NPM-W_z_110601.pdf - 第16页
NPM-W 2011.0601 - 10 - 项 目 内 容 对象基板 单轨传送带 ・ 基板尺寸 Min. 50 mm × 50 mm ~ Max. 750 mm × 550 mm ・ 贴装可能范围 Min. 50 mm × 44 mm ~ Max. 750 mm × 544 mm ・ 基板厚度 0.3 mm ~ 8.0 mm ・ 基板重量 3.0 ㎏ 以下 ( 实装后的状态,包括载体重量。 ) ・ 流向 左 → 右、左 ← 右 ( 选…
NPM-W 2011.0601
- 9 -
3.2
基本性能
内 容
项 目
16
吸嘴贴装头
12
吸嘴贴装头
8
吸嘴贴装头
3
吸嘴贴装头
贴装速度
(
最佳条件时
)
※随元件不同有异。
70 000 CPH
(
芯片
0.051 s/chip)
62 500 CPH
(
芯片
0.058 s/chip)
40 000 CPH
(
芯片
0.090 s/chip)
16 000 CPH
(
芯片
0.225 s/chip)
11 000 CPH
(QFP 0.327 s/chip)
0402
(01005”), 0603 (0201”), 1005
贴装
±0.04 mm: Cpk
≧
1
贴装精度
(
最佳条件时
)
※随元件不同有异。
※贴装精度是
0
°
, 90
°
, 180
°
,
270
°时。其他角度时会有不同。
※有时会因周围急剧的温度变化而
受影响。
QFP
贴装
±0.05 mm: Cpk
≧
1
(12 mm × 12 mm or less)
±0.03 mm: Cpk
≧
1
(12 mm × 12 mm to
32 mm × 32 mm or less)
QFP
贴装
±0.03 mm: Cpk
≧
1
对象元件
元件尺寸
0402
芯片
~
6 mm × 6 mm
0402
芯片
~
12 mm × 12 mm
(
超过
6 mm × 6 mm
元件发生吸着限制。
)
0402
芯片
~
32 mm × 32
mm
(
超过
12 mm × 12 mm
元件发生吸着限制。
)
0603
芯片
~
120 mm × 90 mm
or 150 mm × 25 mm
※
1
元件高度
Max. 3 mm Max. 6.5 mm Max. 12 mm Max. 28 mm
重量
Max. 30
g
元件贴装方向
-180 °
~
180 °(0.01 °
单位
)
识别
・ 所有对象元件的识别,补正
・ 通过基板标记识别,对基板的位置偏移,倾斜进行补正
・
QFP, SOP
