JUKI-FX-1_1R操作手册.pdf - 第167页
第 4 章 生产程序编辑 Rev03 4-3-5-2-4. 附加信息 变更附加信息后,如果 再变更基础部分项目时,有的 附加信 息值会恢复到默认值。 注意 图 4-3- 5-9 元件数据 (附加信息) 1)重试次数 设定生产中发生吸取错误时再次吸取的次数。 设定为“1”时,连续发生 2 次吸取错误后,即显示为“元件用完错误”。 2)贴片深度补偿 设定贴片时元件挤入基板的深度。 贴片深度补偿为 “0” 时, 因基板平面度等的原因, 会有元…
第 4 章 生产程序编辑 Rev03
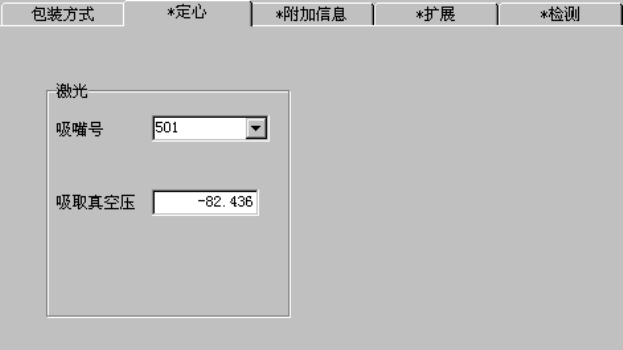
4-3-5-2-3. 定心
设定“吸嘴号”和“吸取真空压”。
图 4-3-5-8 元件数据(定心)
① 吸嘴号
从下拉菜单中选择可以稳定吸取元件的吸嘴号。
(参见 1-4-1-4 吸嘴)
吸嘴号可直接输入。
② 吸取真空压
设定一定的真空压力值,以便判断是否成功地吸取了元件。
选择吸嘴号后可自动设定吸取真空压。
因元件吸取面的形状等因素,自动设定值与真空气压不一致时,可以变更。要手动设定时,
请根据吸嘴号指定的吸嘴吸取元件的真空气压输入相应值。
4-40
第 4 章 生产程序编辑 Rev03
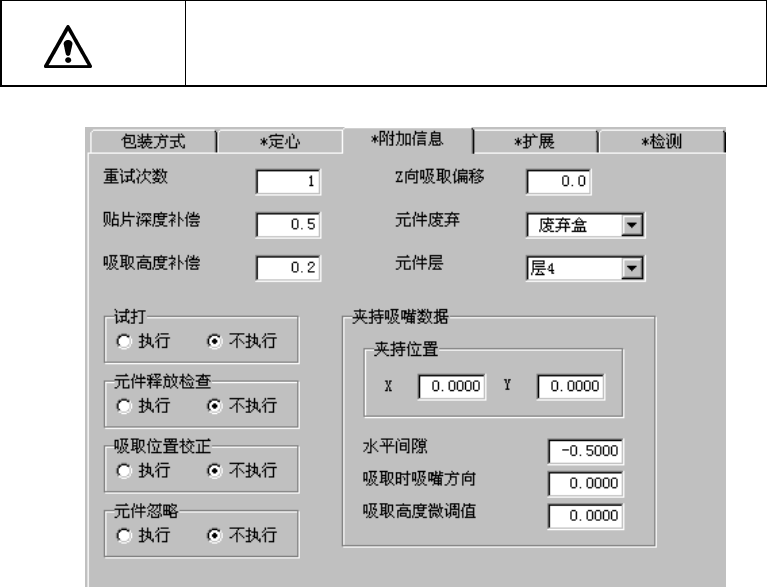
4-3-5-2-4. 附加信息
变更附加信息后,如果再变更基础部分项目时,有的附加信
息值会恢复到默认值。
注意
图 4-3-5-9 元件数据(附加信息)
1)重试次数
设定生产中发生吸取错误时再次吸取的次数。
设定为“1”时,连续发生 2 次吸取错误后,即显示为“元件用完错误”。
2)贴片深度补偿
设定贴片时元件挤入基板的深度。
贴片深度补偿为“0”时,因基板平面度等的原因,会有元件够不着基板而造成贴片偏差、
贴片时元件在焊膏上滑脱等现象。
在这种情况下,请增加贴片深度补偿(正值输入),使元件能够挤入贴装点。
初始值为“0.5mm” (0603 芯片元件为 0.2mm)。
4-41
第 4 章 生产程序编辑 Rev03
3)吸取高度补偿
指的是元件吸取时的挤入量。该值为“0”时,因元件参差不齐等原因,有时吸嘴够不着
元件,出现无法吸取,或发生芯片站立等现象。在这种情况下,请增加吸取高度补偿(正值
输入),使吸嘴能够够着元件。
初始值为“0.2mm” (0603 为 0mm)。
4)Z 向吸取偏移
设定元件吸取时,从吸取基准高度看所挤压进的距离。该值只对塑料带元件有效,可在吸
取数据“Z”的初始值上加减。
吸取坐标完成后,即使Z向吸取偏移的值有变更,也不会进行吸取坐标的再计算。
可把变更后的元件数据的吸取数据供应变为“自动选择”,再次指定吸取位置,
使吸取坐标反映到再计算后的Z的值中。
5)元件废弃
设定定心识别错误时元件的废弃方法。
元件废弃场所 内容
废弃盒 发生错误的元件,废弃到废弃盒。
废弃有引脚的元件时,为了不弄弯引脚,应把发生错误的
吸嘴移动到操作员近侧停下。由操作人员手动从贴片头上
把元件拆除下来。
元件保护
6)元件层
对同一元件层内的每个元件贴片,要设定优先次序。
这个设定值在按优化顺序进行生产时才有效。
需要设定时,单击鼠标右键,从显示的列表中选择。
图 4-3-5-10
4-42