00197012-04_UM_X-Serie-S_PL.pdf - 第296页
5 Zadania przy maszynie Instrukcj a eksploatacji SIPLACE seria X 5.7 Lampki sygnalizacyjne z buczkiem Od we rsji opr ogramowania 706.1 SP1 Wydanie 10/2014 296 Automat zosta ł zatrzymany przyciskiem Stop; Kontynuacja prod…
Instrukcja eksploatacji SIPLACE seria X 5 Zadania przy maszynie
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 5.7 Lampki sygnalizacyjne z buczkiem
295
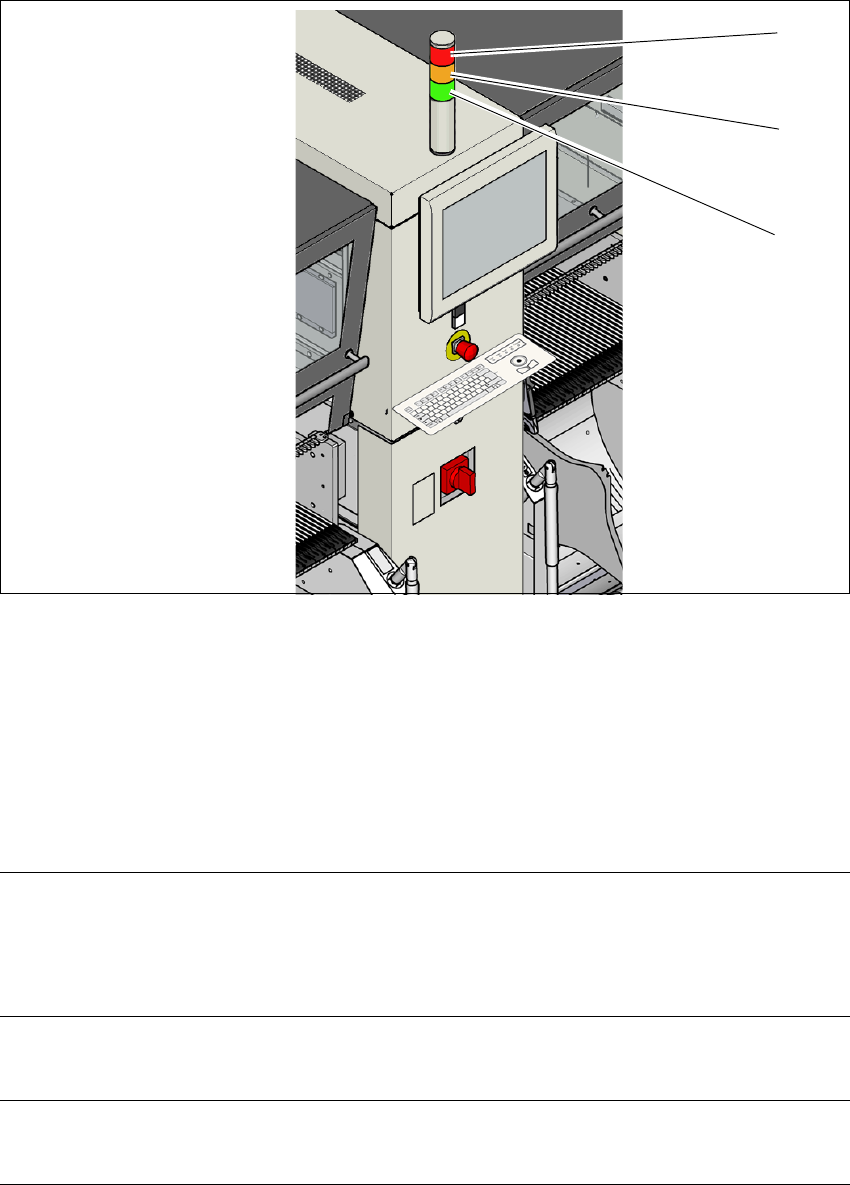
5.7.1.2 Lampka sygnalizacyjna trzykolorowa (opcjonalna)
Rys. 5.7 - 2 Świetlne sygnalizatory stanu eksploatacji (przykład SIPLACE X2 S / X3 S / X4 S)
L1 Lampka sygnalizacyjna czerwona
L2 Lampka sygnalizacyjna żółta
L3 Lampka sygnalizacyjna zielona
5.7.2 Wskazania stanu i ich znaczenie
5
(L2)
(L1)
(L3)
Znaczenie Strona maszyny Stan -
dwukolorowa
(biała/zielona)
Stan - trójkolorowa
(czerwona/żółta/
zielona)
Produkcja w toku obie strony biała: --
zielona: Wł.
czerwona: Wył.
żółta: Wył.
zielona: Wł.
