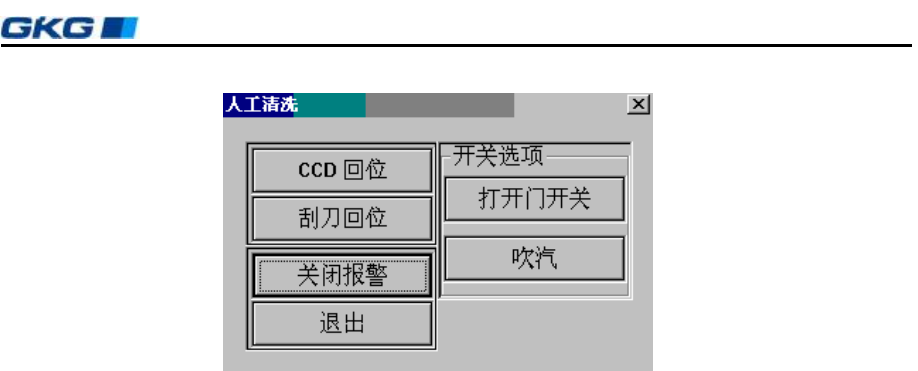
对话框,如图 4–16 所示,等待人工清洗网板,步骤如下:
图 4-16 〈人工清洗〉对话框
Ø 在“人工清洗”对话框中单击“打开门开关”按钮,将机器前罩门打开,并单击“CCD
回位”按钮,使 CCD 部分回到原点位置。
Ø 此时可将手伸到网板下进行人工清洗网板。
Ø “刮刀回位”是指刮刀脱离钢网回到起始位
Ø 清洗完成后将前罩门关闭,并按下机器操作面板上的继续操作“START”按钮,黄
色指示灯会亮,机器继续开始生产。
Ø “关闭报警”是指出现提示三色灯亮红灯且蜂鸣器会叫,按此按纽可将以上动作复位重
新进入正常生产。
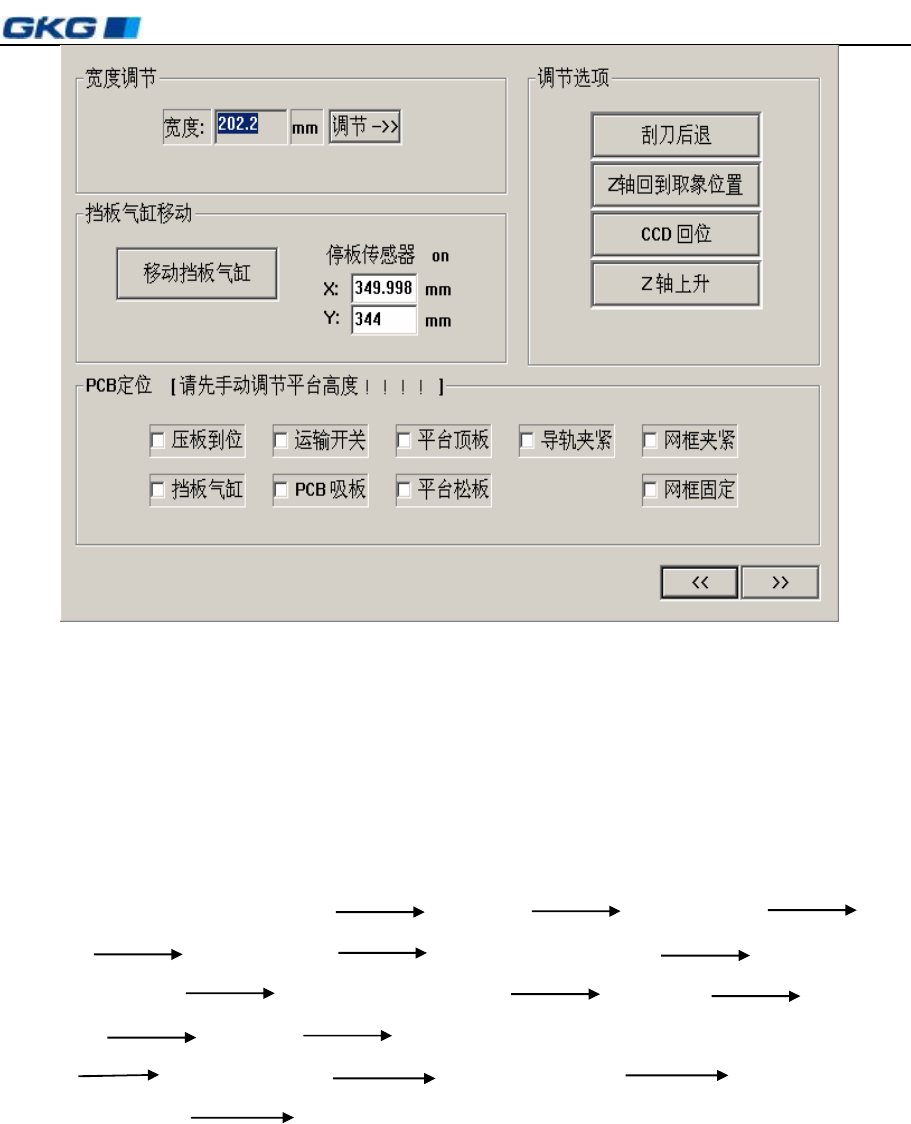
6. 在以上参数设置好以后,单击上图右下角[《 》对话按钮,回到[参数设置 1]对话框;
单击右下角[PCB 定位]对话按钮即可进入[PCB 定位]对话框,如图 4–17 所示:
l 宽度 “调节”按纽对导轨宽度作调整
l “移动挡板气缸”指将 CCD 移动到 PCB 进入导轨停在坐标显示的位置
l “压板到位”导轨上的压板装置回到原位不压板的状态
l “挡板气缸”阻挡 PCB 的气缸的动作状态:若选择则处于阻挡的状态,反之处于过板的状
态. 在阻挡的状态时 CCD 是不可移动.
