00900099-01_UM_ASM-ProcessLens_PL.pdf - 第47页
3 Opis urządzenia 3.1 Przegląd modułów Instruction Guide ASM ProcessLens 02/2017 47 3.1.3 Zespół przenośnika taśmowego do płytek drukowanych Rys.31: Przenośnik taśmowy do płytek drukowanych A Przód urządzenia B Tył urzą…
3 Opis urządzenia
3.1 Przegląd modułów
46 Instruction Guide ASM ProcessLens 02/2017
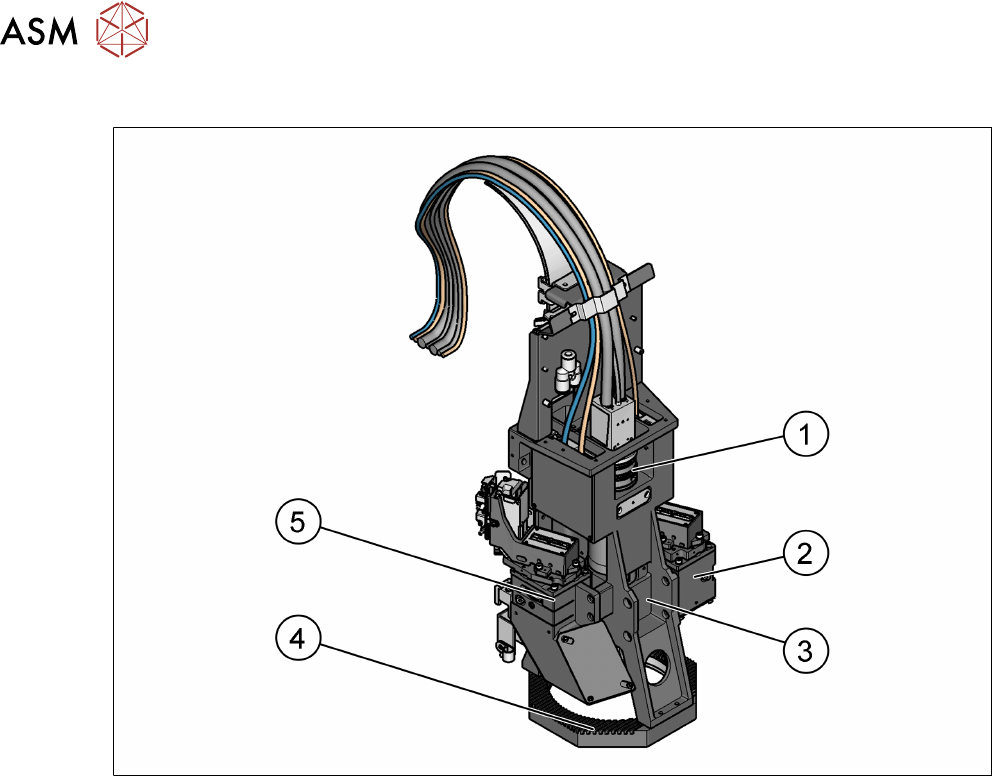
3.1.2 Głowica do inspekcji
Rys.30: Głowica do inspekcji
1 Moduł obrazujący (aparat i mocowanie
obiektywu)
2 Prawe źródło światła 3D
3 Górny pierścień diod LED 4 Dolny pierścień diod LED
5 Lewe źródło światła 3D
3.1.2.1 Opis
Zadaniem znajdującego się w suwnicy modułu głowicy optycznej jest wykonywanie zdjęć, w opar-
ciu o które określa się wyniki inspekcji.
Moduł głowicy optycznej jest podzielony na dwa elementy — moduł projektora DLP oraz moduł ob-
razowania. Projektor DLP nanosi na płytkę drukowaną warstwy o różnych szerokościach i częstotli-
wościach, a moduł obrazowania robi jej zdjęcia. Następnie na podstawie tych zdjęć system odtwa-
rza obiekt w trzech wymiarach.
