IPC-CM-770D-1996.pdf - 第128页
IPC-CM-770 Januaty 1996 D, Defines the tape width or format (i. e. 35mm, or 48mm or 70mm) J I OZ i Pin #1 IID Area NOTES: 1 All dimensions and tolerances conform to ANSI Y14.5-1982 2 Datums A-B and D are to be determined…
January
1996
IPC-CM-770
...........................................................................
.........
”...
....
”.%.”%
....-.-..-
.
.”
t
IPC-I-
I
L
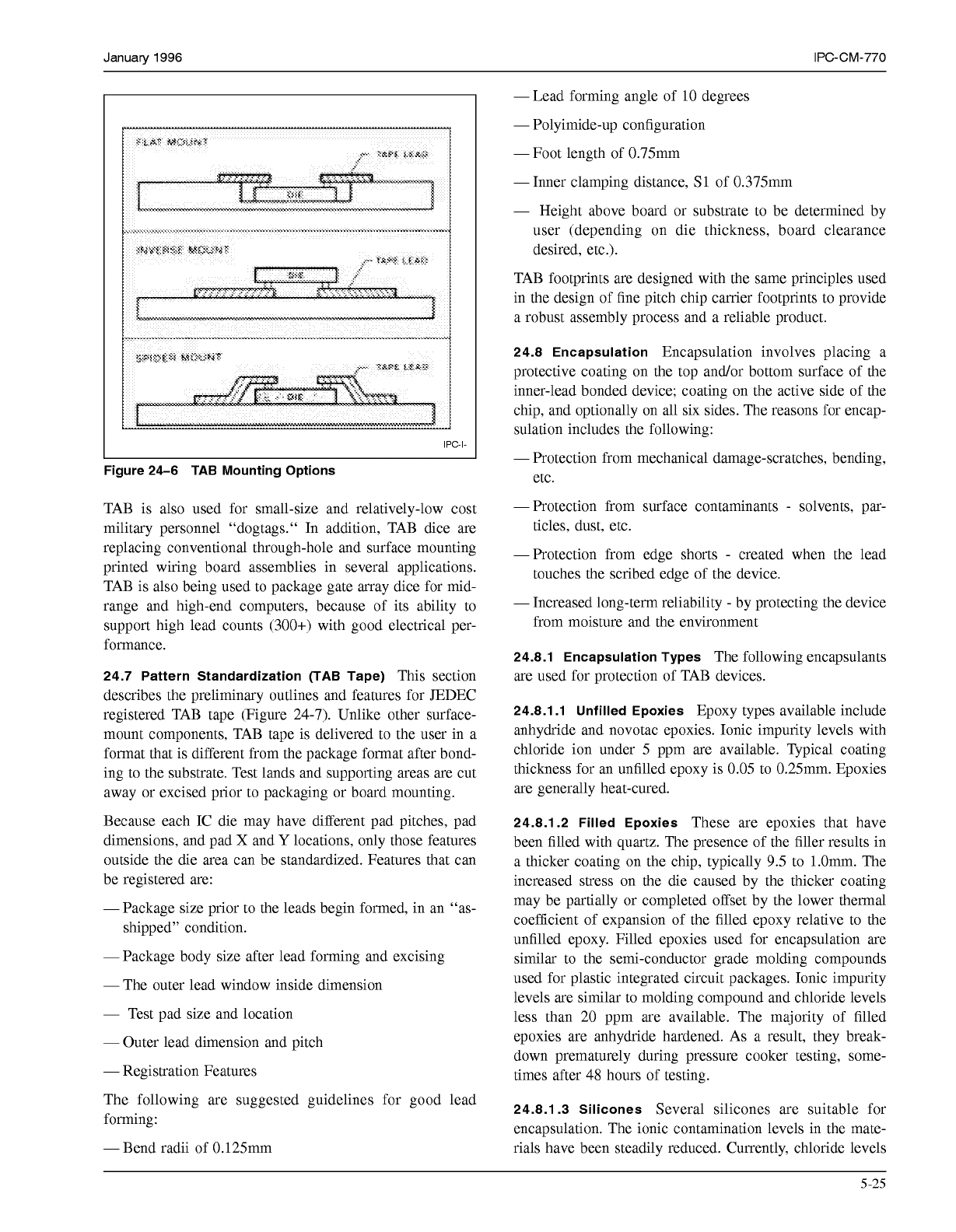
Figure 24-6 TAB Mounting Options
TAB is also used for small-size and relatively-low cost
military personnel “dogtags.“ In addition, TAB dice are
replacing conventional through-hole and surface mounting
printed wiring board assemblies in several applications.
