IPC-CM-770D-1996.pdf - 第164页
IPC-CM-770 Januaty 1996 molten and if the component can be removed without damage to the component, lands, conductor patterns or plated-through holes. Adhesive bonding of the component to the printed board structure’s su…
January
1996
IPC-CM-770
solder joint. The mass of the solder joint and the cooling
sink characteristics of the base material, coupled with inter-
nally connected thermally conductive loads, can signifi-
cantly affect the amount of heat required to remelt the sol-
der joint. Each solder joint can have a different thermal
mass due to the size of the lands, size/location/number of
interconnection conductor patterns, number of layers, com-
ponent lead configuration (leaded or leadless), power,
ground planes, etc. Based on industry experience, the sol-
der should be removed from a solder joint or most compo-
nent should be removed from the printed board assembly in
less than
3-5
seconds.
The thermal coupling between the heat source and the sol-
der joint depends on the surface conditions of the area of
contact between the heat source and the solder joint. Any
conformal coatings (or residues) or surface contaminants
(oxidized surfaces, old flux residues, dust, dirt, etc.) can bar
the flow of heat from the heat source to the solder joint.
Thermal coupling between the heat source and the solder
joint can be optimized by cleaning the solder joint surfaces
by a light abrasive brushing (oxide removal), applying a
thin coating of a liquid flux, then clean the heat source, and
perform the solder component removal operation.
A thermal link between the heat source and the solder
joint(s) can significantly increase the transfer of heat to the
solder joint(s). The effective variations in solder joint ther-
mal mass can be significantly reduced by having good ther-
mal linkage between the solder joint(s) and an adequate
heat source. A sufficient solder fillet on the solder joints
(normally termed excess solder) combined with tinning the
heat source with fresh solder just prior to solder or compo-
nent removal will improve heat transfer by optimizing the
thermal linkage between the solder joint(s) and the heat
source. Frequently it is desirable to add solder to the solder
joints prior to solder or component removal in order to
maximize thermal linkage.
30.6.3 Through-Hole Mounted Components
There are
two primary methodologies for removing through-hole
mounted components from printed board assemblies, each
of which has its own advantages and limitations.
30.6.3.1 Solder Removal
This methodology is based on
the ability to remove all of the solder from each solder joint
and simultaneously prevent the component lead and plated
through-hole wall (or land) from forming a sweat solder
joint while the residual surface solder is in the molten state.
After all the solder is removed from all solder joints and all
the component leads are free in the through-holes, then the
component can be readily removed from the printed board
assembly. Next the area is generally cleaned of residual
contamination then the replacement component is inserted
and soldered into place.
Note: This solder removal methodology has a built-in capa-
bility to alert the operator and prevent damage to the
printed board assembly during component removal. When
all the solder has been removed from all of the solder joints
and all of the component leads are “free” in the holes, if
the component cannot freely be removed from the printed
board assembly, then the repair person should check to
make sure that the component is not adhesive bonded to
the surface of the printed board structure.
Comment: The preferred solder removal method is for the
operator to remove the solder from each solder joint, one
at a time. This method has several advantages:
It allows a skilled and trained operator to compensate the
solder removal procedure for variations in thermal mass
and thermal lineages for each solder joint.
It allows the operator to skip around, removing solder on
non-adjacent solder joints, thereby reducing thermal
build-up in the printed board structure.
It allows the operator to use auxiliary heat sources or
combined solder removal methods to optimize the solder
removal process.
It allows the operator to stop the solder removal in mid
process if solder removal is not being removed as
planned.
30.6.3.2 Component Removal
The component removal
methodology relies on the ability to simultaneously melt all
the solder joints and then remove (pull) the component out
of the printed board assembly’s component mounting
holes. After the component has been removed from the
printed board structure there are several different subse-
quent processes depending on the capabilities of the com-
ponent removal equipment being used to remove the com-
ponent.
With some equipment, the replacement component is
immediately inserted into the printed board structure while
the solder in the holes is still molten. The heat source is
removed from the printed board structure and the solder
joints are allowed to cool.
With other equipment, the solder is removed from the holes
while the solder is still molten and with other equipment,
the solder is allowed to cool and is subsequently removed
at a later time prior to inserting the replacement
component.
Comment: Several factors need to be determined prior to
using through-hole component removal methods. The
printed board structure can be significantly damaged if the
through-hole component removal process limitations are
not defined and the process is not under control.