3 Opis urządzenia
3.1 Przegląd modułów
Instruction Guide ASM ProcessLens 02/2017 47
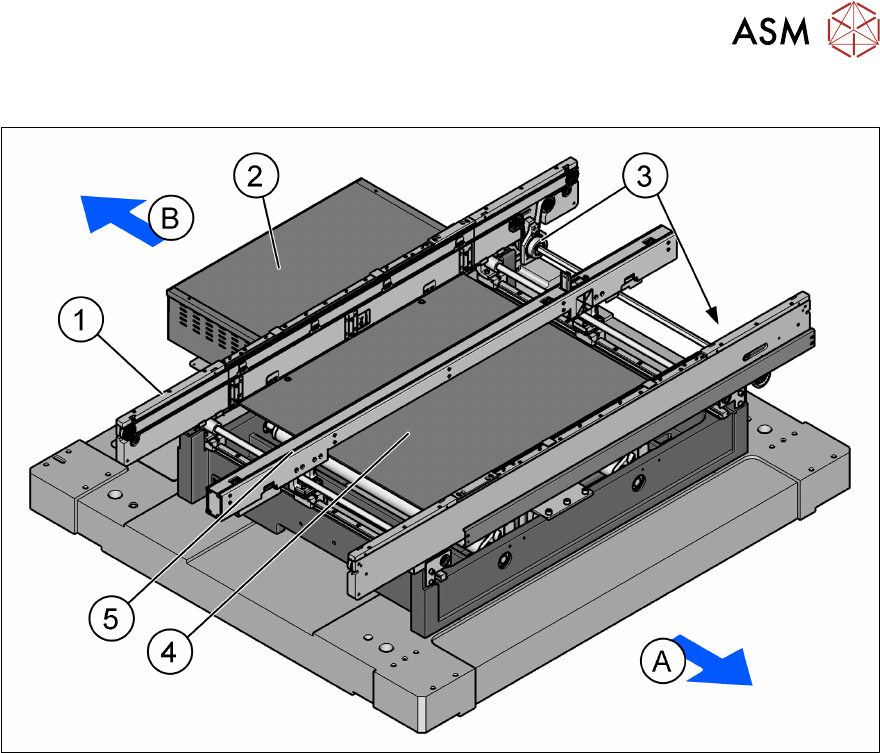
3.1.3 Zespół przenośnika taśmowego do płytek drukowanych
Rys.31: Przenośnik taśmowy do płytek drukowanych
A Przód urządzenia B Tył urządzenia
1 Tylna szyna przenośnika taśmowego 2 Jednostka sterująca przenośnikiem ta-
śmowym
3 Stała szyna przednia 4 Stół podnośny
5 Szyna z ogranicznikiem i czujnikami
3.1.3.1 Opis
Przenośnik płytek drukowanych to pojedynczy przenośnik taśmowy. Minimalna wymagana długość
przenośnika w urządzeniu to 1100mm. Z obu stron przenośnik sięga na odległość 15mm do prze-
nośnika poprzedzającego/końcowego, więc jego łączna długość wynosi 1130mm. Standardowo
przenośnik ma stałą szynę przednią oraz jeden stół podnośny bez bufora wejścia/wyjścia. Istnieje
możliwość zamontowania przedłużenia przenośnia w celu zwiększenia jego długości oraz dodania
możliwości dodawania kodów kreskowych, gdy urządzenie nie ma przenośnika poprzedzającego.
3 Opis urządzenia
3.1 Przegląd modułów
48 Instruction Guide ASM ProcessLens 02/2017
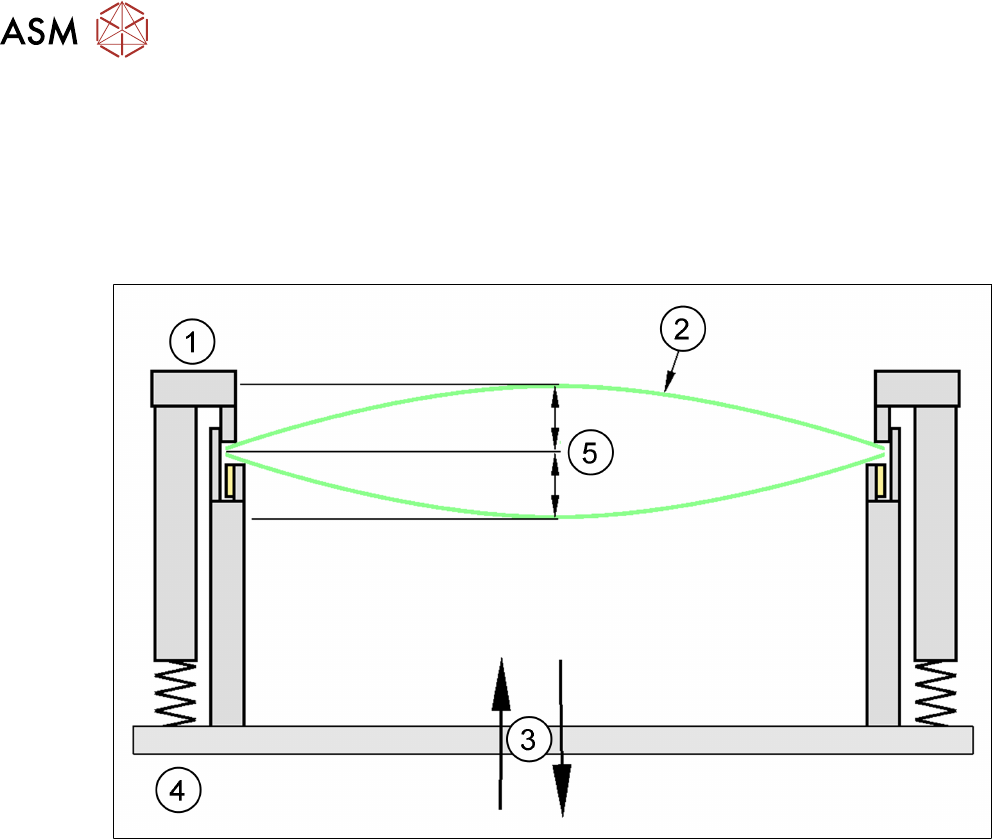
3.1.4 Definicja odkształcenia płytki drukowanej
Jest to maksymalne dopuszczalne odkształcenie płytki drukowanej, które może być precyzyjnie
zmierzone przez SPI.
3.1.4.1 Odkształcenie płytki drukowanej na przenośniku taśmowym
Odkształcenie płytki drukowanej w kierunku transportowania maks. 1% po przekątnej płytki, ale nie
więcej niż ±5mm.
1 Stała zaciśnięta krawędź 2 Płytka drukowana
3 Ruchomy przyrząd zaciskowy 4 Szyna przenośnika taśmowego
5 +/- 4,5 mm
Odkształcenie płytki drukowanej w kierunku transportowania + grubość płytki < 5,5mm. Wygięcie
krawędzi płytki maks. 2,5mm.