FX-3R_QA表.pdf - 第102页
QA表 NO. 1/ 1 机种 1. 用双面胶带等将30条1.1mm厚的空的纸承载带粘贴在500~600mm左右的板状物上(参照图1)。 2. 主压设置为0.4MPa,将第1步制成的料带切断10次。 3. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。 ・ 30条1.1mm厚的纸承载带应能切断10次以上。 4. 将与1相同的纸料带2层重叠(图2),在A、B、C部这3个部位上每1部位切断5次。 5. 确认是否存在刀刃行…
QA表 NO. 1/1
机种
活动刀刃的锁紧压力
150±10(N)
防止切断料带时固定刀刃浮起。
・ 切断不良
・ 活动刀刃的动作不良
・ 寿命降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-11
FX-3R 装置名称 切带机 确认方法及调整方法(故障处理方法)
功能名称 调整上刀片锁紧压力
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40084686 UPPER_BLADE
变更履历
货号 品名 有关质量特性
内容
SM8041402TP SCREW M4X0.7 L=14
40084684 UPPER_BLADE_SUPPORT
日期
NM6040001SC NUT M4X0.7 TYPE1
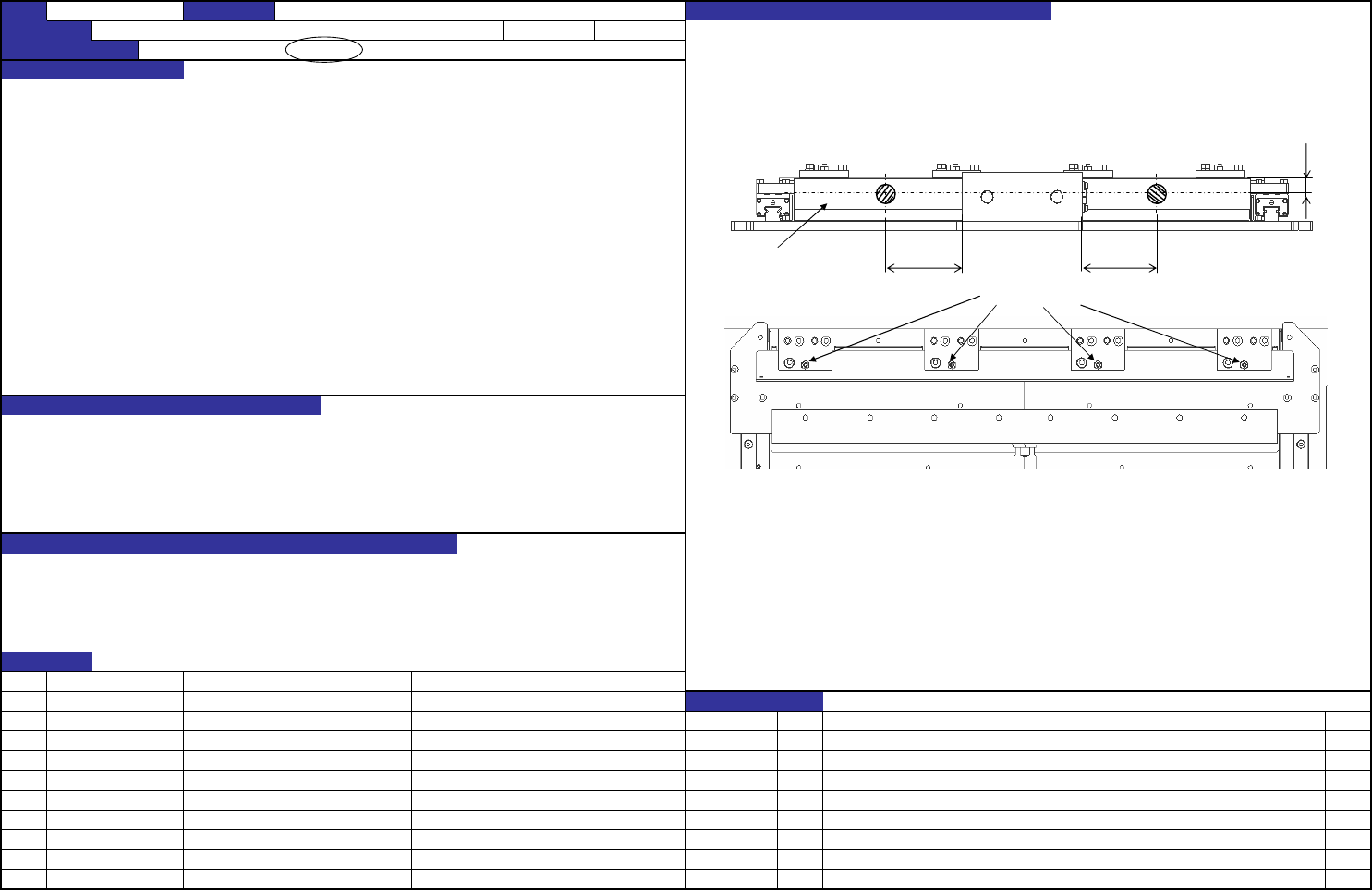
