维修手册.pdf - 第184页
AV131 维修手册 8.4 切刀部 D79MCC-W 5-200-A0 8.4- 1 8.4. 切刀部 D79MC C-W5-200-A0 8.4. 1 编带切刀更换调节 装置编号: N610052014A A 8. 4.1 编带切刀更 换调节 = 准备 = 1. 千分表 编带切刀的位置调整 1. 1. 将电源置 于 ‘O N’ , 返回原点。 2. 将伺服开 关置于 ‘OFF’ 。 3. 拧松编带 切刀的螺栓 (a) (4 个 …
AV131
维修手册
8.3 元件供给部
D79MCC-W5-000-A0
8.3-2
传感器
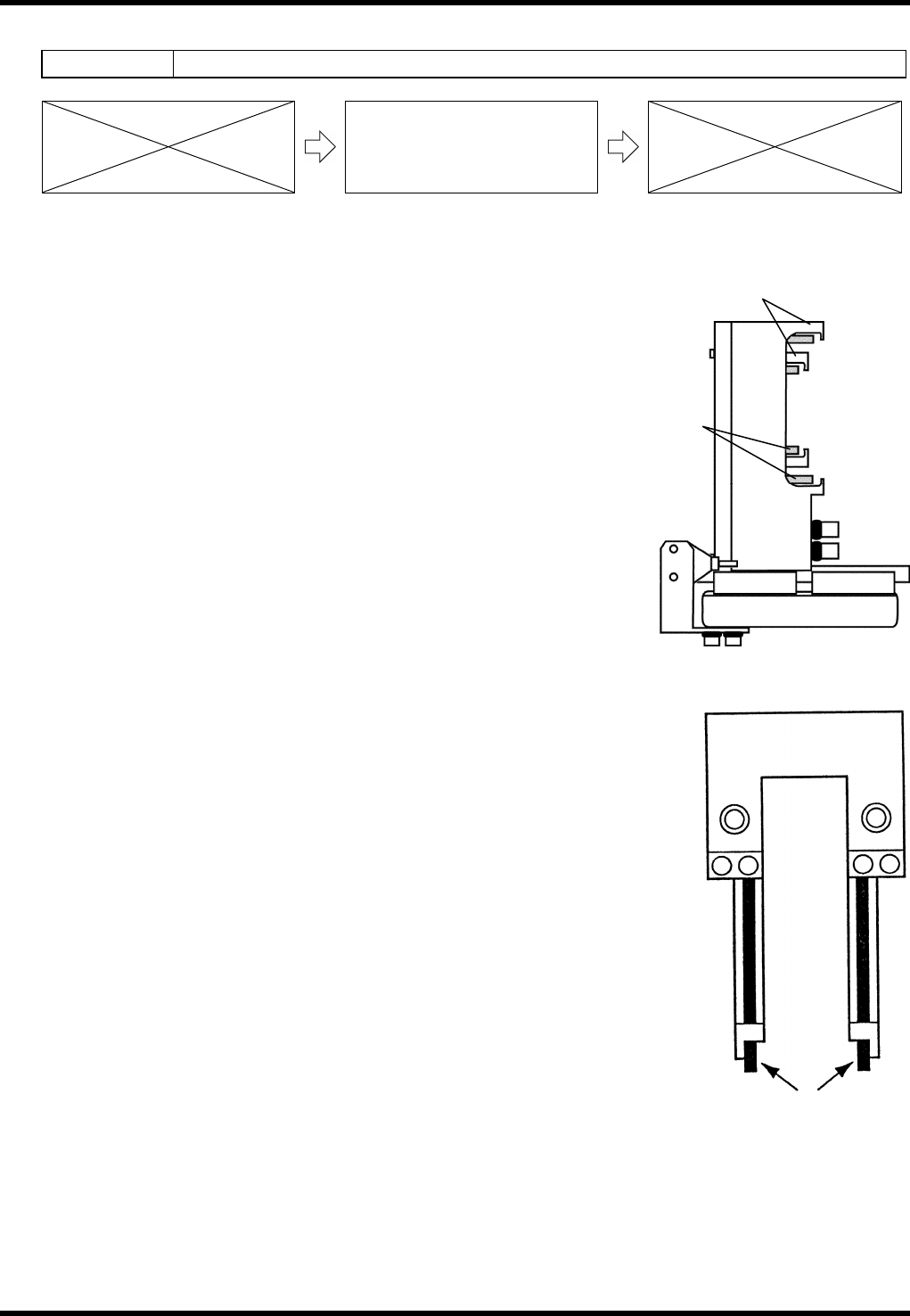
8.3.2 滑动夹档块和元件检测传感器的清洁处理
装置编号:
N610052073AA / N610052014AA
8.3.2 滑动夹档块和元件检测传感器
的清洁处理
滑动夹档块的清洁处理
2.
