QP-242E 工程师培训手册 (6.0).pdf.pdf - 第33页
FK-9F98-07 QP242E Training Text for Service Engineers 6th edition 4. Axis Zero Setting Adjustment [ 4 / 6 ] Fuji Machine Mfg. Co., Ltd. Okazaki SMT Equipment Quality Assurance Dept. Technical Support Div. Section No.2 4-…
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 4. Axis Zero Setting Adjustment [3/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-3
[4-7] Z-Axis Zero Setting Adjustment and Belt Tension Adjustment (for all Module Types)
It change the way of the adjustment for Z-axis Zero setting, because it occurs a problem that a
nozzle interferes with the lighting when Zero setting on the lighting unit for Camera type 7.
[New adjustment]
1) Remove the Single holder and the Index holder.
2) Zero setting for Z-axis. (Set “PLM* Zero Offset Z” in Proper Data to 0.)
3) Put the measured jig for Mark Camera resolution (AJPJ0062) on the conveyor, and clamp it.
4) Put the following jig for each holder type on the jig, AJPJ0062.
Index Holder Z9417BHPJ0040 (It is put a carved seal “I” on the body)
Single Holder (stroke=2mm) Z9417BHPJ0050 (It is put a carved seal “S-2” on the body)
Single Holder (stroke=3.5mm)Z9417BHPJ0060 (It is put a carved seal “S3.5” on the body)
5) Turn the servo OFF.
6) Lower Z-axis manually until the holder installing face of the head touches on top of the jig.
7) Adjust the dog so that the reduced sensor turns ON at this position. (The difference between
the position of touching to jig and the position of reduced sensor ON is +/-20 pulse.)
8) Calculate the counter from the position of reduced sensor to upper mechanical end by
moving the Z-axis.
9) Remove the timing belt, and set the counter of the motor to the value which minus 5000
pulse from calibrated value on (8).
10) Raise the Z-axis to the upward end to install the timing belt.
When installing the timing belt, adjust the belt tension at the same time.
Tolerance for belt tension : 434HZ +/- 10HZ
11) Down the Z-axis, and verify that the position of the reduce sensor ON is within –5000 +/-
170 pulse
12) Set the "PLM* Escape Position Z" in Proper data to "2000".
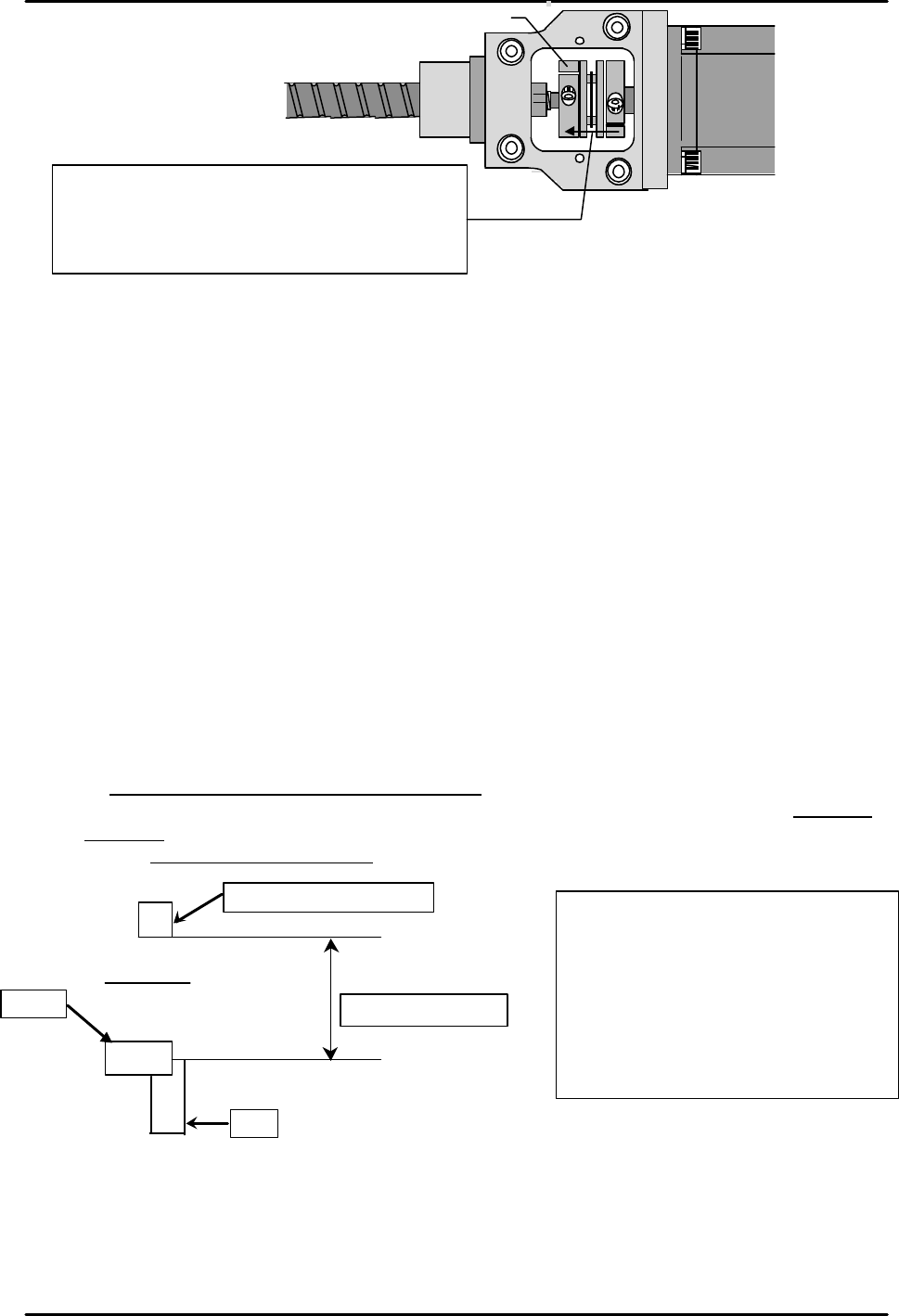
Secure the coupling so that its center is aligned with the
center between axes. (the best way to do this is to secure
the coupling with it pressed against the end of the