分别在一侧用推拉测力计按压下图所示的联接杆之剖面线部,调整内六角孔定位螺丝的预压,使峰值在两侧均成
为规格调整值。
调整要在活动刀刃关闭的状态下进行,均等地旋紧4部位的内六角孔定位螺丝。
调整后用螺母固定。
联接杆
80 80
内六角孔定位螺丝
15
QA表 NO. 1/1
机种
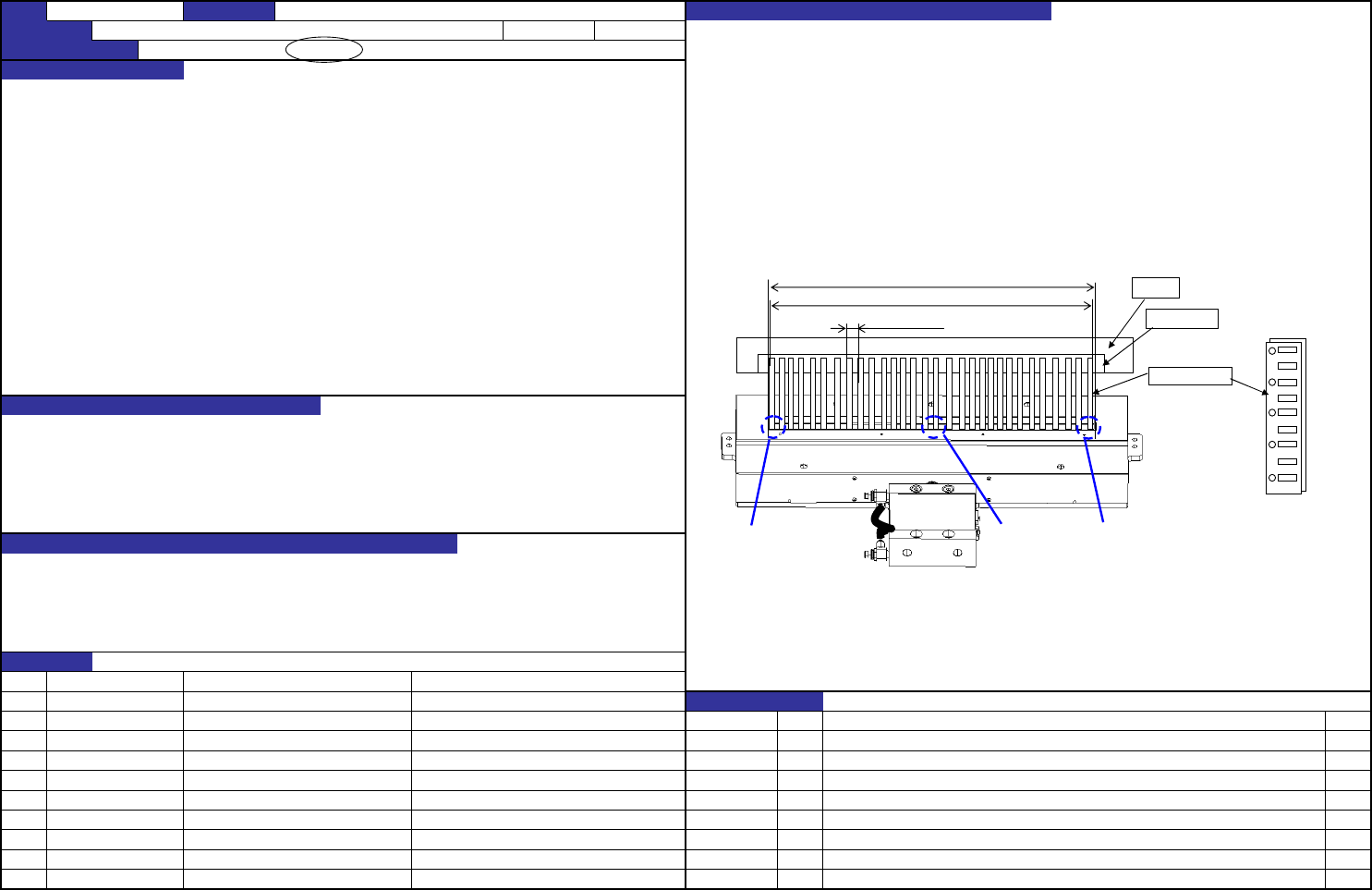
1. 用双面胶带等将30条1.1mm厚的空的纸承载带粘贴在500~600mm左右的板状物上(参照图1)。
2. 主压设置为0.4MPa,将第1步制成的料带切断10次。
3. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。
・ 30条1.1mm厚的纸承载带应能切断10次以上。 4. 将与1相同的纸料带2层重叠(图2),在A、B、C部这3个部位上每1部位切断5次。
5. 确认是否存在刀刃行程中途停止或料带前端未切断而残留等切断不良现象。
・ 2层重叠的1.1mm厚的纸承载带应能切断5次以上。
* 1.1mm厚的空的纸承载带请使用与“旭工艺社”生产的1608 HOCTO-110 巻筒型相当的产品。
・ 0.3mm厚的纸质承载带应可切断5处以上(中央部位为3处)。(安装在切带装置及FX3上时)
<0.3mm厚承载带>
纸质承载带应使用0603芯片用的0.3mm厚的空带,在多个部位各进行1次切断检查。
检查固定刀刃的锁紧压力调整(No.1记载)是否已符合规格调整值
