FX-3R_QA表.pdf - 第140页
QA表 NO. 1/ 2 机种 1. X轴磁性膜的粘贴方法 把X轴车架的磁性膜安装面用MECHA FINE MATE进行脱脂。 在直线运动式导向导轨的底面插入垫片,使夹具压着垫片,然后对磁性膜进行定位。 磁性膜的粘贴位置(在贴装头移动方向的平行方向上的距离的偏差):规定值±0.1mm 因磁性膜的粘贴开始位置有两条路径,需注意。 1. 对XY轴位置控制时正确地进行信息反馈很重要。 2. 成为XY轴磁性膜警报发生的原因,XY轴变得无法运动。…
QA表 NO. 2/2
机种
X轴
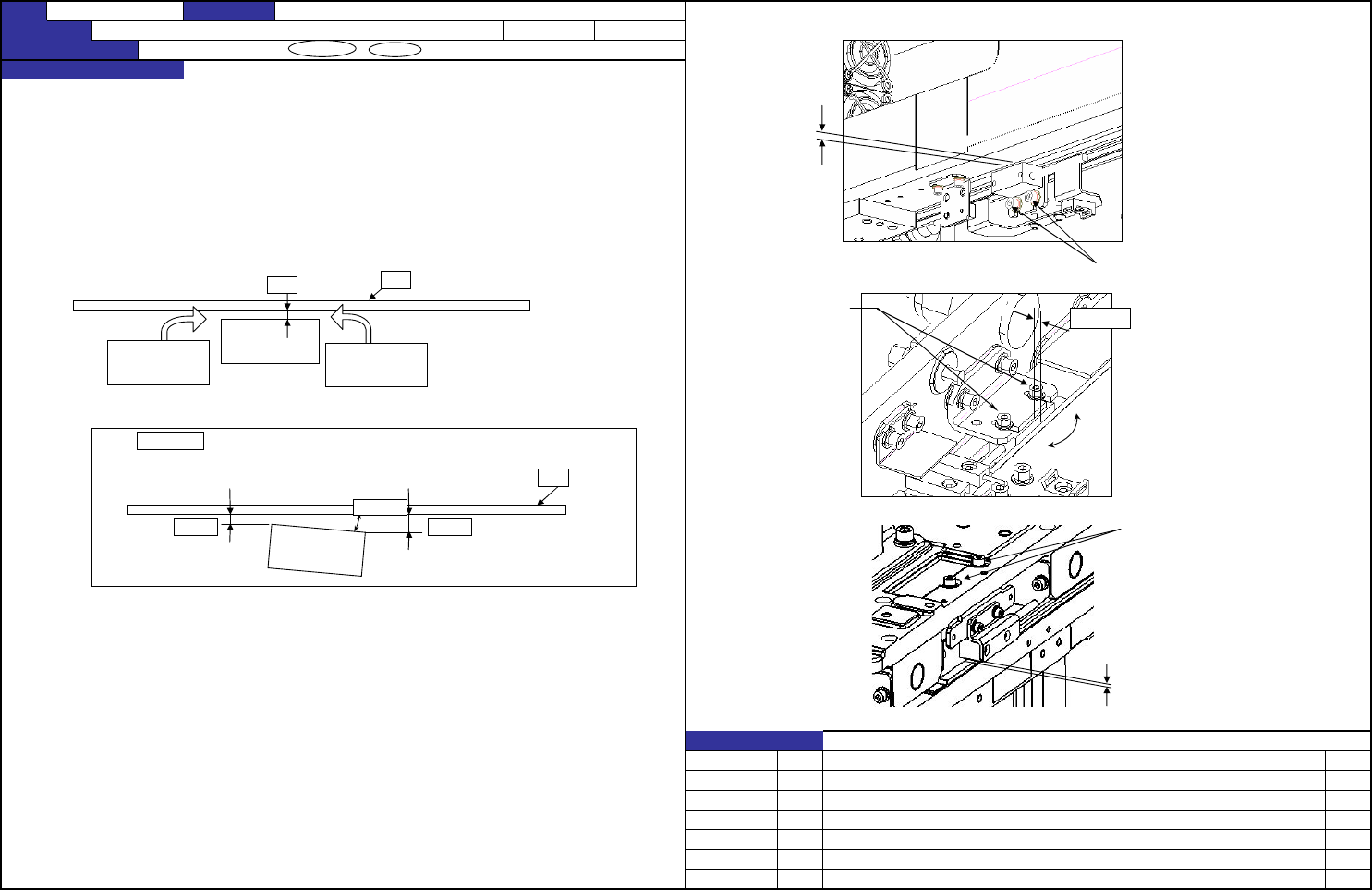
1. 磁性膜和传感器贴装头的间隙(缺口)
1-1. 确认方法
YC轴
YS轴
1-2. 调整方法
① 拧松固定传感器的螺钉。
② 在磁性膜和传感器贴装头的间隙中插入MSC间隙夹具(货号40008106)中的t0.35mm,然后再次拧紧螺钉。
NO. 担当人
【1】-6
确认在XY轴整个行程中MSC间隙夹具(货号40008106)中的t0.35mm可以按正好很好地插入磁性膜和传感器贴装头
的间隙中,而t0.40mm无法插入。