等所有引脚的平坦度和
XY
方向的位置检测
(3D
传感器
:
选购件
)
・ 检测出
BGA, CSP
等所有焊锡球的有无和脱落
(3D
传感器
:
选购件
)
・
元件的厚度测定
(
芯片数据登录、贴装高度控制
)
、竖起・倾斜
基板替换时间
单轨传送带
2.3 s (L 350 mm
以下
)
4.4 s (L 350 mm
以上 ~
L 750 mm
以下
)
双轨传送带
・
双轨模式
: 0 s
(
循环时间是
4.0 s (5.1 s
※
2
)
以下时不是
0 s
。
)
・ 单轨模式
※
3
:
高速传送
: 4.0 s (
基板重量
: 2 k
g 以下
)
中速传送
: 5.1 s (
基板重量
: 2 k
g
~
3 k
g
)
※
1
贴装大型连接器时,从吸着位置和识别范围的关系考虑,对元件尺寸有可能会有限制。
另外,超过
45 mm × 45 mm
的元件,贴装速度有限制。有关详细情况请咨询。
※
2
基板重量是
2 kg
~
3 kg
时,为中速传送或者低速传送。
※
3
单轨模式生产时,需要单轨模式对应的基板支撑块
(
选购件
)
。
NPM-W 2011.0601
- 10 -
项 目
内 容
对象基板
单轨传送带
・
基板尺寸
Min. 50 mm × 50 mm
~
Max. 750 mm × 550 mm
・
贴装可能范围
Min. 50 mm × 44 mm
~
Max. 750 mm × 544 mm
・
基板厚度
0.3 mm
~
8.0 mm
・
基板重量
3.0
㎏以下
(
实装后的状态,包括载体重量。
)
・
流向
左
→
右、左
←
右
(
选择规格
)
・
基准
前侧基准、后侧基准
(
选择规格
)
※与
NPM-D
或者
NPM
连接时
,
请另行商洽。
双轨传送带
・ 基板尺寸
双轨模式
: Min. 50 mm × 50 mm
~
Max. 750 mm × 260 mm
单轨模式
※1
: Min. 50 mm × 50 mm
~
Max. 750 mm × 510 mm
・ 贴装可能范围
双轨模式
: Min. 50 mm × 44 mm
~
Max. 750 mm × 254 mm
单轨模式
※1
: Min. 50 mm × 44 mm
~
Max. 750 mm × 504 mm
・ 基板厚度
0.3 mm
~
8.0 mm
・
基板重量
3.0
㎏以下
(
实装后的状态,包括载体重量。
)
※
2
・ 流向
左
→
右、左
←
右
(
选择规格
)
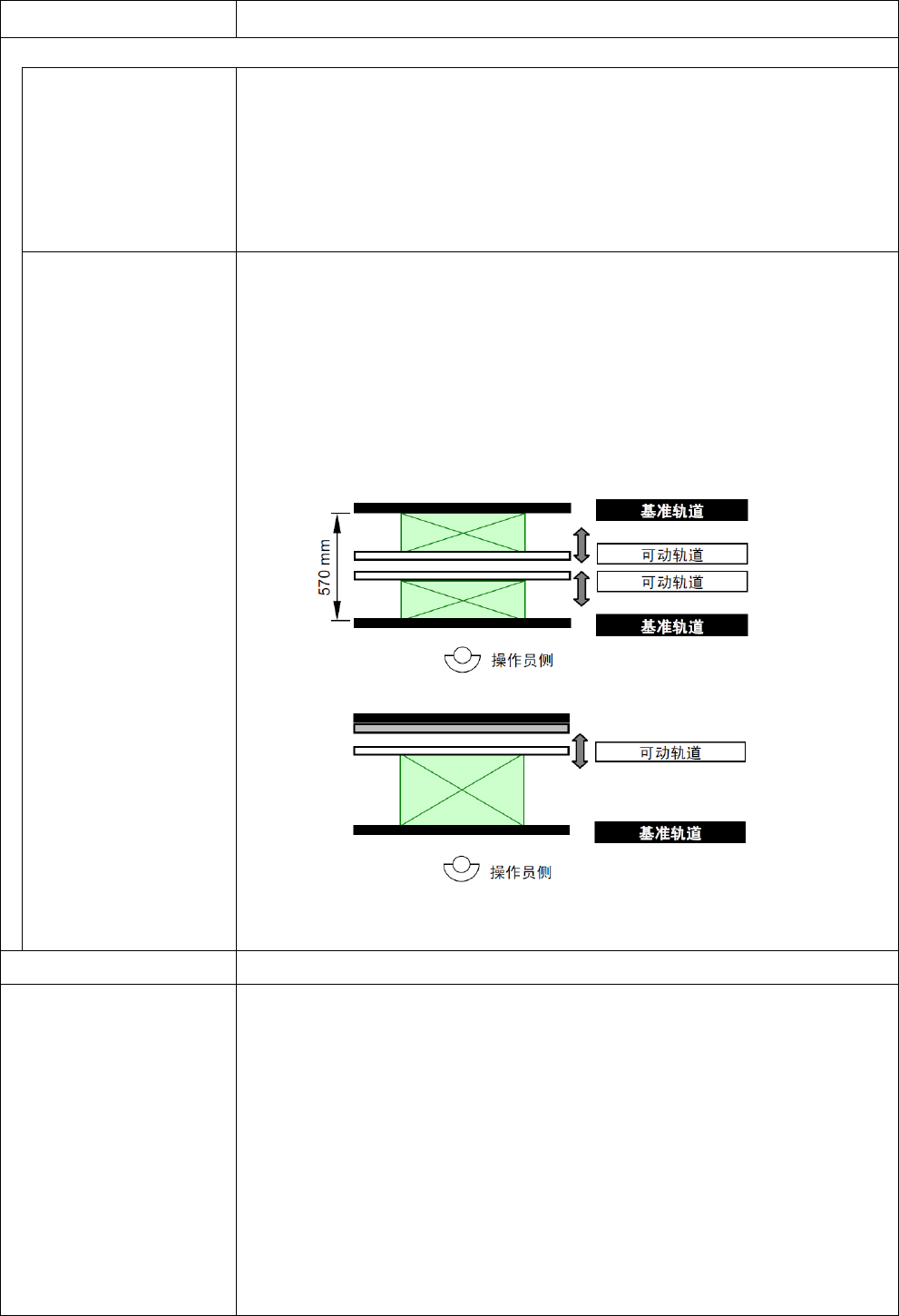