1. 接通电源 ‘ON’ 并返回原点。
2. 打开 [机器调整] 菜单下的 “IO 控制” 画面。
3. 将 [滑动夹推出] 置于 ‘ON’。
4. 分别将 [26 滑动夹] , [52 滑动夹] 置于 ON 和 OFF 状态,然后用
含有酒精的棉棒对滑动夹挡块和活塞进行清扫。
元件检测传感器清洁处理
3.
1. 接通电源 ‘ON’ 并返回原点。
2. 将元件供给部移动到备用位置。
3. 清洁传感器时,应使用在酒精或清漆中浸泡过的棉纱。
滑动夹挡块
活塞
AV131
维修手册
8.4 切刀部
D79MCC-W5-200-A0
8.4-1
8.4. 切刀部
D79MCC-W5-200-A0
8.4.1 编带切刀更换调节
装置编号:
N610052014AA
8.4.1 编带切刀更换调节
=准备=
1. 千分表
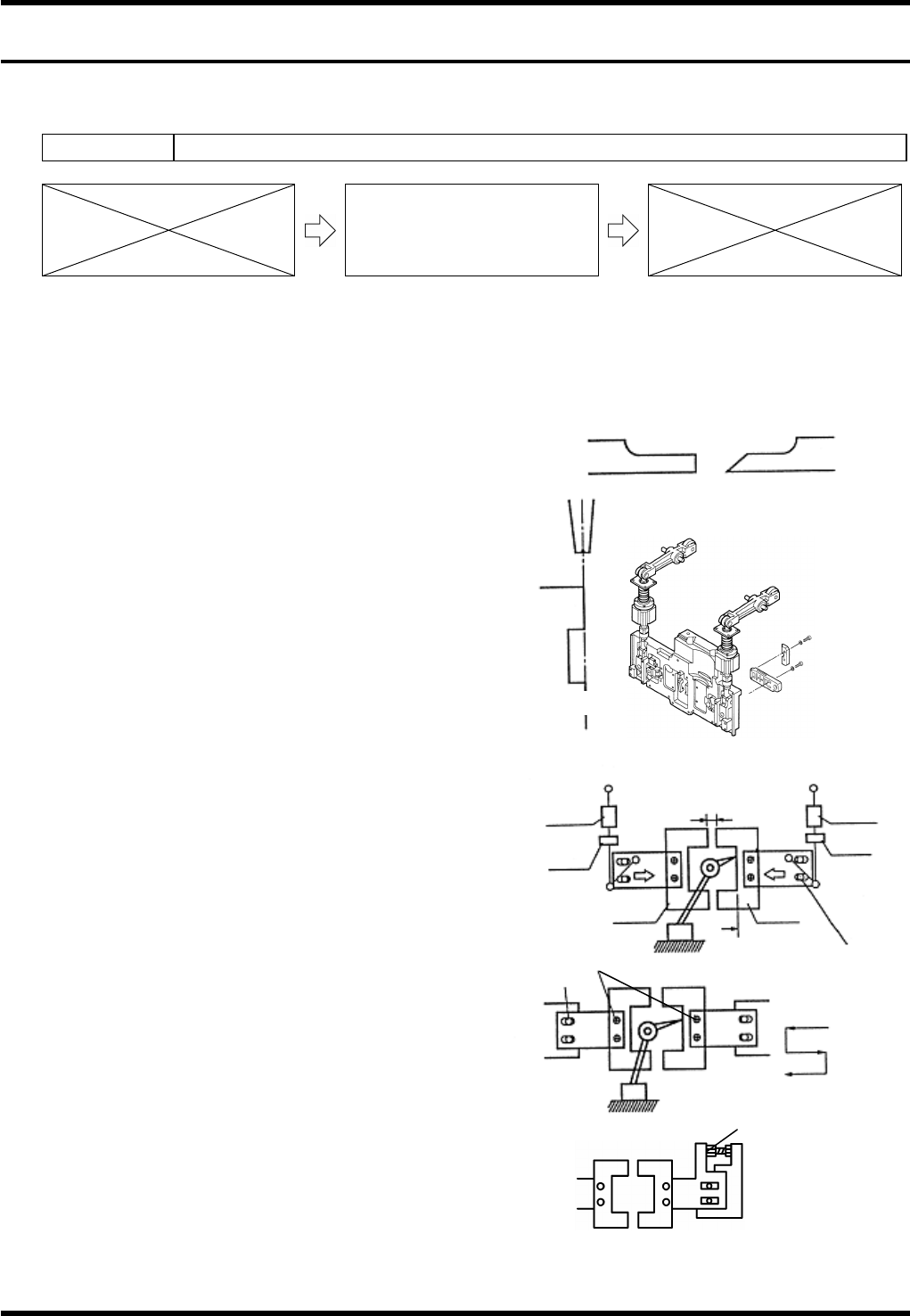
编带切刀的位置调整
1.
1. 将电源置于 ‘ON’,返回原点。
2. 将伺服开关置于 ‘OFF’。
3. 拧松编带切刀的螺栓 (a) (4 个)。