TAB is also being used to package gate array dice for mid-
range and high-end computers, because of its ability to
support high lead counts (300+) with good electrical per-
formance.
24.7 Pattern Standardization (TAB Tape)
This section
describes the preliminary outlines and features for JEDEC
registered TAB tape (Figure 24-7). Unlike other surface-
mount components, TAB tape is delivered to the user in a
format that is different from the package format after bond-
ing to the substrate. Test lands and supporting areas are cut
away or excised prior to packaging or board mounting.
Because each IC die may have different pad pitches, pad
dimensions, and pad
X
and
Y
locations, only those features
outside the die area can be standardized. Features that can
be registered are:
-
Package size prior to the leads begin formed, in an “as-
shipped” condition.
-
Package body size after lead forming and excising
-
The outer lead window inside dimension
-
Test pad size and location
-
Outer lead dimension and pitch
-
Registration Features
The following are suggested guidelines for good lead
forming:
-Bend radii of 0.125mm
-
Lead forming angle of
10
degrees
-
Polyimide-up configuration
-
Foot length of 0.75mm
-
Inner clamping distance,
S
1
of 0.375mm
-
Height above board or substrate to be determined by
user (depending on die thickness, board clearance
desired, etc.).
TAB footprints are designed with the same principles used
in the design of fine pitch chip carrier footprints to provide
a robust assembly process and a reliable product.
24.8 Encapsulation
Encapsulation involves placing a
protective coating on the top and/or bottom surface of the
inner-lead bonded device; coating on the active side of the
chip, and optionally on all six sides. The reasons for encap-
sulation includes the following:
-
Protection from mechanical damage-scratches, bending,
etc.
-Protection from surface contaminants
-
solvents, par-
ticles, dust, etc.
-Protection from edge shorts
-
created when the lead
touches the scribed edge of the device.
-
Increased long-term reliability
-
by protecting the device
from moisture and the environment
24.8.1 Encapsulation Types
The following encapsulants
are used for protection of TAB devices.
24.8.1.1 Unfilled Epoxies
Epoxy types available include
anhydride and novotac epoxies. Ionic impurity levels with
chloride ion under
5
ppm are available. Typical coating
thickness for an unfilled epoxy is
0.05
to 0.25mm. Epoxies
are generally heat-cured.
24.8.1.2 Filled Epoxies
These are epoxies that have
been filled with quartz. The presence of the filler results in
a thicker coating on the chip, typically
9.5
to l.Omm. The
increased stress on the die caused by the thicker coating
may be partially or completed offset by the lower thermal
coefficient of expansion of the filled epoxy relative to the
unfilled epoxy. Filled epoxies used for encapsulation are
similar to the semi-conductor grade molding compounds
used for plastic integrated circuit packages. Ionic impurity
levels are similar to molding compound and chloride levels
less than 20 ppm are available. The majority of filled
epoxies are anhydride hardened. As a result, they break-
down prematurely during pressure cooker testing, some-
times after 48 hours of testing.
24.8.1.3 Silicones
Several silicones are suitable for
encapsulation. The ionic contamination levels in the mate-
rials have been steadily reduced. Currently, chloride levels
5-25
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
D,
Defines
the
tape
width
or
format
(i.
e.
35mm,
or
48mm
or
70mm)
J
I
OZ
i
Pin
#1
IID
Area
NOTES:
1
All dimensions and tolerances conform
to
ANSI
Y14.5-1982
2
Datums A-B and
D
are
to
be determined where the center leads exlt the
body
3.
Contrdlmg dimensions are in inches.