・基准
[
双轨模式
]
[
单轨模式
※1
]
※1 单轨模式生产时,需要单轨模式对应的基板支撑块
(
选购件
)
。
※
2
基板重量是
2 kg
~
3 kg
时,为中速传送或者低速传送。
※ 与
NPM-D
或者
NPM
连接时
,
请另行商洽。
基板传送高度
900 mm
元件供给部
・ 编带
8 mm
编带
Max. 120
站
(
双式编带料架,小卷盘
)
Max. 60
站
(
双式编带料架,大卷盘
)
Max. 60
站
(
单式编带料架,小
/
大卷盘
)
12/16 mm
编带
Max. 60
站
24/32 mm
编带
Max. 30
站
44/56 mm
编带
Max. 20
站
72 mm
编带
Max. 14
站
(
只限
3
吸嘴贴装头
)
88 mm
编带
Max. 12
站
(
只限
3
吸嘴贴装头
)
104 mm
编带
Max. 10
站
(
只限
3
吸嘴贴装头
)
32 mm
粘着编带
Max. 20
站
・
杆式
Max. 20
站
(
只限
8
吸嘴贴装头,
3
吸嘴贴装头
)
・ 单式托盘
Max. 20
个
(
只限
8
吸嘴贴装头,
3
吸嘴贴装头
)
・ 双式托盘
Max. 40
个
(
只限
8
吸嘴贴装头,
3
吸嘴贴装头
)
+20
0

NPM-W 2011.0601
- 11 -
3.3
实装模式
■ 单轨
交替实装模式
贴装头交替动作,进行生产。
■ 双轨
通过双轨前后贴装头的动作形态,有
3
种实装模式。
交替实装模式
交替
(
前
/
后
)
实装模式
独立实装模式
各贴装头对两条轨道的基板进行生产。
贴装头交替动作,一条轨道的生产完成
后,进行另一条轨道的生产。
<交替前实装模式>
使用前后的贴装头,只对前轨道的基板进行生产,
对后轨道的基板不进行生产。
<交互后实装模式>
使用前后的贴装头,只对后轨道的基板进行生产,
对前轨道的基板不进行生产。
各贴装头对各轨道的生产基板进行独立
生产。
前贴装头: 前轨道的生产
后贴装头
:
后轨道的生产
将基板传送损失减少到最低。 各轨道的生产可以开始以及停止。
各轨道的生产可以开始以及停止。
由于贴装头的交替动作,无需贴装头待
机
(
等待另一个贴装头的动作
)
,所以可
以提高生产率。
※
※根据基板尺寸不同,也有可能需要工
作头待机的情况。
停止设备运转,进行各轨道的机种切
换。
跳过基板生产中,可以对停止中的轨道进行机种
切换(切换生产数据、更换台车、更换托盘箱)。
一侧生产中,可以对停止中的轨道进行
机种切换
(
切换生产数据、更换台车
)
。
A
B
A
B
A
B