4. 卸下切刀 (A 刃和 B 刃)。
5. 拧松固定滑块的螺栓 (b) 和螺栓 (c)。
6. 将滑块靠向两端放置。
7. 安装 A 刃。
8. 转动手动手柄,将循环定时器设置在 324°前后。
(转动手动手柄时,A 刃前进。)
9. 调整滑块,使 A 刃与 T 轴夹头 (关闭状态) 在同一
直线上。
(参照图 (a))
10. 拧紧螺栓 (b) ,固定好滑块。
11. 转动手动手柄,在循环定时器 295 ~ 340°前后移动,
再次进行确认。
12. 安装 B 刃,转动手柄,使其位于循环计时器 324°
的位置。
13.
将滑块错开,使 B 刃与 A 刃接触,然后将螺栓 (c)
暂时拧紧。
14. 卸下 A 刃。
15. 将千分表安装在 A 面,并调整为 0。
卡盘
切刀刃
Z 轴侧
前面
AB
插入量
0.1 ~ 0.3 mm
风门气缸
螺母 B
螺栓(c)
B 刃
A 面
A 刃
螺母 A
风门气缸
螺栓(a)
螺栓(b)
CT : 324°
CT : 324°
CT : 235°
切刀
滑块
调节螺栓
图 (a)
AV131
维修手册