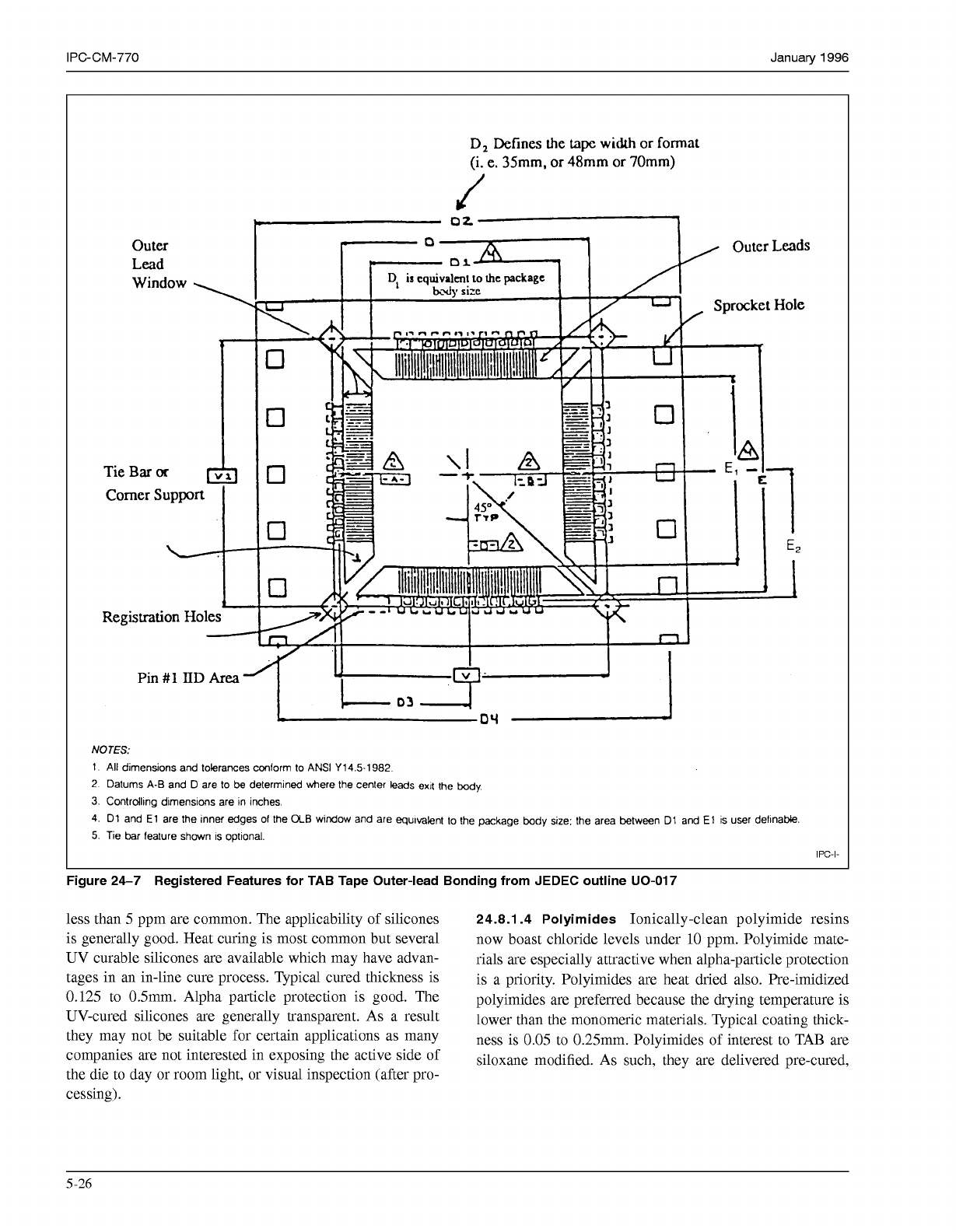
4. D1
and
El
are the inner edges
of
the OLB
window
and are equlvaknt
to
the package
body
size: the area between
Dl
and
El
is user delInable.
5.
Tie
bar
feature shown
IS
opttonal.