ballscrew). Be sure that there is no tensile or compressive
stress acting on the coupling.
Motor
Ballscrew
Y-axis coupling
The counter value for the mechanical
stopper upward end
Index Holder : about 5600 pulse
Single Holder : about 2500 pulse
Note:)
These values are just reference value.
There are difference modules by module.
Sensor
Dog
Pulse between this
Up side mechanical end
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 4. Axis Zero Setting Adjustment [4/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-4
[Old adjustment]
1) Adjust in the same manner as for the X-axis (see above), so that the distance from the zero
setting completion position to the mechanical stopper is 6000 ± 170 pulses, and so that the
deceleration sensor switches on at the – 5000 ± 100 pulse position.
Belt tension tolerance :
434HZ ± 10HZ
2) Set the "PLM Zero Offset Z" in Proper data to "2000".
3) Perform another zero setting and verify that the distance from the zero setting completion
position to the mechanical stopper is 4000 ± 170 pulses, and that the deceleration sensor
switches on at – 7000 ± 100 pulses.
[4-8] Q-Axis Zero Setting Adjustment (Same Procedure for all Module Types)
1) Loosen the hollow bolt beside the Q-axis deceleration sensor and adjust the sensor height so
that there is a 0.2 to 0.3mm gap between the sensor and the gear. After making this
adjustment, slowly turn the gear 1 complete revolution to verify that the sensor activates only
at the dog hole position.
2) After the zero setting is completed, turn the gear back until the dog is past the sensor.
Slowly turn the gear in the zero setting direction, stopping at the point where the sensor
switches on (sensor LED changes from green to red). Use the [STROKE] è [NEXT AXIS]
commands to select the Q-axis. If the Q-axis counter reading is in the 4500 to 6000 pulse
range, the adjustment is complete.
* If the counter reading is not within this range, make an alignment mark on the gear (scissors
gear), then turn the motor back to the 4500 to 6000 pulse range and disengage the motor from
the gear. Re-engage the motor at the position where the sensor amplifier's red lamp goes off.
After re-engaging the motor, verify that the scissors gear engagement position is deviated by
the amount of one gear tooth (this is done by looking at the aligning holes from below the
gear).