The major concern for through-hole component removal
methods is the variation of solder thermal mass and ther-
mal linkage.
Another major concern is the ability of the operator or the
equipment to determine when all of the solder joints are
6-21
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
IPC-CM-770
Januaty
1996
molten and if the component can be removed without
damage to the component, lands, conductor patterns or
plated-through holes.
Adhesive bonding of the component to the printed board
structure’s surface, can significantly increase the risk of
damaging the printed board structure using component
removal methods.
After the component has been removed the replacement
component can be inserted while the solder joints are still
molten, or the remaining solder must be removed from
the component mounting holes by a second operation.
With some equipment, the printed board structure is
maintained at soldering temperature for a longer period of
time in order to remove the solder from the holes using
an auxiliary part of the component removal equipment.
With other equipment, the printed board structure is
allowed to cool and the solder is removed using a sepa-
rate process.
The replacement component is then placed in position
and soldered in place.
Pin grid array component removal presents serious prob-
lems. This is due to the cooling sink action of the compo-
nent itself, the number of component leads, and the possi-
bility of blind hole solder joints. Pin grid arrays can be
removed, with various degrees of success, from printed
board assemblies using solder extraction with vacuum fol-
lowed by pressure component removal methods.
30.6.4 Surface Mounted Devices
A controlled process
for the Removal and Replacement (R&R) of surface
mounted devices (i.e., leadless, short leaded and long
leaded) is essential in repairing modern day electronic
assemblies. The process should allow for the R&R of an
individual component within the defined thermal, mechani-
cal and electrical requirements to assure sustaining the
quality of the original assembly.
A controlled surface mount removal and replacement pro-
