00197910-03_UM_X-Serie-S_PL.pdf - 第289页
Instrukcja eksploatacji SIPLACE seria X 5 Zadania przy maszynie Od wersji oprogramowania 710.0 Wydanie 12/2016 5.9 Przeprowadzenie obej ś cia kontrolnego 289 5.9.3 Kontrola pod pór POD Skontroluj po ł o ż enie magnetyc…
5 Zadania przy maszynie Instrukcja eksploatacji SIPLACE seria X
5.9 Przeprowadzenie obejścia kontrolnego Od wersji oprogramowania 710.0 Wydanie 12/2016
288
5
Skontrolować wielokolorowe wskazania stanu (poz. 3 na rys. 5.9 - 1, strona 287).
–Jeżeli świeci w kolorze zielonym, oznacza to, że moduł podajnikowy jest gotowy do
pracy.
–Jeżeli świeci w kolorze pomarańczowym, oznacza to, że jest sygnalizowane ostrzeżenie.
Tekst ostrzeżenia jest wyświetlany na wyświetlaczu LCD (poz. 4 na rys. 5.9 - 1
, strona
287
). Diody LED przy Smart Feeder świecą się odpowiednio.
–Jeżeli wskaźnik stanu świeci w kolorze czerwonym, oznacza to, że wystąpiła nieprawi-
dłowa funkcja. Na wskazaniach LCD ukazuje się komunikat o usterce (poz. 3 na rys. 5.9
- 1, strona 287). Diody LED przy Smart Feeder świecą się odpowiednio.
Zestawienie wskazań na ekranie LCD i wskazań stanu na polu obsługi znajduje się w
rozdziale 5.11
, strona 303. 5
Zestawienie wskazań diod LED i wskazań stanu w polu obsługi Smart Feeder znajduje
się w rozdziale 5.11.2
, strona 304. 5
Gdy wskaźnik stanu jest wyłączony, może to mieć następujące przyczyny: 5
–Modułu podajnikowego nie ma w aktualnym wyposażeniu.
–Moduł podajnikowy jest uszkodzony.
–Moduł podajnikowy jest wyłączony (np. z powodu spadku ciśnienia powietrza).
5.9.2 Splatanie pasów w odpowiednim czasie
5
OSTROŻNIE
Problemy ze ściągnięciem folii kryjącej!
Zerwanie folii może spowodować problemy ze ściąganiem folii kryjącej.
W modułach podajnikowych pasów 8 i 12 mm X zintegrowany jest nóż (poz. 2) ułatwia-
jący odcinanie foli kryjącej.
WSKAZÓWKA
Zbyt późne splatanie pasów
Zbyt późne splatanie pasów prowadzi do dłuższych czasów przestoju
Pasy powinny zostać splecione w odpowiednim momencie, aby moduły podajni-
kowe nie zostały opróżnione.
WSKAZÓWKA
Zbyt wczesne splatanie pasów
Zbyt wczesne splatanie pasów może spowodować przy nawijaniu starego pasa na nową
rolkę, że nowa rolka zostanie przepełniona, pas zsunie się z rolki i zakleszczy. To z kolei
spowoduje błędy w pobieraniu pasa i częstsze przestoje.
Splataj pasy na czas, aby nowe i stare pasy nie zakleszczały się.
Instrukcja eksploatacji SIPLACE seria X 5 Zadania przy maszynie
Od wersji oprogramowania 710.0 Wydanie 12/2016 5.9 Przeprowadzenie obejścia kontrolnego
289
5.9.3 Kontrola podpór POD
Skontroluj położenie magnetycznych wsporników płytek drukowanych na stole podnośnym:
–Zwróć uwagę, czy wsporniki płytek drukowanych nie kolidują z podzespołami na spodzie
pytek drukowanych.
– Ponadto zwróć uwagę, czy wsporniki pytek drukowanych nie kolidują z policzkami trans-
portera płytek drukowanych.
–Stosować wyłącznie podpory POD, jakie opisano w rozdziale 6.13
, strona 395.