l “运输开关”,” PCB 吸板 “为基本动作
l “平台顶板”是指将 PCB 板升至同导轨上压板等高度的位置; ”平台松板”是指 PCB 落在
导轨上,没被顶针顶起;”导轨夹紧”指将 PCB 顶起后侧向将 PCB 夹紧.
l “网框夹紧”指锁住网框;”网框固定”指调节不同宽度的网框对应的宽度动作
l “刮刀后退”指将刮刀退到后起刮点
l “Z 轴回到取像位置”指平台升到可以取像的高度位置;”Z 轴上升”是指平台升到可印刷
的位置
l “CCD 回位”是指 CCD 回到原点位置
凯格精密机械有限公司
- 26 -
第四章
操作系统说明
图 4-17 〈PCB 定位〉对话框
对话框进入方式:[数据录入]+ [密码输入]+ [参数设置 1] +[参数设置 2]+ [PCB 定位]
4.4.4[PCB 定位]
在[PCB 定位]对话框中可进行“开关控制”、“运输宽度调节”、“挡板气缸移动”、“CCD
回位”、“平台顶板”、“Z 轴回位”、“CCD 回位”等参数选择。
1. PCB 定位调试的操作程序
首行要确认 PCB 顶升平台高度 打开上压板 移动挡板气缸 打开
停板气缸 打开运输开关 PCB 从入 口 处进 板 关闭运输开关
打开 PCB 吸板阀 关闭停板气缸(收回) 平台顶板 导轨夹紧
