FX-3R_QA表.pdf - 第134页
QA表 NO. 1/ 2 机种 X轴 基准侧导轨的平直度:10 ㎛ 以内(目标为6 ㎛ 以下) 纵动侧导轨的平行度:10 ㎛ 以内(目标为6 ㎛ 以下) 1. 确认方法 (平直度测量) 在直线导向器的滑块上安装杠杆式千分表和直尺的上面相接触, 使直尺的两端为0,在各定位螺钉的位置进行测量,平直度要在0.01以内 (平行度测量) 在下侧的直线导向器块上安装千分表,和从动侧导轨相接触,在各定位螺钉的位置进行测量, 平行度要在0.01以内。另…
FX-3RA Rev 3.0
QA表
FX-3RA QA 表(专用部分)
章 项目 主要差别概述
1 XY 装置
・X_FRAME_S 等的货号已改变。
・L 规格的磁尺有改动,调整值已改变。
3 贴装头周围
・HMS 有改动,调整方法已改变。
4 OCC 透镜组
・OCC 照明组件有改动。调整方法已改变。
5 基板传送
・增加了与 VAC_CAL 装置相关的调整。
6 CAL 块
・L 规格用 CAL 块的货号已改变。
10 电气
・POWER_UNIT_ASSY 的货号已改变。
QA表 NO. 1/2
机种
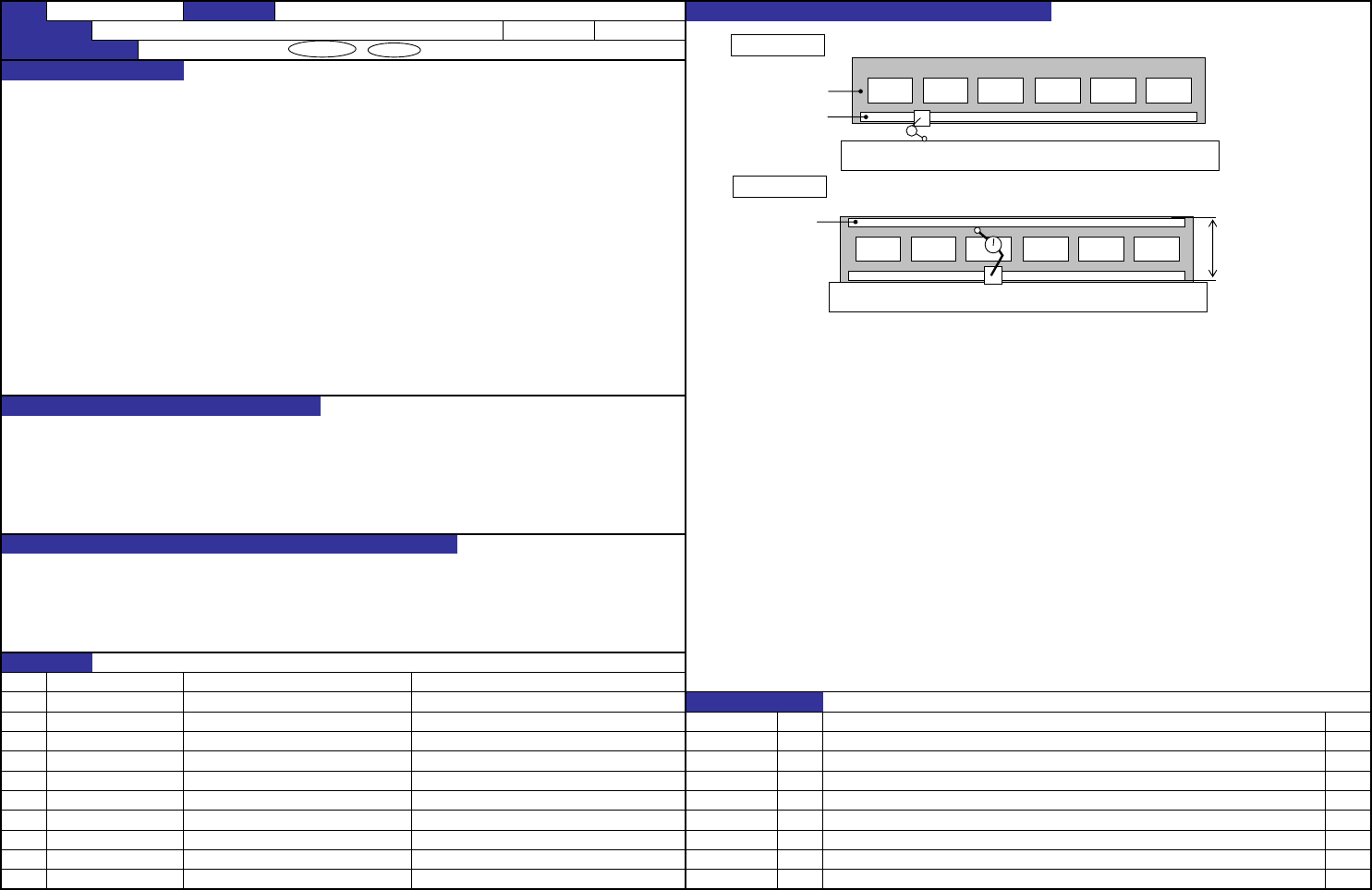
X轴 基准侧导轨的平直度:10㎛以内(目标为6㎛以下)
纵动侧导轨的平行度:10㎛以内(目标为6㎛以下)
1. 确认方法
(平直度测量) 在直线导向器的滑块上安装杠杆式千分表和直尺的上面相接触,