8.4 切刀部
D79MCC-W5-200-A0
8.4-2
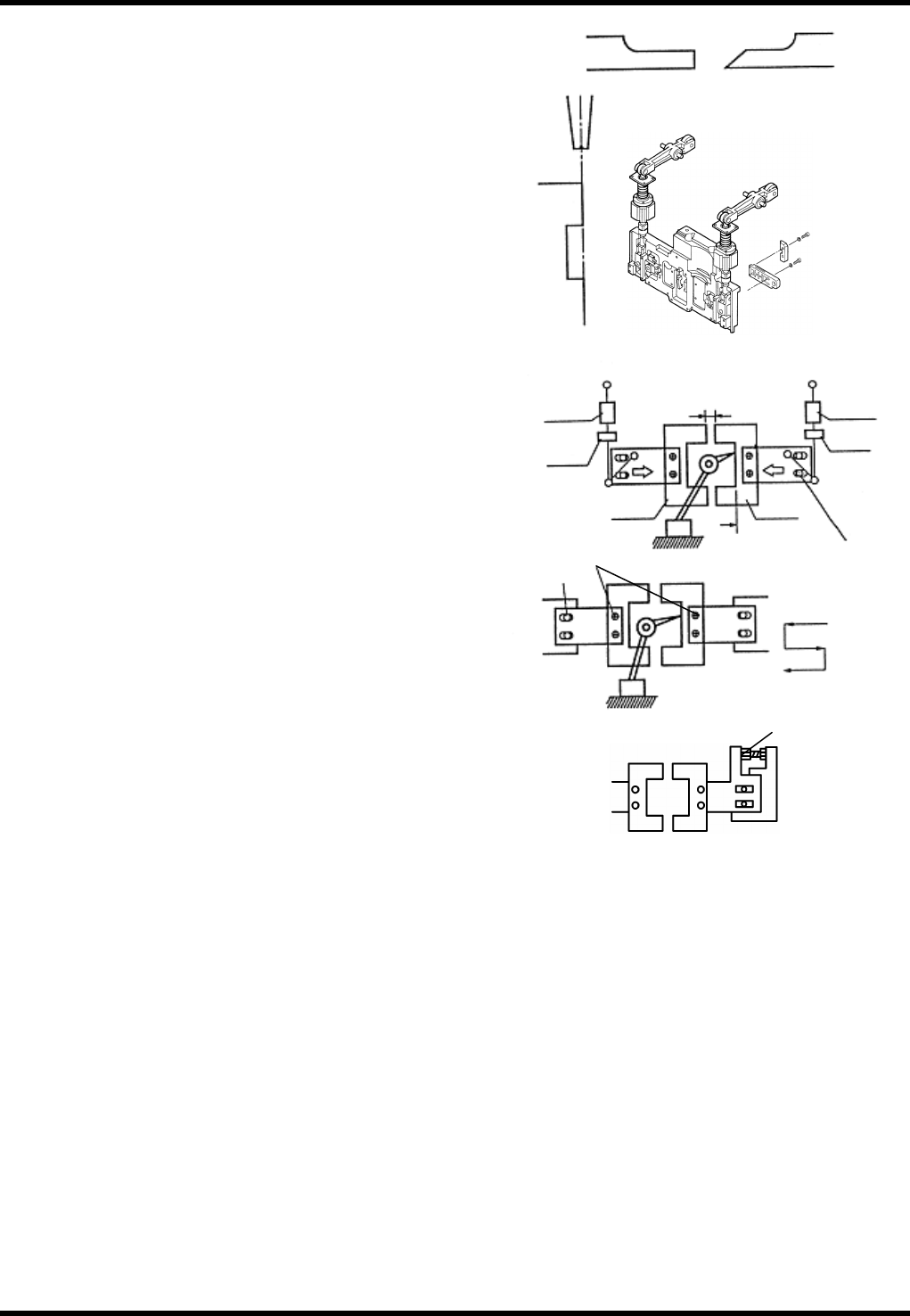
16. 转动调整螺栓,将滑块向左移动 0.1 mm,然后拧
紧螺栓 (c) ,将 A 刃固定。
(请参照千分表测量滑块的移动量。)
17. 请将集尘箱内的元件编带屑清空,卸下千分表。
18. 进行插入测试,确认集尘箱内的元件编带屑。
=提示=
为了判断引出量,请对元件编带进行调查,确
认切口能切割得干净整齐。
19. 元件编带的切割状态不够理想时,请对 B 刃进行微
调,向左移动 0.05 ~ 0.1 mm。
(重复步骤 14 ~ 18)
=注意=
更换切刀时,请关闭电源。
=检查=
风门气缸用调整器的空气压力设定值应为 0.3
~ 0.35 MPa。
卡盘
切刀刃
Z 轴侧
前面
AB
插入量
0.1 ~ 0.3 mm
风门气缸
螺母 B
螺栓(c)
B 刃
A 面
A 刃
螺母 A
风门气缸
螺栓(a)
螺栓(b)
CT : 324°
CT : 324°
CT : 235°
切刀
滑块
调节螺栓