关闭上压板 CCD 回位 打开Z轴上升手调网框( 使网板开口位置与 PCB 焊
盘对齐) 打开网框固定阀 打开网框夹紧阀 关闭 Z 轴上升( Z
轴 下 降 至 取 像 位置) 点击[<<]开关,PCB 松板退出 PCB 菜单。
2. [PCB 标志点采集]
在以上程序完成以后,单击右下角[退出]对话框,仍回到[参数设置 2]中,Z 轴回到原点
位置,可以进行生产;如需进行 PCB 标志点采集,应单击[Z 轴回到取像位置]对话框,使工
作台运动到取像位置,此时再单击[PCB 标志点采集]按钮,显示“在做下一步时请检查网框
是否夹紧”对话框,选择“否”仍回到[PCB]定位窗口;选择“是”,则可进入[Mark 选择]
窗口,如图 4–18 所示:
凯格精密机械有限公司
- 27 -
第四章
操作系统说明
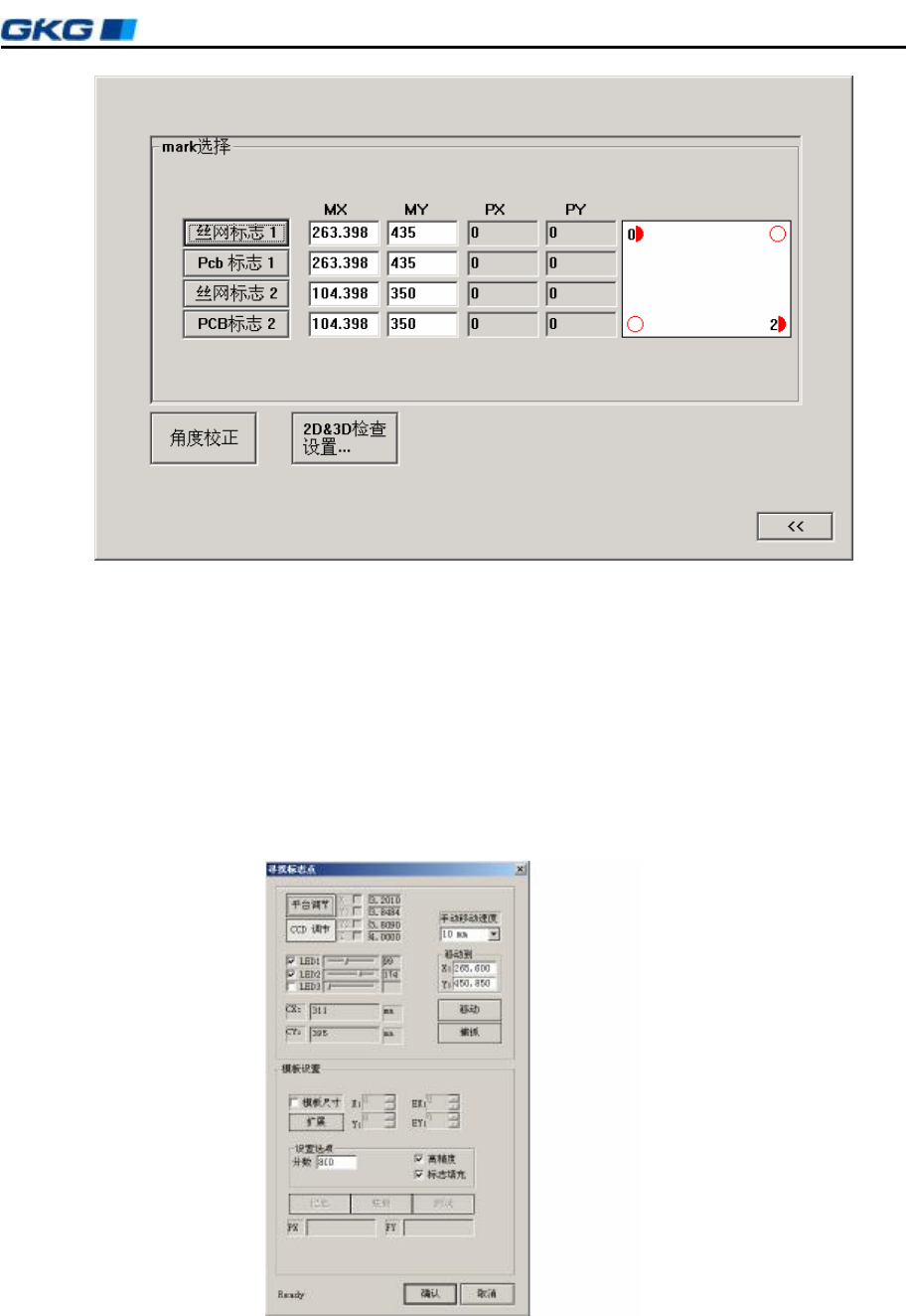
图 4-18 <标志点采集> 对话框
对话框进入方式:[数据录入]+ [密码输入]+[参数设置 1]+[参数设置 2]+[PCB 定位]+[PCB 标志
点采集
3. 在[标志点采集]对话框中,通过调用图像处理功能及标志点位置选择的辅助功能使 PCB
板和 Stencil 网板对得更准。
单击[丝网标志 1]——出现[寻找标志点]对话框,如图 4–19 所示:
图 4-19 〈寻找标志点〉对话框