CUKYX-193-3100_G5S2.pdf - 第231页
193-3100 CUKYX 3.3 供料器 2-73 3.3 供料器 在“运行参数”界面中选择“供料器”选项卡,显示如下界面。 界面展开 [1] [2] [3] F3278-CUKYX-00 [1] 多段供料器基准设定 将多段供料器的基准设定为“右”或“左” 。 [2] 多段供料器更新设定 从下列 8 种类型中选择吸取元件的顺序。 F3279-CUKYX-00
193-3100
CUKYX
3.2 前后工序模式
2-72
[6] 后工序排出方式
设定与后工序装置交接线路板的方式。
标准
后工序装置与本公司生产的装置连接时,设定为“标准”。
通过传送带交接线路板时,以后工序的工件要求信号 ON 为条件,启动
工件传送信号 (ON) 并传出线路板。
开始传出线路板之后,若在指定的时间之内工件要求信号没有 OFF 时,
会报错停机。
间隔
以后工序的工件要求信号 ON 为条件,传出线路板。
经过指定时间 (“[9] 排出传送带定时 1”设定的时间 ) 之后,停止传送带。
传送带停止之后,经过“[10] 后工序排出间隔定时器”中设定的时间后,
若具备了传出线路板的条件就开始传出动作。
要 点
不进行异常检出。
SMEMA
按照 SMEMA 标准传送线路板。
[7] 后工序线路板输送位置 [mm]
设定交接线路板的位置。
[8] 后工序线路板输送速度 [mm/ 秒 ]
设定传送线路板的速度。
•
初始値 : 300[mm/ 秒 ]
要 点
“后工序排出方式”的设定为非标准时,若后工序的线路板传送速度
较慢,
请将“后工序线路板输送速度”改为与后工序侧一致。
[9] 排出传送带定时器 1[ 秒 ]
设定后工序交接线路板时出板部传送带的动作限制时间。
要 点
“排出传送带定时器 1”的设定如下 :
与后工序装置交接线路板时所需时间 +2 秒钟左右
[10] 后工序排出间隔定时器 [ 秒 ]
“[6] 后工序排出方式”的设定为“间隔”时,需要确保排出间隔时设定。
[11] 后工序排出传送带动作等待 [ 秒 ]
“[6] 后工序排出方式”的设定为“SMEMA”时,设定出板部传送带的动
作等待时间。
193-3100
CUKYX
3.3 供料器
2-73
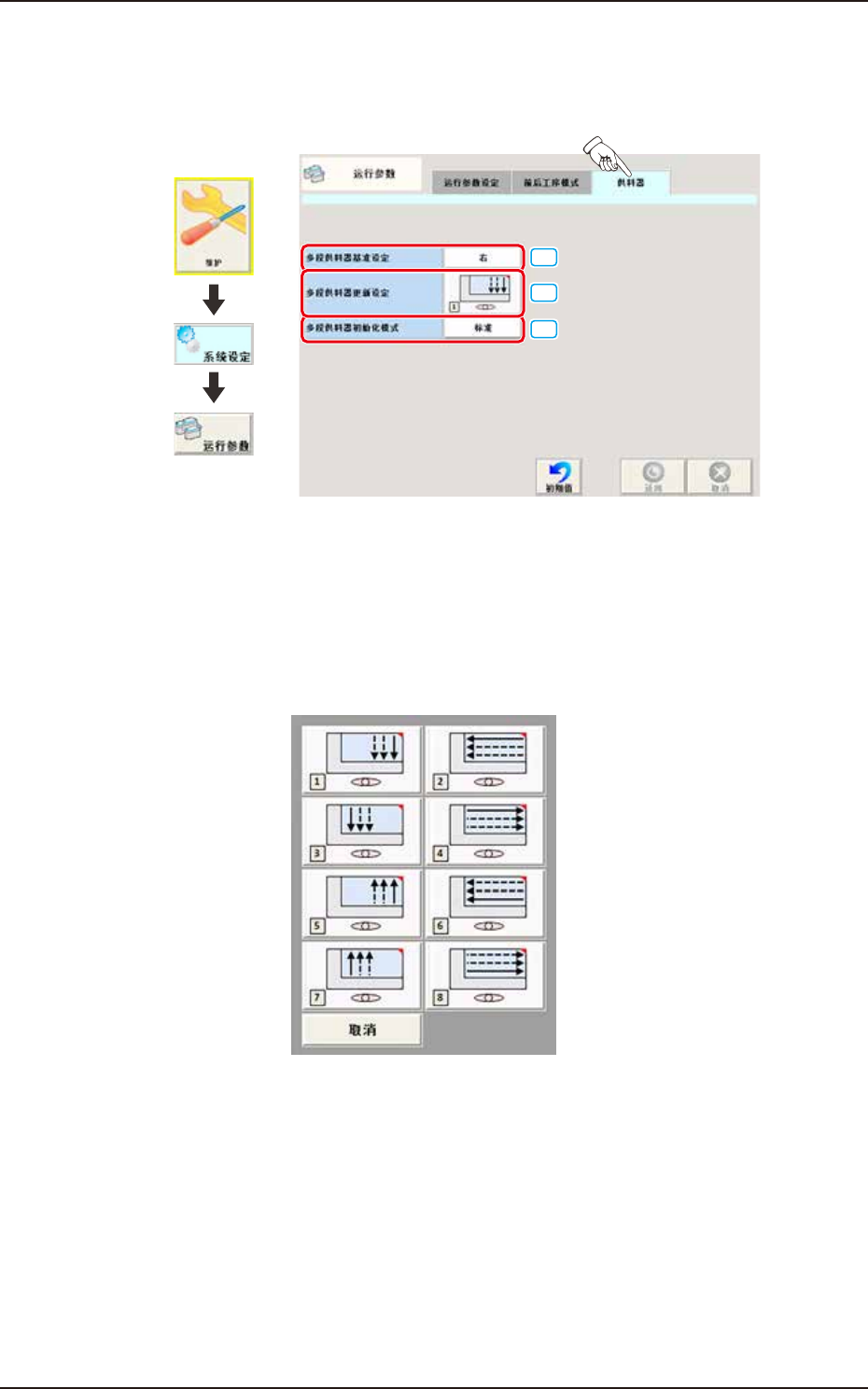
3.3 供料器
在“运行参数”界面中选择“供料器”选项卡,显示如下界面。
界面展开
[1]
[2]
[3]
F3278-CUKYX-00
[1] 多段供料器基准设定
将多段供料器的基准设定为“右”或“左”。
[2] 多段供料器更新设定
从下列 8 种类型中选择吸取元件的顺序。
F3279-CUKYX-00

193-3100
CUKYX
3.3 供料器
2-74
[3] 多段供料器初始化模式
从下列选项中选择多段供料器的初始化模式。
标准
切换生产品种时多段供料器数据为同一品种或未使用时继续。切换到
不同 ID 时,初始化为 (0、0)。
保持
切换生产品种时多段供料器数据为同一品种或未使用时继续。切换到
不同 ID 时,初始化为 (1、1)。
初始化
使生产品种中使用的多段供料器数据全部初始化为 (1、1)。
取消
取消上述选择,返回“供料器”选项卡页面。