检查切断0.3mm厚的承载带后刀刃整体的咬合是否正常
・ 切断不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-12
FX-3R 装置名称 切带机 确认方法及调整方法(故障处理方法)
功能名称 切断确认
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40084686 UPPER_BLADE 固定刀刃
变更履历
货号 品名 有关质量特性
内容
40084688 BOTTOM_BLADE_R 活动刀刃
40084687 BOTTOM_BLADE_L 活动刀刃
日期
468(切带机盖罩开口部)
15~17(29处)
A B C
图1
图2
460~464(承载带两端)
板
双面胶带
承载带
QA表 NO. 1/1
机种
① 台架标记测量坐标 ±0.1mm
② 根据台架标记基准以治具送料器得到的P.P位置:对设计值 X平均值 0±0.01mm
X范围 0.03mm以下
Y绝对值(位置№1) 0±0.005mm ③ 将读取设备移动到根据第②步之计算结果求得的台架标记位置,一面用读取设备确认一面调整台架标记。
Y范围 0.025mm以下
③ 根据台架标记基准以治具送料器得到的P.P位置:对设计值 XY测定值 0±0.04mm ④ 固定台架标记,确认标记位置处于质量特性(规格调整值)①的规格内。
以上作为在台架标记调整专用治具(3维测定器)上调整的单体台架时的规格。 ⑤ 以第④步中固定的台架标记为基准设置坐标轴。将台架标记作为坐标轴的原点(0, 0)。