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
FX-3RA 装置名称 XY装置(8)
功能名称 磁性膜的间隙(2/2)
变更履历
日期 内容
螺钉③
磁尺贴装头
间隙
磁尺
应不能插入
t0.40mm量规
应不能插入
t0.40mm量规
磁尺贴装头
0.35mm
磁尺
0.45mm
0.12°NG
不合格示例
0.35±0.1
螺钉
0.35±0.1
螺钉
±0.1°
螺钉
0.35±0.1
QA表 NO. 1/2
机种
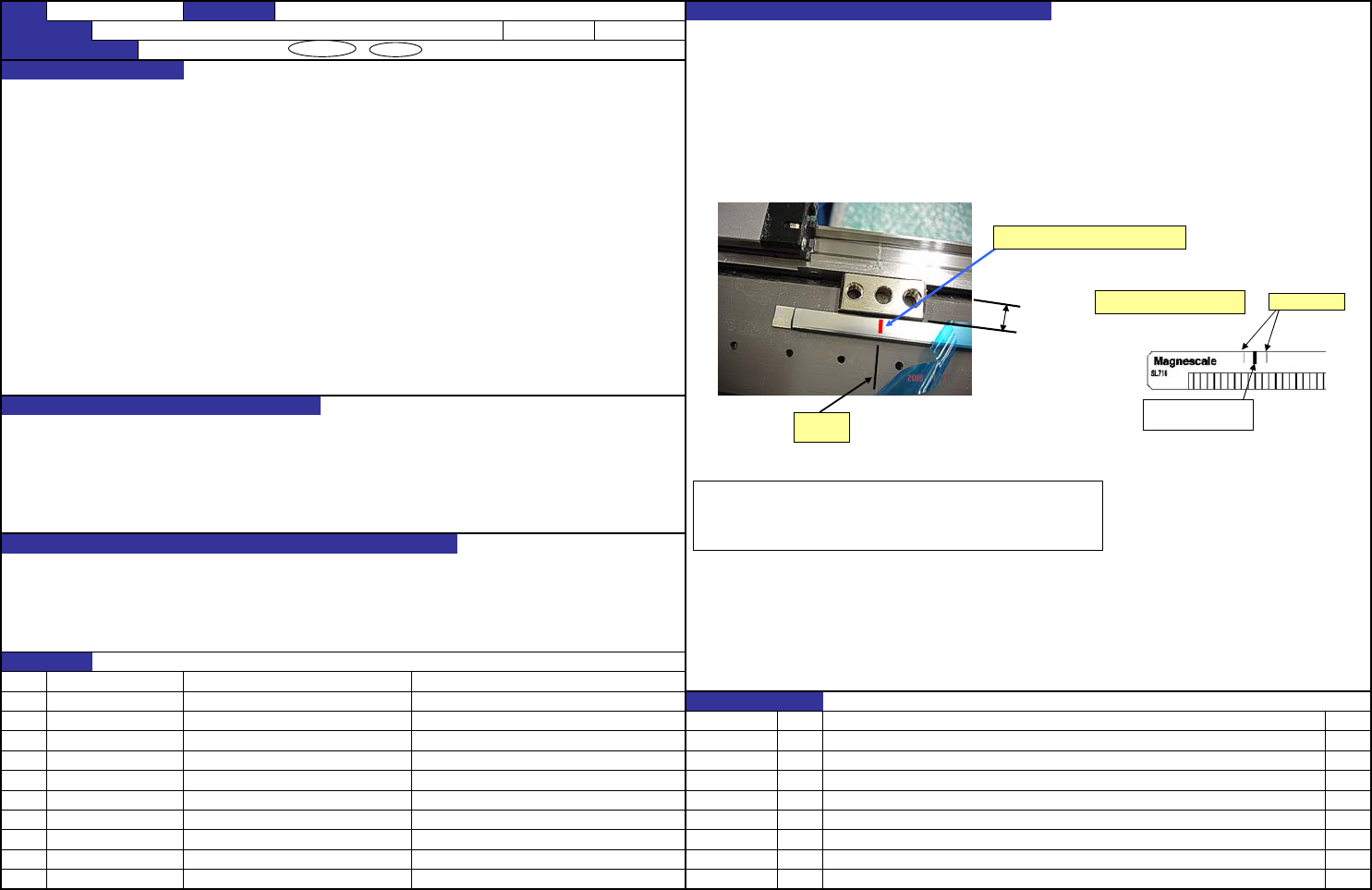
1. X轴磁性膜的粘贴方法
把X轴车架的磁性膜安装面用MECHA FINE MATE进行脱脂。
在直线运动式导向导轨的底面插入垫片,使夹具压着垫片,然后对磁性膜进行定位。
磁性膜的粘贴位置(在贴装头移动方向的平行方向上的距离的偏差):规定值±0.1mm 因磁性膜的粘贴开始位置有两条路径,需注意。
1. 对XY轴位置控制时正确地进行信息反馈很重要。
2. 成为XY轴磁性膜警报发生的原因,XY轴变得无法运动。
(需要切断电源,然后再次接通电源。)
3. 以刻度尺和传感器贴装头的相对位置为起因,直接关系到XY轴的运动。