使直尺的两端为0,在各定位螺钉的位置进行测量,平直度要在0.01以内
(平行度测量) 在下侧的直线导向器块上安装千分表,和从动侧导轨相接触,在各定位螺钉的位置进行测量,
平行度要在0.01以内。另外,两根导轨的宽度要在150±0.1mm以内。
平直度、平行度不仅影响X方向的贴装精度还影响导向器的寿命。 2.调整方法
(平直度) 拧松基准侧导轨的定位螺钉进行调整。
(平行度) 拧松从动侧导轨的定位螺钉进行调整。
1. 贴装精度的恶化
2. 吸附错误的发生
3. 因吸附不良而造成的触头站立,激光错误的发生
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-1
货号
预想故障(应规格调整值不良而发生的故障)
对象元件
品名 有关质量特性
LINEAR_GUIDE_X40046750
确认方法及调整方法(故障处理方法)
功能名称 X轴直线导向器的平直·平行(1/2)
FX-3RA 装置名称 XY装置(1)
变更履历
日期 内容
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
40122991 X_FRAME_S
直尺
基准侧导轨
X轴车架
从动侧导轨
150±0.1
平直度测量
平行度测量
QA表 NO. 2/2
机种
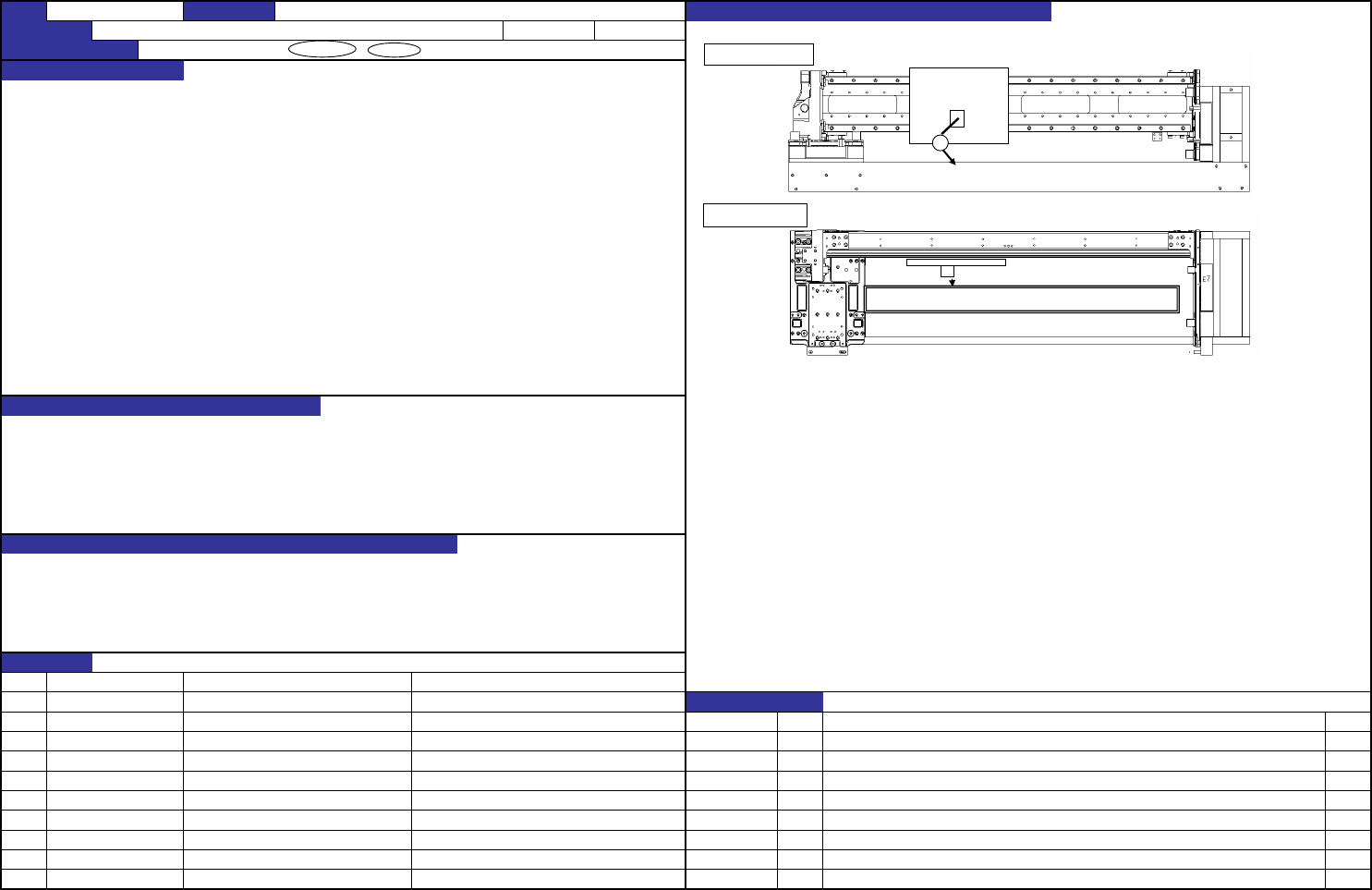
X轴 贴装头板前后方向的移动平直:30㎛以内
