00193603-02.pdf - 第94页
3 技术数据 用户手册 SIPLAC E HF 3.3 贴片头 软件版本 SR.504.xx 2003 年 7 月中文版 94 (3) 带有 12 个段位器光栅盘的星形轴, DR 轴 (4) 吹气压力阀 (5) 消声 器 3 图 3.3 - 3 12 段位器收集贴片头 - 功能组二 3 (1) 中间分布器印制电路板 (在盖子下面) (2) 星形 轴 -DR 马达 (3) Z 轴马达 (4) 阀调整驱动装置 (5) 24 x 24 元件视…
用户手册 SIPLACE HF 3 技术数据
软件版本 SR.504.xx 2003 年 7 月中文版 3.3 贴片头
93
要自行更换贴片头,还可以使用重新配置套件,它包括了必需的装配部件、电缆等,当然还有贴
片头。
如果您更换了贴片头,您就必须修改贴片机和 SIPLACEPro 软件,并重新校准整个系统。根据我
们的经验,这项工作应由训练有素的技术人员来完成,时间为 8 小时左右。
贴片头模块化 (只需更换贴片头,即可根据生产要求,调整贴片机)使您可以很轻松地根据生产
需求调整贴片机,而无需重新购置贴片机。
3.3.2 用于高速贴片的 12 段位器收集贴片头
3
图
3.3 - 2 12
段位器收集贴片头
-
功能组一
3
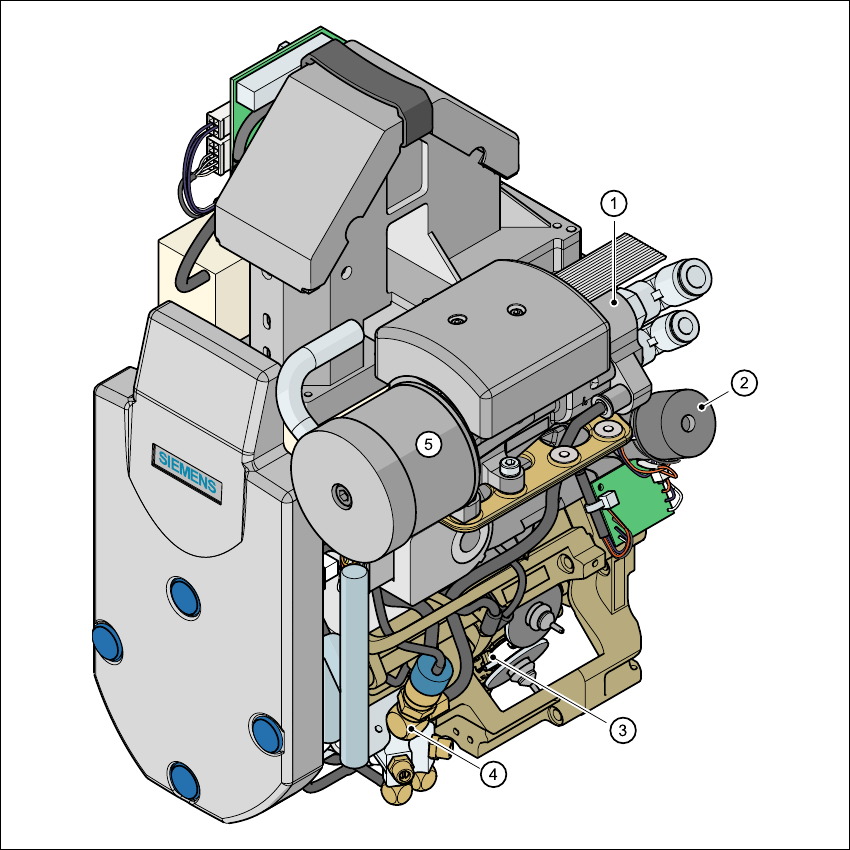
(1) 真空发生器
(2) DP 马达, DP 轴
3 技术数据 用户手册 SIPLACE HF
3.3 贴片头 软件版本 SR.504.xx 2003 年 7 月中文版
94
(3) 带有 12 个段位器光栅盘的星形轴, DR 轴
(4) 吹气压力阀
(5) 消声器
3
图
3.3 - 3 12
段位器收集贴片头
-
功能组二
3
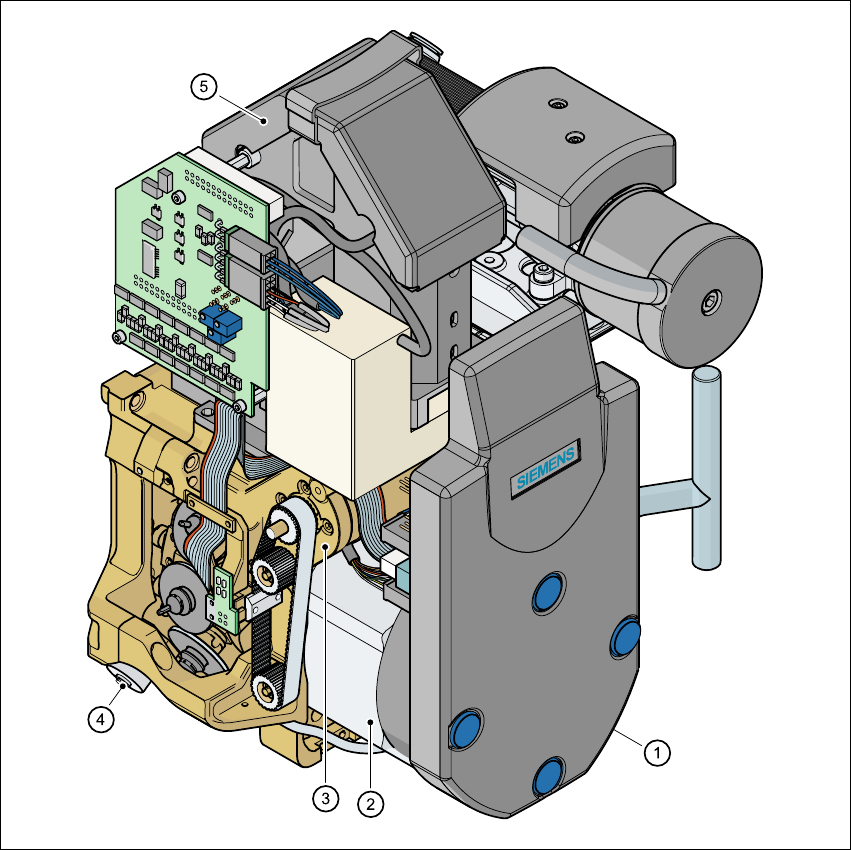
(1) 中间分布器印制电路板 (在盖子下面)
(2) 星形轴 -DR 马达
(3) Z 轴马达
(4) 阀调整驱动装置
(5) 24 x 24 元件视像照相机
用户手册 SIPLACE HF 3 技术数据
软件版本 SR.504.xx 2003 年 7 月中文版 3.3 贴片头
95
3.3.2.1 说明
12 段位器收集贴片头遵循收集贴片原理。也就是说,在每一个贴片循环中, 12 个元件由贴片头
拾取后,根据贴片位置进行光学对中,然后旋转至所需的贴片角度。通过吹气将这些元件轻柔而