1. XY轴的运动停止
2. 传感器的破损
3. XY轴的异常运动
4. 贴装精度的恶化
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-7
磁尺的粘贴朝向是:
L规格→有磁尺型号名标示的一方为划线侧。
XL规格→未贴制造号码标签的一侧为划线侧。
FX-3RA 装置名称 XY装置(9) 确认方法及调整方法(故障处理方法)
功能名称 磁性膜的粘贴位置(1/2)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40048026
40122822 磁性膜X(L规格用)
磁性膜X(XL规格用)
40122620 磁性膜Y(L规格用)
日期 内容
40048080
夹具
磁性膜Y(XL规格用)
装贴时要使电磁标尺侧的Z相记号位置对齐X轴框架的划线位置。
L规格用的磁尺是标示Z相附近的记号(2条),故要使中心附近对准划线。
由于划线有2种,装贴时与划线的关系要参照装配调整要领书。
划线
168mm
或
204mm
(有2种)
13±0.1mm
Z相记号(XL规格时)
原点记号
原点位置
注)无标示
Z相位置(L规格时)
QA表 NO. 2/2
机种
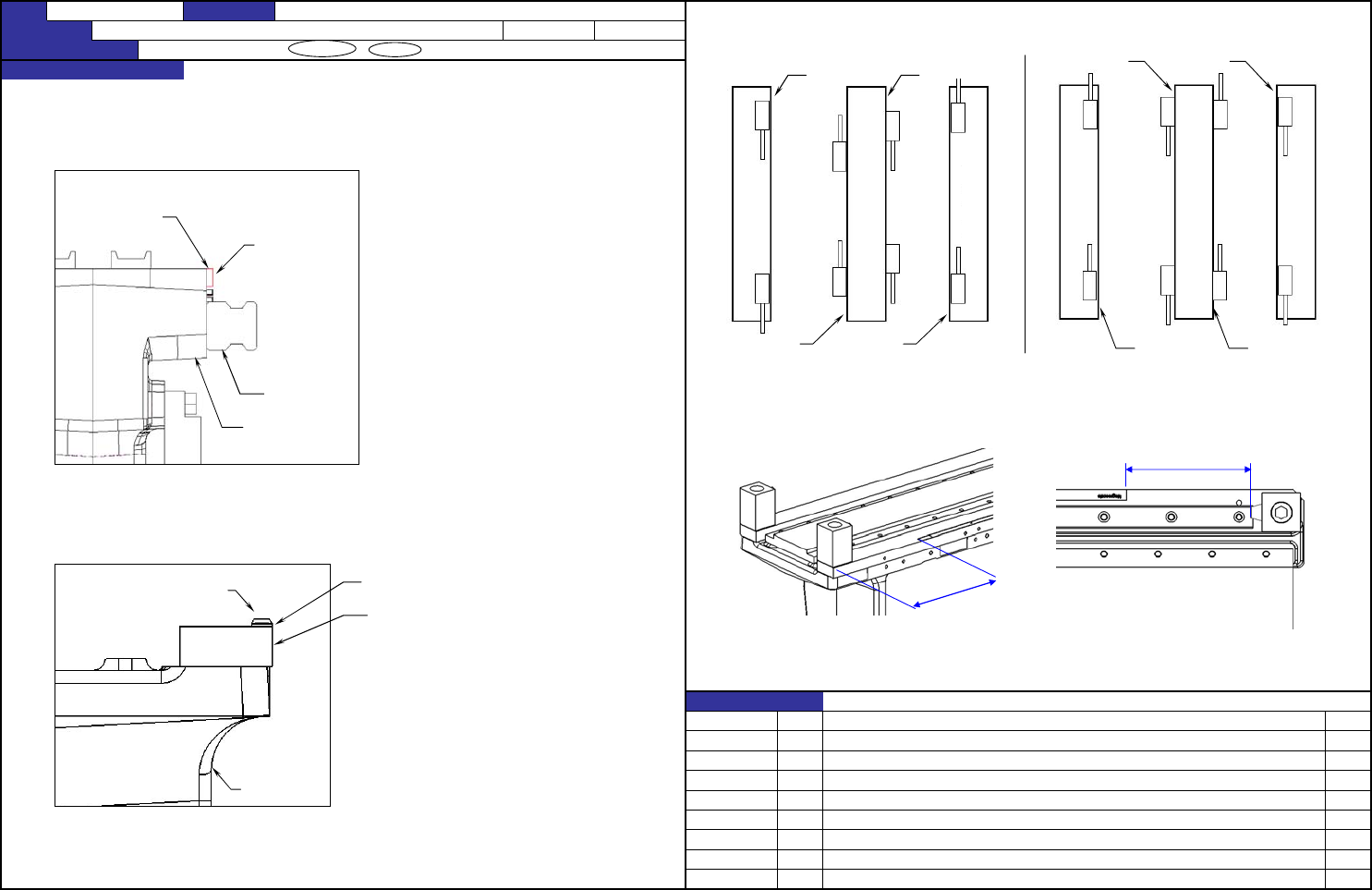
L规格 XL规格
2. Y轴磁性膜的粘贴方法
1.YC轴
把Y车架C的磁性膜安装面用MECHA FINE MATE进行脱脂。
把Y车架端面和面对好后,粘贴磁性膜。
2. YS轴
(上图是Y框架S的左前侧部分) (上图是Y框架C的左前侧部分)
NO. 担当人
把Y车架S 导轨B的磁性膜安装面用MECHA FINE MATE进行脱脂。
把Y车架端面和面对好后,粘贴磁性膜。
【1】-8
日期 内容
FX-3RA 装置名称 XY装置(9)
功能名称 磁性膜的粘贴位置(2/2)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
变更履历
マグネスケー
ル
面合わせ
YフレームC
リニアガイド
Y车架C
直线导向
磁性膜
面调整
磁性膜
面调整
Y车架S
Y车架S 导轨B
L:112mm
XL:72mm
L:155mm
XL:112mm
前侧
制造商标示 制造商标示
制造商标示制造商标示
标签 标签
标签 标签
前侧
Y
车
架
S
Y
车
架
C
Y
车
架
S
Y
车
架
S
Y
车
架
C
Y
车
架
S