00198151-03_UM_SX12-V2_BG.pdf - 第142页
3 Технически данни и конструктивни групи Ръководство за експлоатация SIPLACE SX1/SX2 3.7 Система за транспорт на платки От софтуерна версия SR.710.0 Издание 12/2016 142 3.7.3.3 Асинхронен вид транспорт В асинхронен режим…
Ръководство за експлоатация SIPLACE SX1/SX2 3 Технически данни и конструктивни групи
От софтуерна версия SR.710.0 Издание 12/2016 3.7 Система за транспорт на платки
141
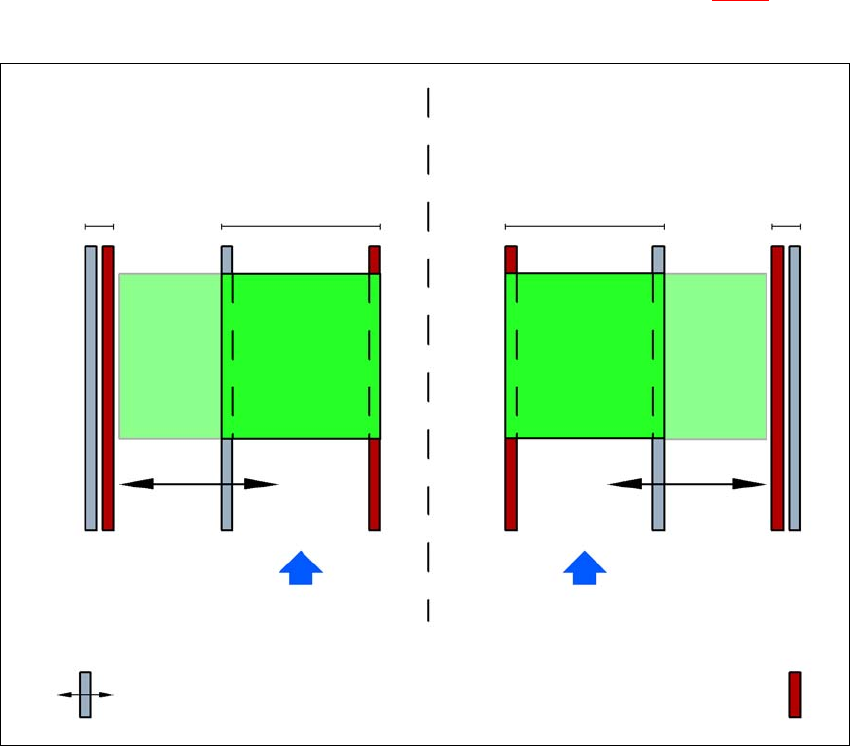
3.7.3.2 Двоен транспорт на платки в режим "единичен транспорт"
Двойният транспорт може онлайн да бъде конфигуриран като единичен транспорт. За целта
едната транспортна лента напълно се прибира и се деактивира (вижте Фиг. 3.7 - 3
). Това
води до ширина на транспортната лента от максимум 460 mm.
3
Фиг. 3.7 - 3 Гъвкав двоен транспорт в режим "единичен транспорт"
Двоен транспорт с разширена транспортна
лента 2 (неподвижна транспортна странична
Транспортна
лента 2 деактиви-
рана
Транспортна лента 1 Транспортна лента 2 Транспортна
лента 1 деактиви-
рана
Посока на транспорти-
ране на платките
Посока на транспортиране
на платките
Неподвижна транспортна странична
шина
Двоен транспорт с разширена транспортна
лента 1 (неподвижна транспортна странична
Подвижна транспортна странична
шина
3 Технически данни и конструктивни групи Ръководство за експлоатация SIPLACE SX1/SX2
3.7 Система за транспорт на платки От софтуерна версия SR.710.0 Издание 12/2016
142
3.7.3.3 Асинхронен вид транспорт
В асинхронен режим винаги една платка се монтира в една транспортна лента, докато друга
платка се придвижва във втората транспортна лента до позицията за монтиране. По този
начин се спестява цялото време за транспорт, което специално при платки с кратки времена
на стъпките води до значително повишение на производителността.
Ако машината
е снабдена с данни за заданието (панел, оборудване), тогава във всеки един
момент на режима на монтиране стоящите върху входящите ленти платки се транспортират
в съответната лента за обработка (при свободна лента за обработка). Протичането на мон-
тирането започва, веднага след като платка бъде транспортирана в съответната лента за
обработка.
Платките се монтират една след друга.
Ако протичането на монтирането бъде прекъснато, тогава транспортният интерфейс се бло-
кира и платките, които в този момент се намират в лентите за обработка, се монтират до
готовност.