cess requirements include:
Controlled application of heat to melt solder joints of the
SMD in question without causing the overheat of the base
material, or of any component, or the remelt of any adja-
cent solder joints.
Controlled lift
off
of the component after sensing solder
melt and to prevent delamination of the lands from the
printed board structure.
Preparation of the printed board lands and pre-tinning of
the SMD prior to replacement soldering.
Controlled positioning of the component on the P&I
structure land pattern.
Reflow soldering of the SMD solder joints with the con-
trolled heating.
30.6.4.1 Heating Methods
There are various methods
and devices available for removing and/or replacing
surface-mounted components. However, many of them
have specific limitations and must be used with appropriate
caution. Some of the heating methods that have been uti-
lized, attempted or proposed include Hot Air (or gas),
Vapor Phase, Infra-Red (IR), Hot Gripper, Hot Plate, Ther-
mal Tweezers, and a few other heat transfer methods.
While each of these methods can be made to work under
certain conditions, other equipment or methods may be
more suitable for the R&R task at hand. The following is a
description of some of the component removal and/or
replace methods and some of the cautions or other consid-
erations for each of the selected methods:
A. Combined Removal
&
Replacement
Surface mount
R&R systems should have a controlled process of concen-
trated selective heating, controlled lift
off,
and accurate
positioning.
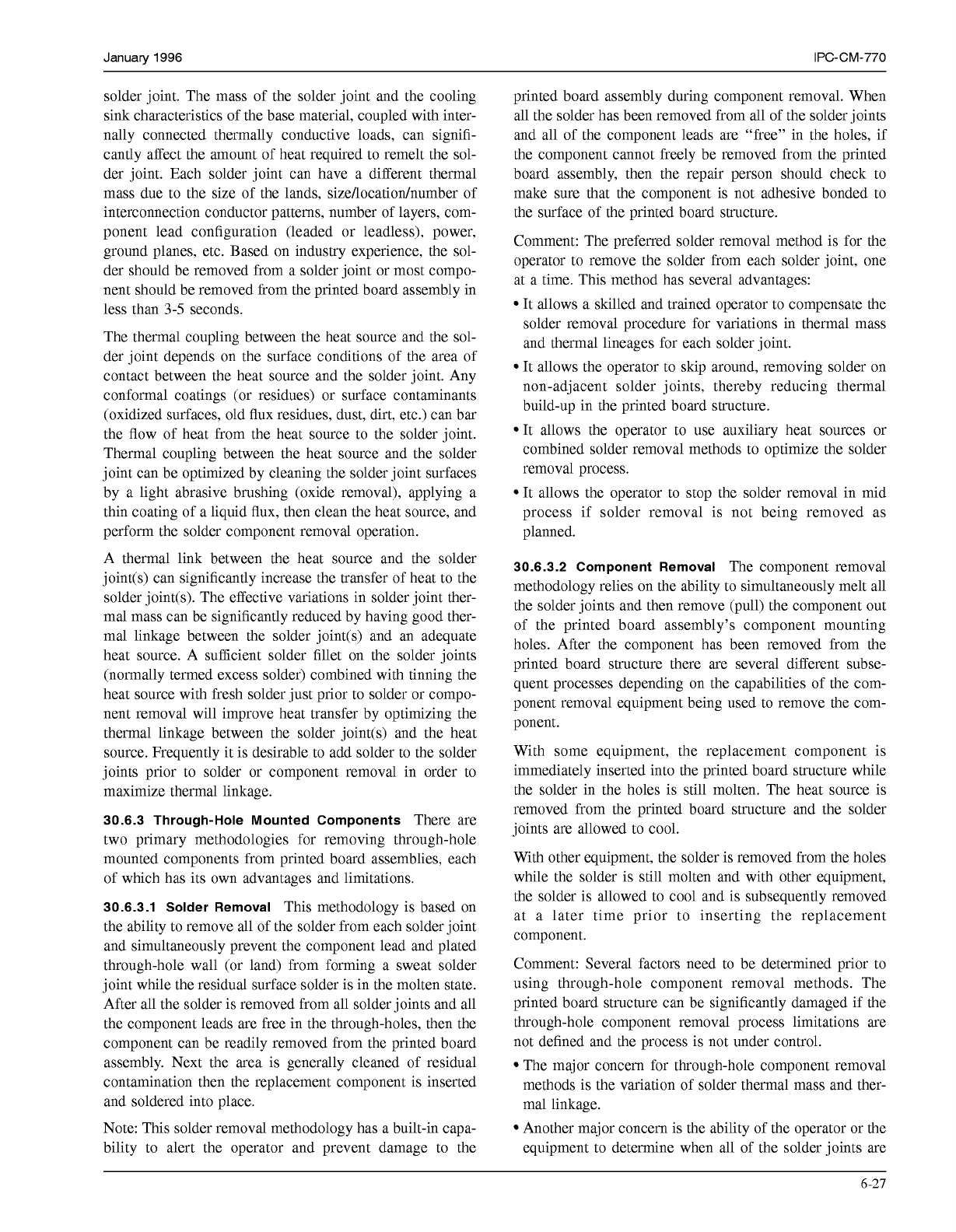
Equipment has been developed that meets these general
requirements and provides various degrees of control,
capability and sophistication for the R&R of these compo-
nents (see Figure
30-2
and
30-3).
Commercially available
surface-mount R&R equipment provides varying degrees
of control of the flow of the hot aidgas around the compo-
nent to be removed and replaced, and to minimize (elimi-
nate) the application of heat to other components in the
local area.
Figure 30-2
R&R
System Having a Very High Degree of
Airlgas Flow Control
B.
Component Removal.
1.