5.9.4 Uchwyt dodatkowej rolki taśmy
5
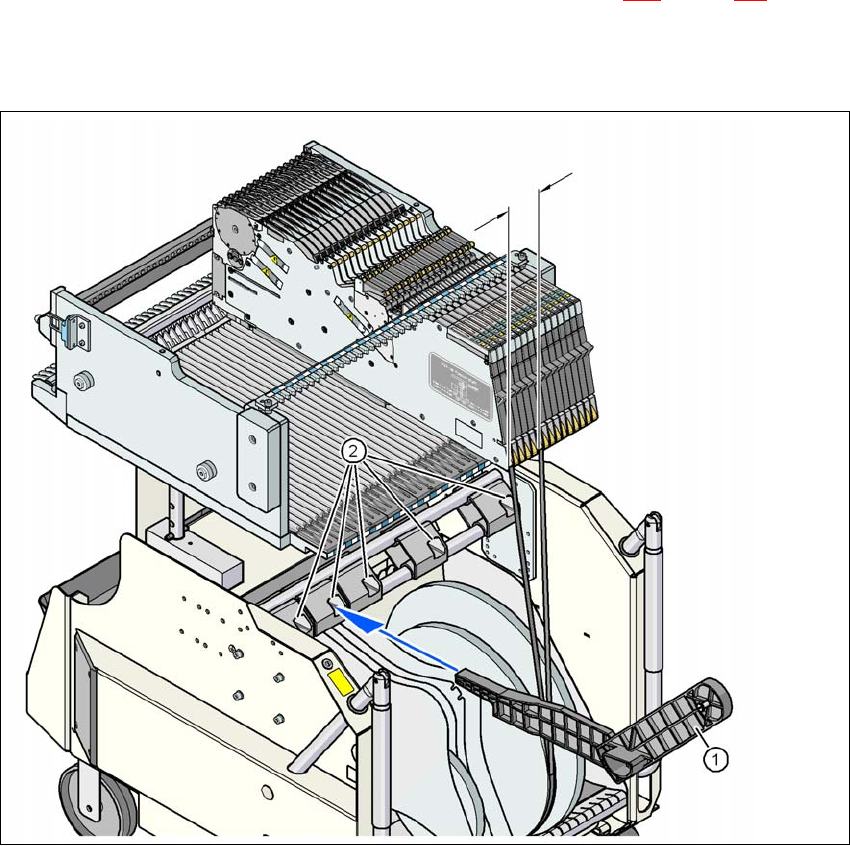
Rys. 5.9 - 2 Uchwyt dodatkowej rolki taśmy
(1) Uchwyt dodatkowej rolki pasa, nr artykułu 00141217-xx
(2) Zespół do zamocowania uchwytu
5
maks. 60 mm

5 Zadania przy maszynie Instrukcja eksploatacji SIPLACE seria X
5.9 Przeprowadzenie obejścia kontrolnego Od wersji oprogramowania 710.0 Wydanie 12/2016
290
Moduły podajnikowe serii X mogą bez problemu przetwarzać pasy, jeżeli przesunięcie boczne
między modułem podajnikowym i rolką pasa nie przekracza 60 mm.
Jeżeli z powodu wymaganego wyposażenia nie można dotrzymać maksymalnego dopuszczal-
nego przesunięcia, radzimy zastosować uchwyt do dodatkowej rolki pasa (poz. 1). Wetknij po pro-
stu ten uchwyt w zespół do zamocowania (poz. 2) i wsuwaj go aż przesunięcie będzie mniejsze
od maksymalnego dopuszczalnego, wynoszącego 60 mm. Wózek na podzespoły ma razem 5 ze-
społów do zamocowania. Na każdym uchwycie rolki pasa można zamocować 2 rolki, co umożliwia
ustawienie do dziesięciu szpulek 15" (381 mm) nad pojemnikiem na pasy.
5.9.5 Zakładanie blach rozdzielczych do pojemnika na pasy
Blacha rozdzielcza ma różne krawędzie i może być zakładana na dwa sposoby do pojemnika
na pasy. Przy zastosowaniu osi wtykowych wycięcia na osie w przegródce blaszanej są skie-
rowane w górę (patrz poz. 4 na rys. 5.9 - 3
). Jeżeli nie używa się osi wtykowych, wówczas
skierowana jest do góry zaokrąglona krawędź przegródki blaszanej (patrz poz. 5 na rys. 5.9
- 3).
Włożyć przegródki blaszane w sposób przedstawiony na rys. 5.9 - 3i uwzględnić, że pojemnik
na pasy może zostać podzielony najmniej na 2 części. Dzięki temu unikniesz błędów uzbra-
jania.
Sprawdź, czy blachy rozdzielcze przyjmują pozycję zatrzaskową we wszystkich trzech li-
stwach prowadzących. W przeciwnym razie blacha rozdzielcza zostanie skrzywiona lub po-
gięta.