Automat oczekuje na załadu-
nek płytki drukowanej.
obie strony biała: --
zielona: 700 - 700
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
5 Zadania przy maszynie Instrukcja eksploatacji SIPLACE seria X
5.7 Lampki sygnalizacyjne z buczkiem Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014
296
Automat został zatrzymany
przyciskiem Stop; Kontynuacja
produkcji wymaga naciśnięcia
przycisku Start.
obie strony nieskonfigurowany czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Konieczna manipulacja znacz-
nikami przez operatora.
obie strony biała: --
zielona: 100 - 100
czerwona: Wył.
żółta: 500-500
zielona: Wył.
Automat oczekuje na partię wy-
robów albo oczekuje na przy-
gotowanie maszyny, po otrzy-
maniu partii wyrobów.
obie strony biała: --
zielona: 100 - 100
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Automat przygotowuje produk-
cję (sprawdzanie stanu pipet,
rozpoznawanie modułów po-
dajnikowych).
obie strony biała: --
zielona: 100 - 100
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Stosowane jest alternatywne
położenie odbioru.
dana strona biała: 100 -100
zielona: --
czerwona: Wył.
żółta:
Wł.
zielona: Wł.
Płytka drukowana musi zostać
pobrana z transportera odbior-
czego (np. w celu przeprowa-
dzenia przeglądu).
dana strona biała: 500 -500
zielona: 700 -700
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Transporter płytek drukowa-
nych zakleszcza się (następna
maszyna oczekuje na płytki
drukowane).
dana strona biała: --
zielona: 700 -700
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Zdezaktywowana jest więcej
niż jedna pozycja odbioru z tym
samym podzespołem, jednak
większa liczba pozycji odbioru
jest zbędna do zastosowania.
dana strona biała: 500 -500
zielona: --
czerwona: Wył.
żółta: Wł.
zielona: Wł.
Konieczna jest weryfikacja
uzbrojenia przynajmniej dla
jednej pozycji odbioru.
dana strona biała: 500 -500
zielona: --
czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Wyposażenie w pipety jest nie-
kompletne.
dana strona biała: 500 -500
zielona: --
czerwona: Wył.
żółta: Wł.
zielona: Wł.
Znaczenie Strona maszyny Stan -
dwukolorowa
(biała/zielona)
Stan - trójkolorowa
(czerwona/żółta/
zielona)
Instrukcja eksploatacji SIPLACE seria X 5 Zadania przy maszynie
Od wersji oprogramowania 706.1 SP1 Wydanie 10/2014 5.7 Lampki sygnalizacyjne z buczkiem
297
Ostatnia, dostępna pozycja od-
bioru jest używana albo brak
jest jakiejkolwiek pozycji odbio-
ru dla tego podzespołu. Auto-
mat produkuje dalej tak długo,
jak długo można uzbrajać inny-
mi podzespołami.
dana strona biała: 100 -200
zielona: --
czerwona: Wył.
żółta: Wł.
zielona: Wł.
Poziom napełnienia pozycji od-
bioru albo modułu Dip jest niski.
dana strona biała: 100 -200
zielona: --
czerwona: Wył.
żółta: Wł.
zielona: Wł.
Jedna z płytek drukowanych
nie może zostać przetranspor-
towana do następnego obsza-
ru.
dana strona biała: Wł.
zielona: --
czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Na przenośniku wprowadzają
-
cym nie można odczytywać
kodu kreskowego płytek druko-
wanych. Operator musi ręcznie
wkładać płytkę drukowaną.
dana strona nieskonfigurowany czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Automat został automatycznie
zatrzymany z powodu nieskon-
figurowanego zdarzenia, np.
usterki transportowej. Nieskon-
figurowane zdarzenia, powo-
dujące zatrzymanie maszyny,
nie zostaną tutaj uwzględnio-
ne.
obie strony biała: Wł.
zielona: Wył.
czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Produkcja została automatycz-
nie zatrzymana (np. brak po-
dzespołu do pobrania).
dana strona biała: Wł.
zielona: Wył.
czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Automat wykonuje funkcję
ręczną, włą
czoną przez opera-
tora.
biała: 100 -1000
zielona: 700 - 700
czerwona: Wył.
żółta: Wył.
zielona: 500 - 500
Automat został zatrzymany z
powodu błędu pomiaru znacz-
nika (np. płytka drukowana,
stół, moduł podajnikowy).
obie strony biała: Wł.
zielona: Wył.
czerwona: Wył.
żółta: 500 - 500
zielona: Wył.
Obwód bezpieczeństwa nie
jest zamknięty.
dana strona biała: Wł.
zielona: Wył.
czerwona: Wł.
żółta: Wył.
zielona: Wył.
Znaczenie Strona maszyny Stan -
dwukolorowa
(biała/zielona)
Stan - trójkolorowa
(czerwona/żółta/
zielona)