出厂检查项目:上述的①和②
验货检查项目:上述的①和③ ⑥ 测量第②步中指定目标的送料器安装位置上的各P.P位置,与以下所示的P.P设计值进行比较。
⑦ 确认第⑥步中比较的结果处于质量特性(规格调整值)②或③的规格内。
以上作为单体送料器台架时的调整确认方法。
① 同时吸取率的提高、稳定化。
① 台架标记识别精度不良引起的元件吸取位置偏移。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-13
功能名称 台架组装精度
FX-3R 装置名称 电动台架装置 确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
日期
40084771 E_BANK_SUB_ASSY
变更履历
货号 品名 有关质量特性
内容
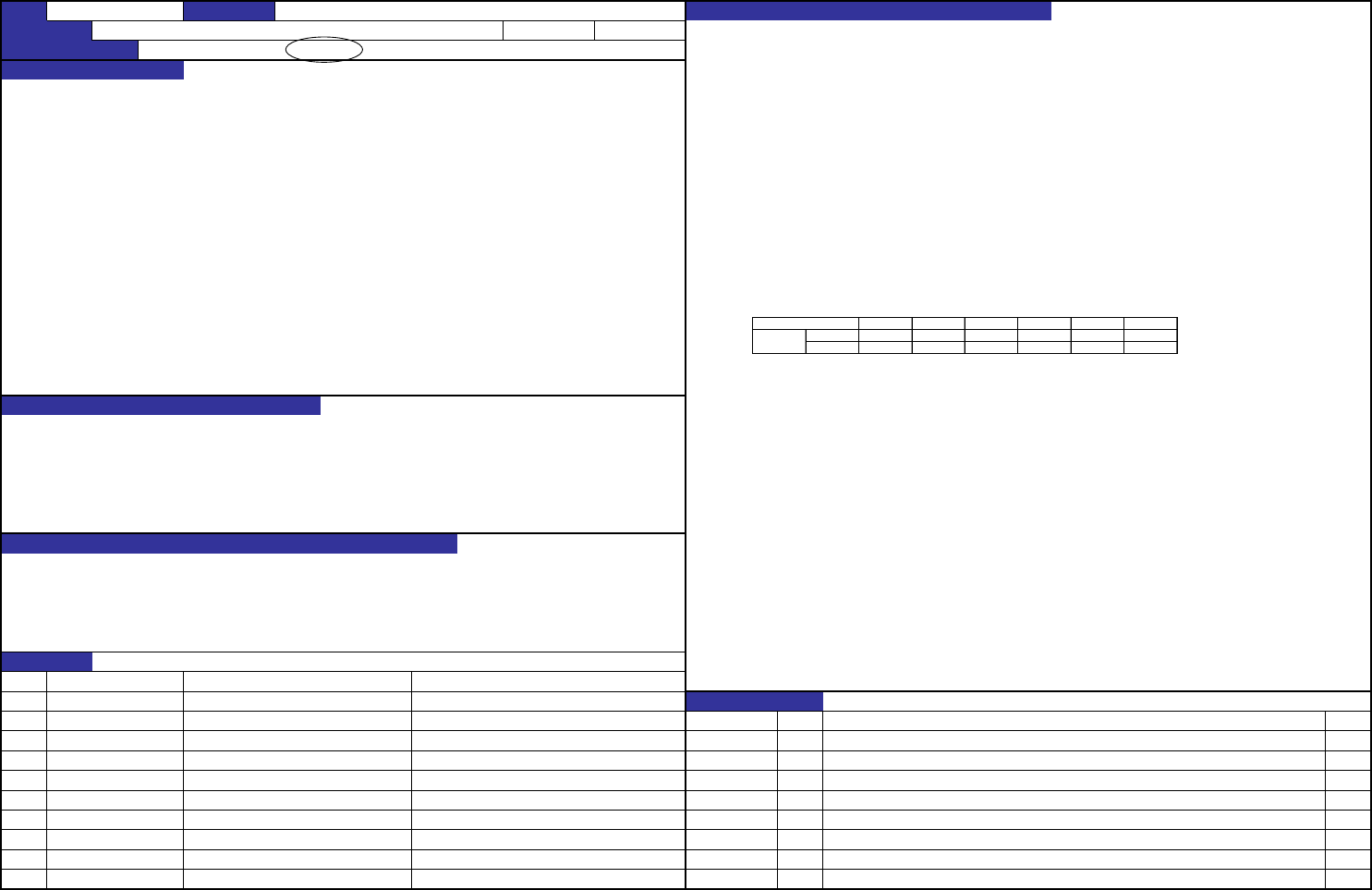
① 将台架装在台架标记调整专用治具(三维测定器)上。以台架定位销A的中心为原点,将台架定位销B的中心
的连线作为X轴。以对X轴在原点上正交的线作为Y轴,设置坐标。
② 使用1个治具送料器依次装在各位置上,用照相机、图像识别装置或接触端子等读取用的设备读取P.P位置,
输入到计算台架标记位置用的Excel表。
1 1011202130
X 17.65 170.65 187.65 340.65 357.65 510.65
Y000000
ポジション
位置
位置
位置