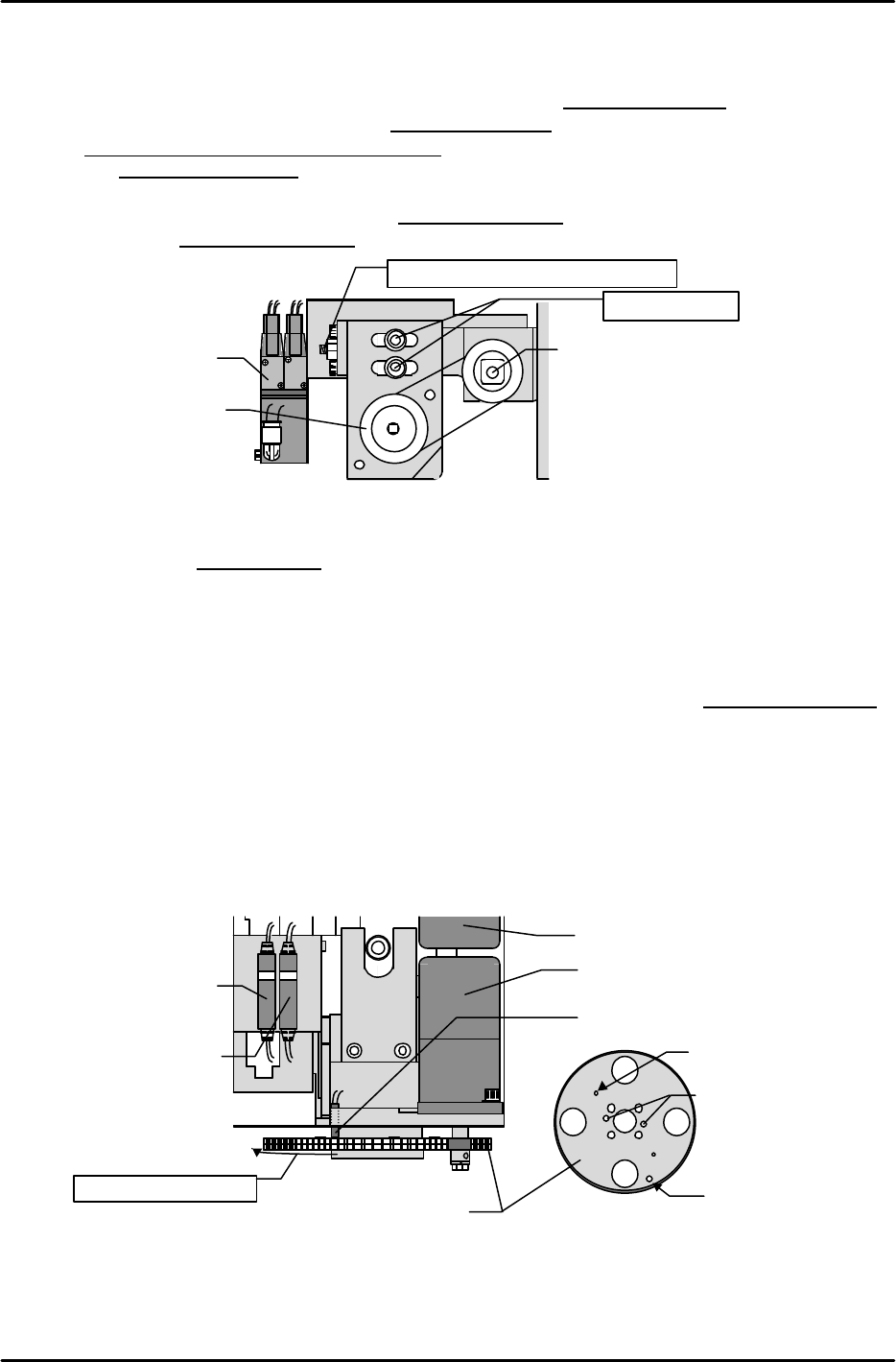
Q axis motor
Q-axis deceleration sensor
Pressure sensor amplifier
Z-axis deceleration
sensor amplifier
Q scissors gear
Z axis motor
Q-deceleration dog
Holder Installing hole
Aligning holes
Zero setting direction
Belt tension adjusting bolt
Z-axis Ball screw
Z-axis motor pulley
Installing bolt
Solenoid valve
FK-9F98-07 QP242E Training Text for Service Engineers
6th edition 4. Axis Zero Setting Adjustment [5/6]
Fuji Machine Mfg. Co., Ltd. Okazaki
SMT Equipment Quality Assurance Dept.
Technical Support Div. Section No.2
4-5
[4-9] Proper Data Zero Offset Q-Measurement
1) Verify that the "Center_Offset_X,Y", "Final_Offset_X,Y,Q", and "Zero_Offset_Q" Proper data
items are set to "0" at all modules. At systems with MTUs, also verify that
"Zero_Offset_TY,TZ" is set to "0".
2) Following the Q-axis zero setting adjustment, perform another Q-axis zero setting.
3) Following the zero setting operation, lower the Z-axis to a position where interference will not
occur when the jig (described at the following step) is mounted.