IPC-I-
Figure
24-7
Registered Features for TAB Tape Outer-lead Bonding from
JEDEC
outline
UO-O17
less than
5
ppm are common. The applicability of silicones
is generally good. Heat curing is most common but several
UV curable silicones are available which may have advan-
tages in an in-line cure process. Typical cured thickness is
0.125 to 0.5mm. Alpha particle protection is good. The
UV-cured silicones are generally transparent. As a result
they may not be suitable for certain applications as many
companies are not interested in exposing the active side
of
the die to day or room light, or visual inspection (after pro-
cessing).
24.8.1.4 Polyimides
Ionically-clean polyimide resins
now boast chloride levels under
10
ppm. Polyimide mate-
rials are especially attractive when alpha-particle protection
is a priority. Polyimides are heat dried also. Pre-imidized
polyimides are preferred because the drying temperature is
lower than the monomeric materials. Typical coating thick-
ness is
0.05
to 0.25mm. Polyimides of interest to TAB are
siloxane modified. As such, they are delivered pre-cured,
5-26
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
and can be stored at room temperature for up to two years.
After encapsulation, the materials are dried to drive off the
solvent vehicle.
25.0 INTERMIXED TECHNOLOGY
Sections 21, 22, 23 and 24 cover the principles of compo-
nent mounting -where components are mounted through-
the-board and components are surface mounted. Intermix-
ing of the techniques on the same electronic assembly adds
an additional dimension to the aspects of component
mounting. Although the techniques used for through-hole
and surface mounting in intermixed assemblies are similar
to the approach used in “all the same type of mounting”
assemblies, there are many additional concerns facing the
assembler of printed boards who uses both technologies in
the same assembly.
25.1 General Considerations
Because of the dual or
multistep component mounting operation, the designer of
intermixed assemblies must take into account all of the
fabrication and assembly steps necessary to complete the
electronic assembly. These concerns that take place during
the design cycle include:
A. Component Types
B.
The Assembly Processes Used
Single-sided assembly
Double-side assembly
Component securing
C. Joining Techniques
Single-sided joining techniques
Double-sided joining techniques
Care required for heat-sensitive components
Handling of unsealed components
D. Sequence of Events
The last item on the list shown above is usually never con-
sidered during the design cycle; however, in intermixed
assemblies, if the sequencing of component mounting is
not taken into account, components will interfere with one
another or will be removed during a second mounting step.
25.1.1 LeadlLand Relationships
Hole and land require-
ments for intermixed assembly are identical to those
requirements already stipulated in through-the-board and
surface mounted land pattern configurations.
No
special
requirements are necessary and implementation of the
proper land pattern into the design will provide the appro-
priate solder joint after placement.
25.1.2 Component Preparation
All lead extension and
forming requirements on parts to be mounted on printed
board structures are identical to the techniques described
for through-the-board and surface mount component
mounting and positioning.
One major difference to be acknowledged is that some
individuals have chosen to reduce the number of compo-
nent mounting and attachment sequences by taking compo-
nents designed for through- the-board mounting and con-
verting them to surface mount parts; or parts that are
designed for surface mounting are converted to through-
the-board mounted parts.
Figure 25-1 shows the concept of taking a standard flat-
pack which is usually surface mounted and forming the
leads,
so
that the parts may be mounted through-the-board.
This would be a practice used when there are only several
flatpacks on an otherwise all through-mounted board
assembly.
Sockets are also used quite often as a technique for taking
components that are surface mounted and converting them
over to through-the-board mounted parts.