Hot Air
-
Heat guns with controlled heating, air flow
and shaped orifices are applied to one or both sides of
6-28
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
January
1996
IPC-CM-770
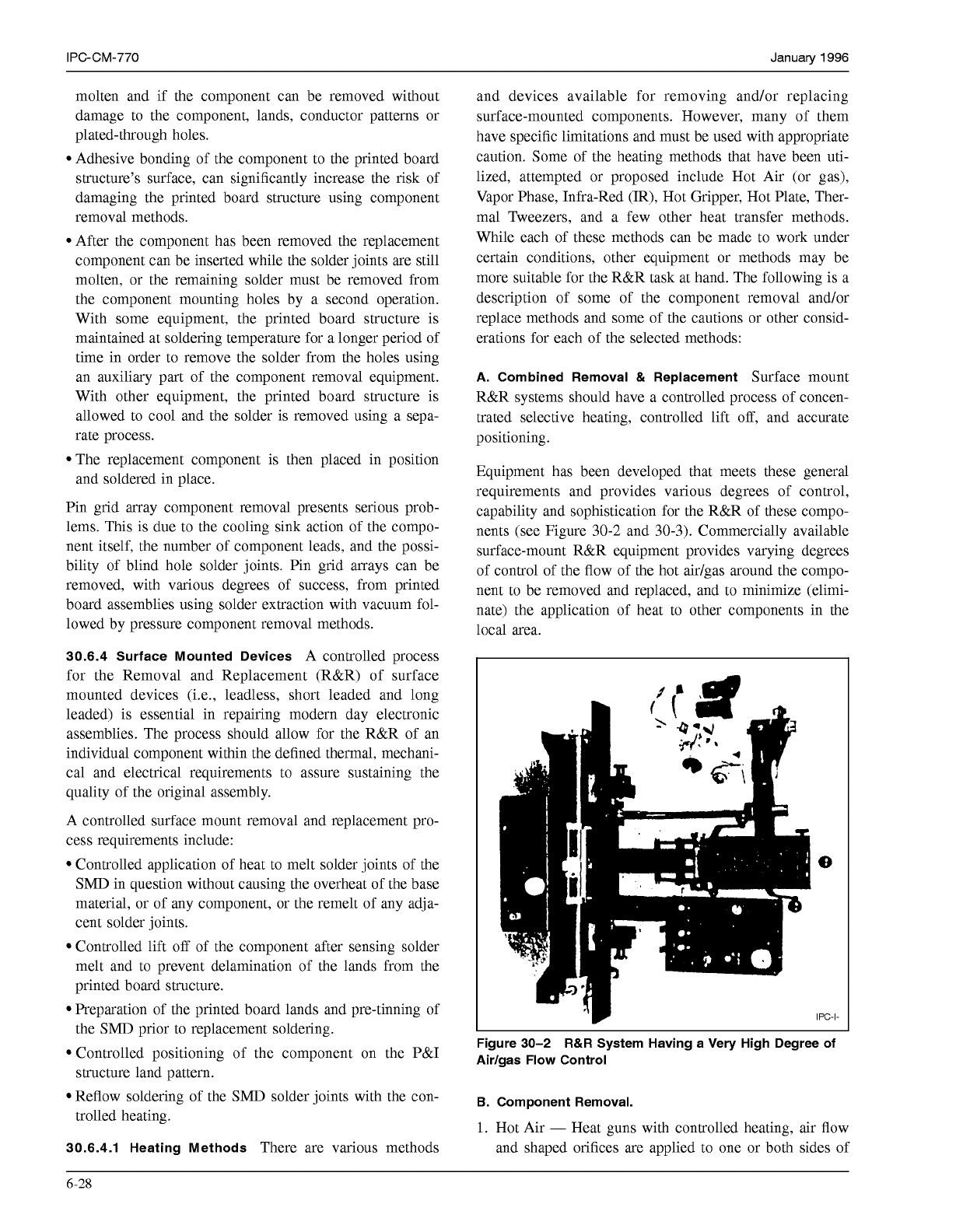
'igure
30-3
Commercially Available Surface Mount
Component
R&R
System
the printed board structure to melt the solder joints, fol-
lowed by manual lift
off
of the component after the sol-
der has melted. Heat guns with a simple fixture mount-
ing (see Figure 30-4 and 30-5) were first used for the
removal of surface-mount components. Later, commer-
cial systems (see Figure 30-6) provide much the same
function but with better air flow controlled by nozzles,
and better control of the printed board structure assem-
bly with board positioning holders.
CAUTION: The hot air is not highly concentrated nor
selectively applied and can cause undesirable overheat-
ing of the components conductive patterns. The printed
board substrate itself can be readily damaged since con-
trol of manual lift
off
depends on human judgment and
sensitivity.
2.
Hot Air Jet
-
Heat is transferred from a hot gas pencil
or a solder extractor by reversing the flow of air through
the tool to locally heat and desolder individual leaded
lap solder joints on components. Caution must be exer-
cised to insure that all residual solder has been removed
from the solder extractor (see Figure 30-7).
3. Lap Reflow Desoldering
-
A lap reflow soldering tool
can locally melt the solder in individual short leaded lap
solder joints (see Figure 30-8).