准确地放在 PCB 上。 SIPLACE 收集贴片头上的 12 个吸嘴 围绕水平轴旋转,而不像一般的芯片
贴片枪。这不仅能节省空间:直径越小,离心力越小,这与一般的芯片贴片枪不同。还极大地减
少了在传送过程中,元件滑落的危险。
另一个优点是:收集贴片头的循环时间与所有的元件都相同,换句话说,贴片速率不取决于元件
的大小。
检查和自学功能 3
收集 贴片头的可靠性通过各类检查和自学功能进一步提高。
- 例如,吸嘴真空检查可以显示出元件是否正确拾取或放置。
- 供料器上的标记决定了供料器上元件拾取的准确位置。
- 贴片头上的照相机确定了吸嘴上每个元件的精确角度。如果贴片装置与要求的拾取位置不符,
则在贴片前予以更正。如果还要继续拾取元件,则会考虑到最后 10 次贴片操作中出现的偏差
平均值,从而进一步提高拾取准确性。
- 封装形式也需要检查。如果由此确定的几何数据与预先设定的数据不符,则不进行贴片。
- 用于拾取和贴装元件的垂直轴 (Z 轴)在传感器停止模式下运行。在此模式下,拾取时的高度
差和 PCB 表面的任何不平整都可在贴片过程中予以弥补。如果要改变行程和贴片速度,则会
考虑到最后 10 次贴片操作中出现的偏差平均值,从而进一步提高拾取准确性。程序设定的贴
片力恒定不变。
- 可在收集贴片头上安装一个元件传感器,以便提高贴片的可靠性。该传感器检查元件的边缘率
以及元件是否在吸嘴上。只有这样,才能确定元件是由吸嘴横向拾取或在边缘上。
- 使用可选 DCA 视像组件, 12 段位器收集贴片头可对 0.6 x 0.3 mm² 至 13 x 13 mm² 的元件进
行光学对中和贴装。 DCA 视像组件优化了贴装高速倒装片和 bare die 元件的速度和精确度,
具体数值见第 97 页。
3.3.2.2 功能说明
12 段位器收集贴片头有三个轴:DR 轴或星形轴、 Z 轴和 DP 轴。
星形轴通过 12 个段位器围绕 DR 轴旋转。段位器里有段位器光栅盘。每个段位器光栅盘上有一个
吸嘴,该吸嘴可以吸取元件,并将元件从拾取 / 贴片位置 (1) 传送到抛料位置 (3) 或光学对中位置
(7) 或旋转位置 (9)。
Z 轴垂直移动。在底部星形轴位置 (1) 的每个段位器光栅盘通过 Z 轴进行升降,这样就可以拾取传
送导轨中的元件,然后将这些元件放在 PCB 上。 Z 轴是 “智能轴”。它 “记录”每个传送导轨
料槽的拾取高度和每个元件需要的贴片高度。这可以加快贴片速度。程序设定的贴片力恒定不
变。