贴装头板高度方向的移动平直:20㎛以内
1. 确认方法
(前后方向) 在夹具用贴装头板差不多中央位置安装千分表,在贴装头板的行程全长(除去左右10mm)
的中间位置,相对于1型样板平尺平行度应在0.03以内。
前后方向的平直影响Y方向的贴装精度。 (高度方向) 在夹具用贴装头板差不多中央位置安装千分表,在贴装头板的行程全长(除去左右10mm)
高度方向的平直影响X方向的贴装精度。 的中间位置,相对于1型样板平尺两处平行度都应在0.02以内。
2. 调整方法
(前后方向) 因为无调整机构,对X轴车架,直线导向器X,背部导轨的零部件精度进行检测。
(高度方向) 把用于连接X车架末端和X轴车架的连接块的螺钉各拧松2根,调整X轴的整体倾斜度。
即使如此也无法解除时,检测直线导向器X的安装的平直。
1. 贴装精度的恶化
2. 吸附错误的发生
3. 因吸附不良而造成的触头站立,激光错误的发生
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-2
40046750 LINEAR_GUIDE_X
日期
40122991 X_FRAME_S
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
FX-3RA 装置名称 XY装置(1) 确认方法及调整方法(故障处理方法)
功能名称 X轴直线导向器的平直·平行(2/2)
内容
前后方向测量
高度方向测量