4. Thermal TweezerdHot Gripper
-
Heat is transferred
from the formed solder joints along the perimeter of the
leadless and short-leaded device. The operator grips the
component to be removed with the hot gripper tool by
hand force, then after the operator senses the solder
joints are molten the hot gripper tool is used to lift
off
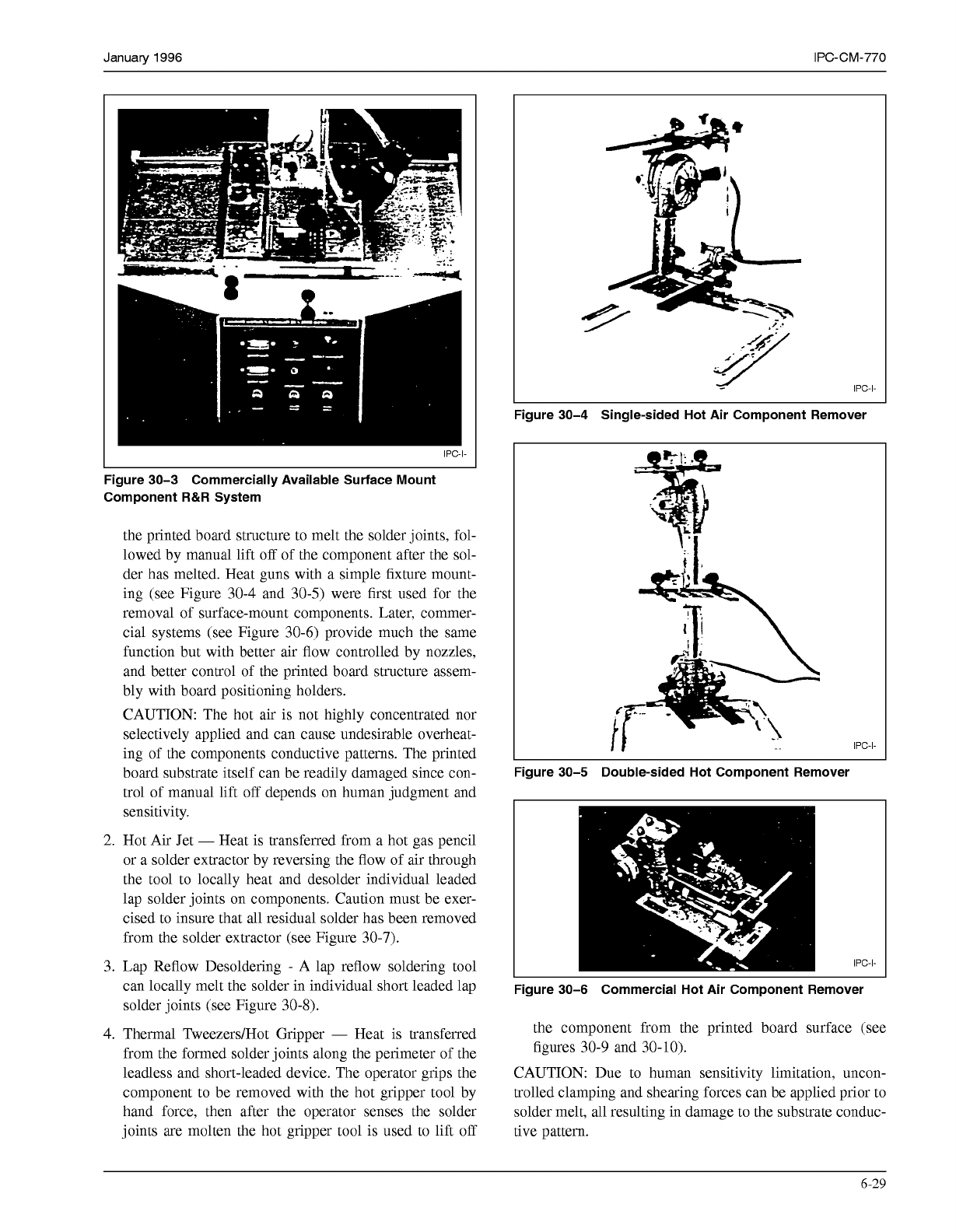
Figure
30-4
Single-sided Hot Air Component Remover
IPC-I-
Figure
30-5
Double-sided Hot Component Remover
IPC-I-
Figure
30-6
Commercial Hot Air Component Remover
the component from the printed board surface (see
figures 30-9 and 30-10).
CAUTION: Due to human sensitivity limitation, uncon-
trolled clamping and shearing forces can be applied prior to
solder melt, all resulting in damage to the substrate conduc-
tive pattern.
6-29
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services
COPYRIGHT Association Connecting Electronics Industries
Licensed by Information Handling Services