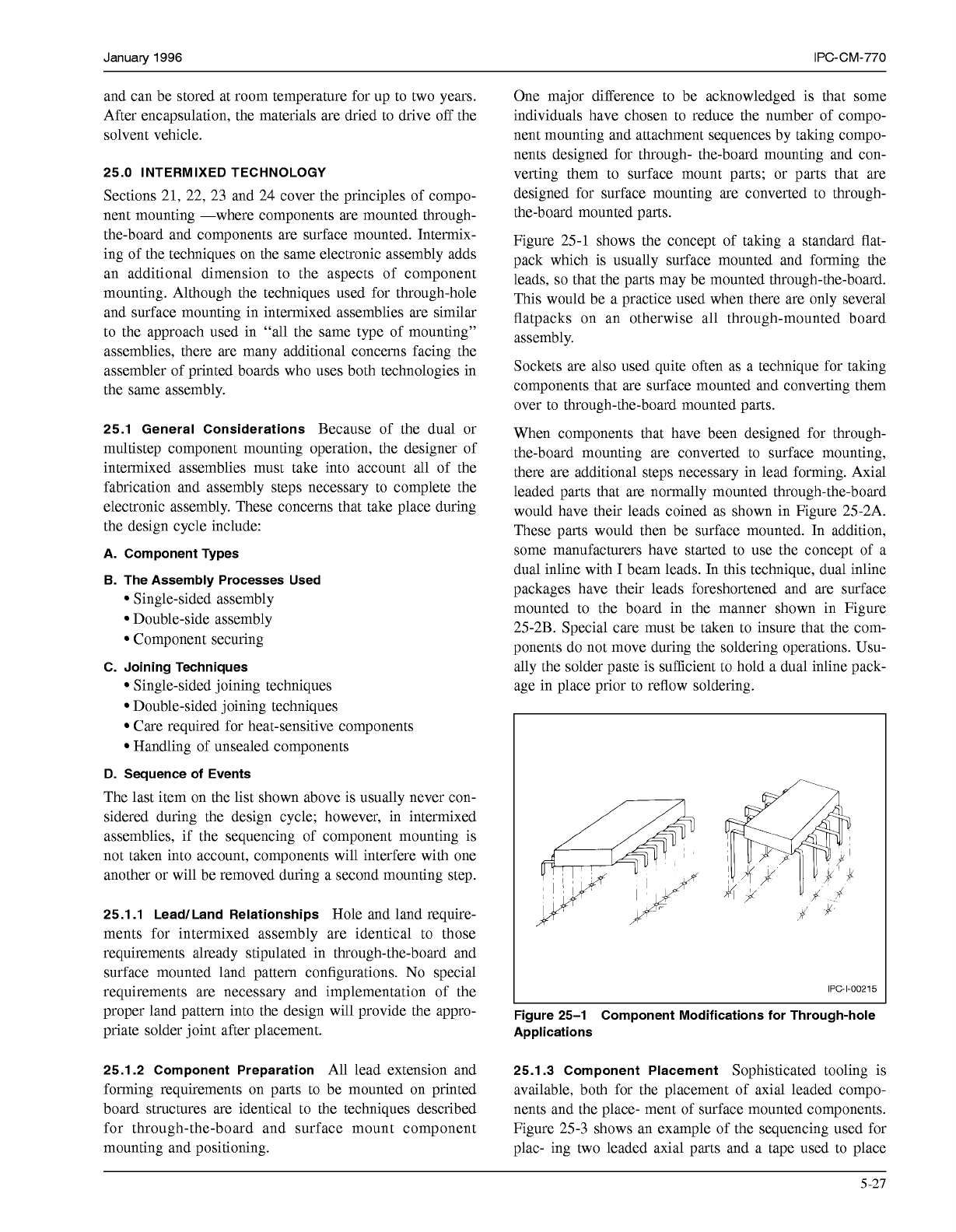
When components that have been designed for through-
the-board mounting are converted to surface mounting,
there are additional steps necessary in lead forming. Axial
leaded parts that are normally mounted through-the-board
would have their leads coined as shown in Figure 25-2A.
These parts would then be surface mounted. In addition,
some manufacturers have started to use the concept of a
dual inline with
I
beam leads. In this technique, dual inline
packages have their leads foreshortened and are surface
mounted to the board in the manner shown in Figure
25-2B. Special care must be taken to insure that the com-
ponents do not move during the soldering operations. Usu-
ally the solder paste is sufficient to hold a dual inline pack-
age in place prior to reflow soldering.
I
IPC-I-O0215
Figure 25-1 Component Modifications for Through-hole
Applications
25.1.3 Component Placement
Sophisticated tooling is
available, both for the placement of axial leaded compo-
nents and the place- ment of surface mounted components.
Figure 25-3 shows an example of the sequencing used for
plac- ing two leaded axial parts and a tape used to place
5-27
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services