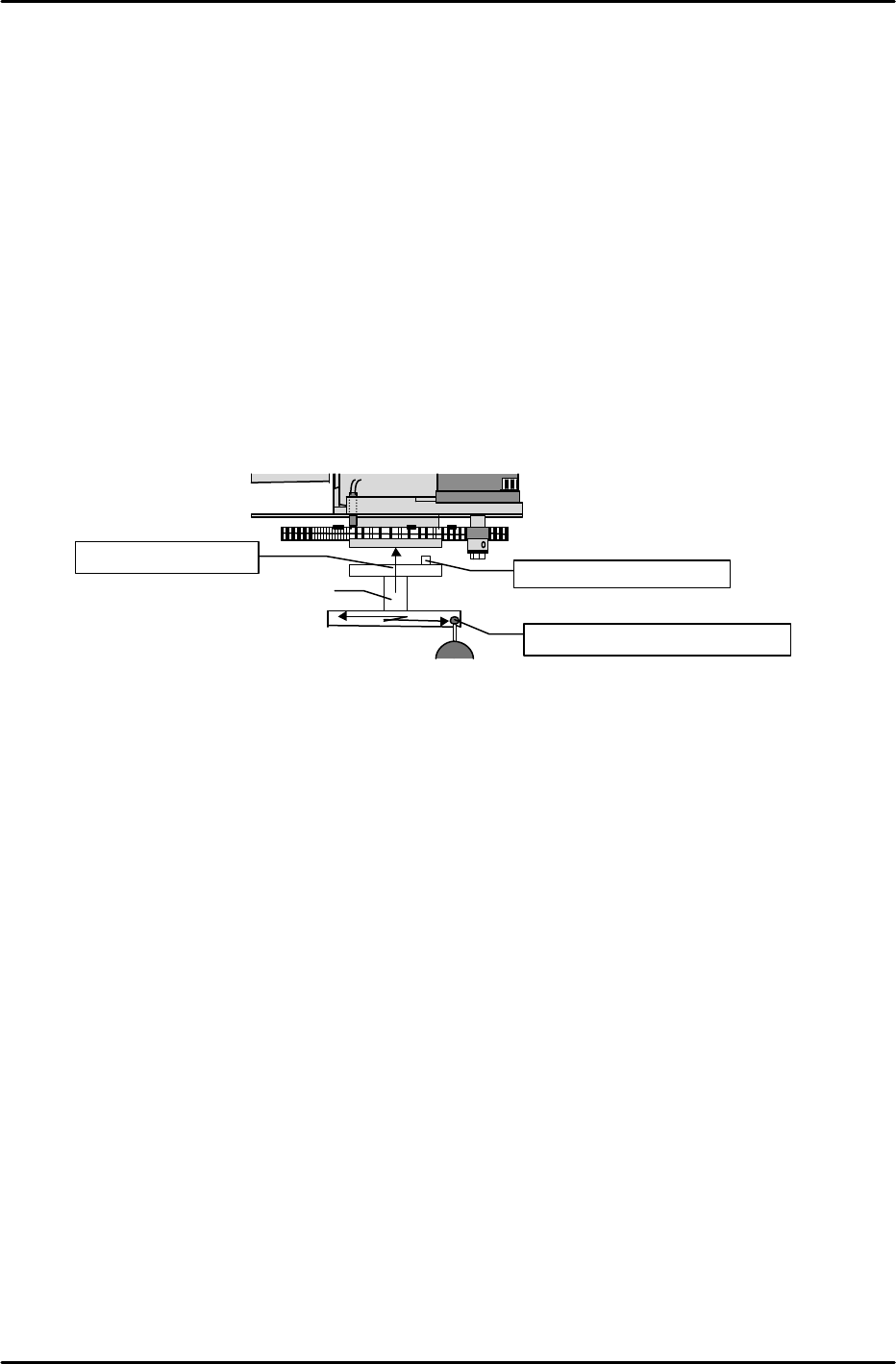
4) Mount a Q-axis zero measurement jig at the holder mounting position (bottom of gear). The
jig's mounting orientation is indicated on the top face of the jig. The jig can only be mounted
on the gear when oriented in this direction.
5) Turn the Q-axis in the zero setting direction until the jig's measuring face is parallel to the
X-axis.
6) Set a dial gauge against the jig's measuring face and turn the Q-axis until a reading of "0" is
obtained at both ends.
7) The servo counter reading at the point where the dial gauge reading is "0" is the Q-axis zero
offset.
8) Enter the PLM1 to PLM6 "Zero Offset Q" values to the F4G, then transmit this data to the
machine.
[4-10 ] Other Module Adjustments
* [Select other modules to be adjusted by using the following command sequence: [MODULE
FIX]è[Number of module to be adjusted]è [CR] Perform zero setting adjustments for all axes.
Note pin orientation
Secured by 2 bolts
Dial gauge reading of "0"
Jig