JM-20使用说明书.pdf - 第316页
第 1 部 基本篇 第 2 章 生产 2- 198 (3) 矫正重试中压入 量超出 阈值 请在生产程序中 对压入量进行调 整。 或者在机器设置中对矫 正重试时的压 入量的增加和 减少量进行 调整。 在 矫正重试中 可以增减压入 量 ( 仅凹型、凸型 治具 ) ,但超 过压入量的阈 值时也会 矫正失败。 压入量的阈值: 生产程序的元件 高度 - 生产程序的多针引脚矫正的 封装高度 此外,如果引脚 弯曲也不执行引 脚矫正动作时 ,请确认和调…
第 1 部 基本篇 第 2 章 生产
2-197
多针引脚矫正失败时,请确认以下失败条件。
(1) 引脚宽度的值比可矫正阈值大或小
引脚宽度超出了机械控制参数指定的上下阈值限时,引脚无法进入矫正工具的插入孔,所以对元件
实施废弃处理。
请在生产程序中调整压入量。
(2) 引脚的位置偏移不在配置检查阈值内
请在生产程序中调整压入量。
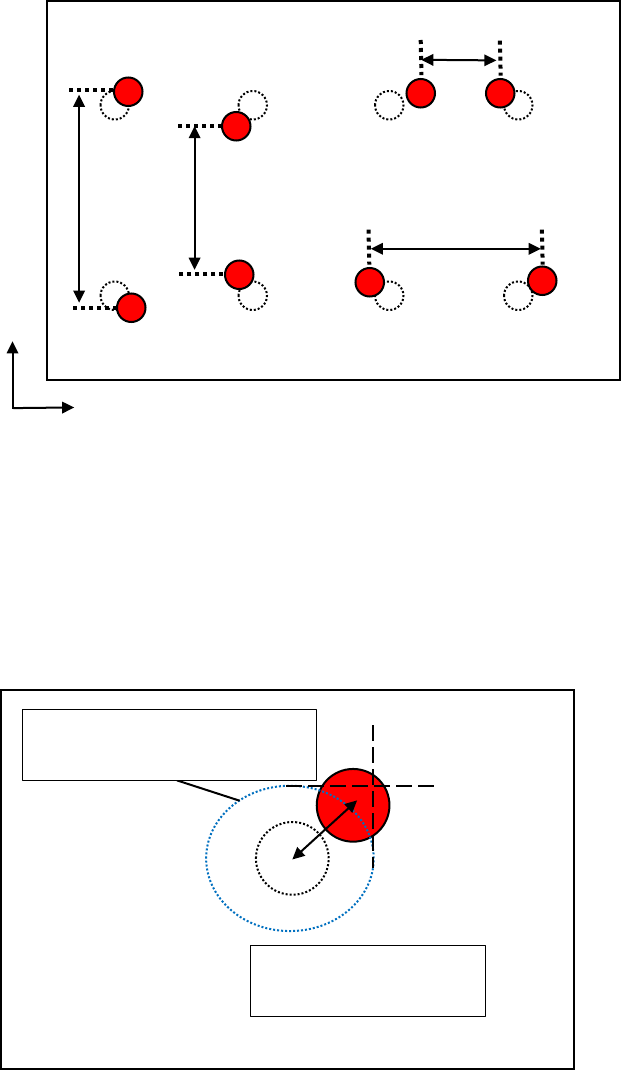
如果生产程序的图像数据在设定的引脚检查阈值(判定水平)内,XY各自的引脚偏移量都在范围内却
依然报错,此时请对生产程序的压入量进行调整。
※ 引脚检查是为了判定引脚偏移量是否在阈值XY所构成的椭圆范围内,上述情况下引脚偏移量
在椭圆范围之外。
X
Y
引脚检查阈值的椭圆范围
(
中心偏移的允许范围
)
XY
在各自的范围内,
但在椭圆范围外
第 1 部 基本篇 第 2 章 生产
2-198
(3) 矫正重试中压入量超出阈值
请在生产程序中对压入量进行调整。或者在机器设置中对矫正重试时的压入量的增加和减少量进行
调整。
在矫正重试中可以增减压入量 (仅凹型、凸型治具),但超过压入量的阈值时也会矫正失败。
压入量的阈值:生产程序的元件高度 - 生产程序的多针引脚矫正的封装高度
此外,如果引脚弯曲也不执行引脚矫正动作时,请确认和调整图像识别参数。
不执行引脚矫正有以下原因。
・ 引脚过度弯曲,造成在确定引脚位置的图像识别阶段发生错误。
・ 参数调整不充分,造成在检测引脚弯曲之前的图像识别阶段,发生无法确定引脚位置的错误。
第 1 部 基本篇 第 3 章 维护
3-1
第3章 维护
3-1 日常检查项目一览
(1) 检查
检查调整项目 处理确认方法
检查频率
每天
每周
每月
每
2
个月
每
6
个月
空气压力
确认为
0.5MPa
○
排水瓶
确认有无排水、过滤器
○
真空泵压力
确认压力
○
管道及接头
空气泄漏
○
各单元气缸
确认动作
○
空气过滤器
(Head)
是否无污垢
○
传送带
磨损、破损、松弛
○
传送滑轮
确认动作
○
气弹簧
保持前后安全护罩开放状态
○
挡片
磨损、破损
○
电缆、插头
检查确认连接状况
○
垃圾箱
清除垃圾箱的废料带
○
芯片箱
丢弃芯片
○
1 年=6,600 小时
为防止因意外启动而导致事故,请在切断电源后再进行检查。
危险
在进行机械动作绝对不要将手或头伸入到装置内部。
危险
为防止触电等重伤事故,维护时请关闭总电源。
(总电源开关是指安装在建筑物的电源开关,不是指主机上的开关。)
警告
接通电源时,确认装置处于安全状态。
同时,确认装置内部没有人在作业。
警告
供气时,必须先切断电源。
注意