Транспортният интерфейс се блокира, респ. разблокира едновременно за двете транс-
портни ленти.
3
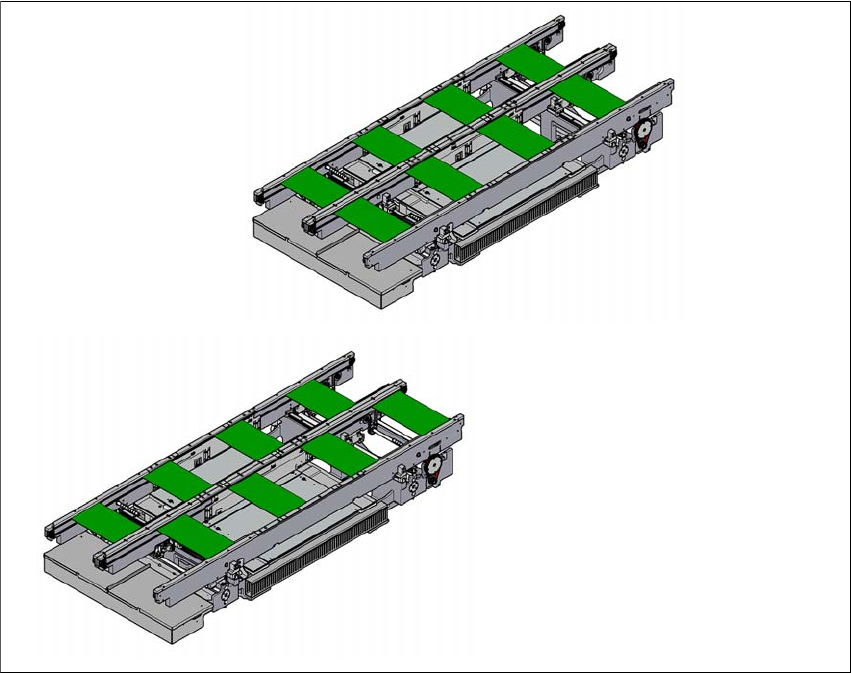
Фиг. 3.7 - 4 Видове транспорт
Синхронен вид транспорт
Асинхронен вид транспорт
Ръководство за експлоатация SIPLACE SX1/SX2 3 Технически данни и конструктивни групи
От софтуерна версия SR.710.0 Издание 12/2016 3.7 Система за транспорт на платки
143
3.7.3.4 Синхронен вид транспорт
В синхронен режим две платки с еднакъв размер се придвижват едновременно в позицията
за монтиране. Те трябва да бъдат обработени като общ панел.
По този начин се позволява обработката на горната и долната страна на една платка на
една линия. Времето, което е необходимо за транспорта на платките, се намалява, защото
винаги едновременно се транспортират две платки. Освен това се постига по-добро нато-
варване на конфигурацията с дюзите.
Платките на транспортните ленти 1 и 2 се придвижват синхронно (т.е. транспортните ленти
са независими една от друга, но се управляват синхронно) върху транспортните маршрути.
Монтажното съдържание за транспортна лента 1 и 2 трябва да
бъде организирано в един
панел посредством две единични вериги.
Ако само едната транспортна лента е заета при стартиране на процеса на монтиране, еди-
ничната верига на тази транспортна отсечка се идентифицира като "не за монтиране".
При синхронната работа на двойния транспорт на платки опцията "Препредаване на данни
за платки" (Whispering Down The Line) се деактивира
. Опцията "Глобален маркер за
годност" не е допустима.
3.7.3.5 I-поставяне
Освен синхронния и асинхронния режим на транспорт беше въведена концепцията за мон-
тиране "I-поставяне". Тук двете монтиращи глави работят в една област за монтиране ед-
новременно и монтират напълно независимо една от друга по една платка. В нормален
режим монтиращите глави работят в редуващ се режим на монтиране: докато монтиращата
глава
е една област за монтиране монтира една платка, другата монтираща глава взима
компонентите от подаващите модули. С "I-поставяне" отпадат тези времена на изчакване
на монтиращите глави, което води до повишение на производителността на монтиране.
3.7.4 Управление и корекция по ширина
3.7.4.1 Управление с менюто за единични функции
Информация за управлението на системата за транспорт на платки и за менюто с единични
функции можете да намерите в онлайн помощта.
3.7.4.2 Автоматична корекция по ширина
Транспортните ленти след получаване на командата се настройват за необходимата ши-
рина. При двоен транспорт са възможни различни ширини.
Детайлна информация за пренастройката на ширината на транспортната лента можете да
намерите в онлайн помощта.