JUKI-FX-1_1R操作手册.pdf - 第48页
第2章 生产 Rev03 2-7 生产准备 <步骤> 開始 图 2-7-1-1 基板传送 ①传入传感器 ⑤ C-OUT 传感器 ⑨定心销 ⑬ 调节挡块 ②传出传感器 ⑥ C-OUT2 传感器 ⑩支撑台 ⑭ 调整杆 ③待命传感器 ⑦支撑销检测传感器 ⑪ 支撑销 ⑮ 手柄 ④停止传感器 ⑧定位挡块 ⑫ 调节手柄 ⑯ 基板察觉挡销 ⑪ ② ⑦ ⑤ ⑥ ⑫ ① ③ ④ ⑧ ⑧ ⑨ ⑬ ⑭ ⑦ ⑩ ⑯ ⑮ 基板传送方向 搬送レール幅調整 基板固定…
第2章 生产 Rev03
2-6-5 文件管理
启动 Windows 资源管理器。
通过操作资源管理器,可以对文件夹以及文件进行删除、移动、更改名称。
注意
对资源管理器的错误操作,有可能使 Windows 的系统文件被删除,导
致系统无法启动。因此,除对生产程序文件及保存该文件的文件夹进
行建立、移动、删除之外,原则上不要操作资源管理器。
2-6-6 生产程序初始文件夹
读取和保存生产程序文件时,需要设置初始文件夹(路径)。
请设置经常使用的文件夹。
点击「浏览」进行设定。
图 2.6.6.1
2-6-7 设置打印机
设置打印机后,可从 FX-1 主机上直接打印出程序等各种信息资料。
打印机的设置:请按照 Windows 打印机设置方法设置。
2-6-8 打印
可以打印出生产程序、生产管理信息、设备运行情况等书面资料。
除打印外,还可输出文本文件。
输出到打印机时,请参见「2-6-7 打印机设置」进行必要的设置。
2-6-9 控制数据管理
请参见附件 CD-ROM 中的[使用说明书]。
2-11
第2章 生产 Rev03
2-7 生产准备
<步骤>
開始
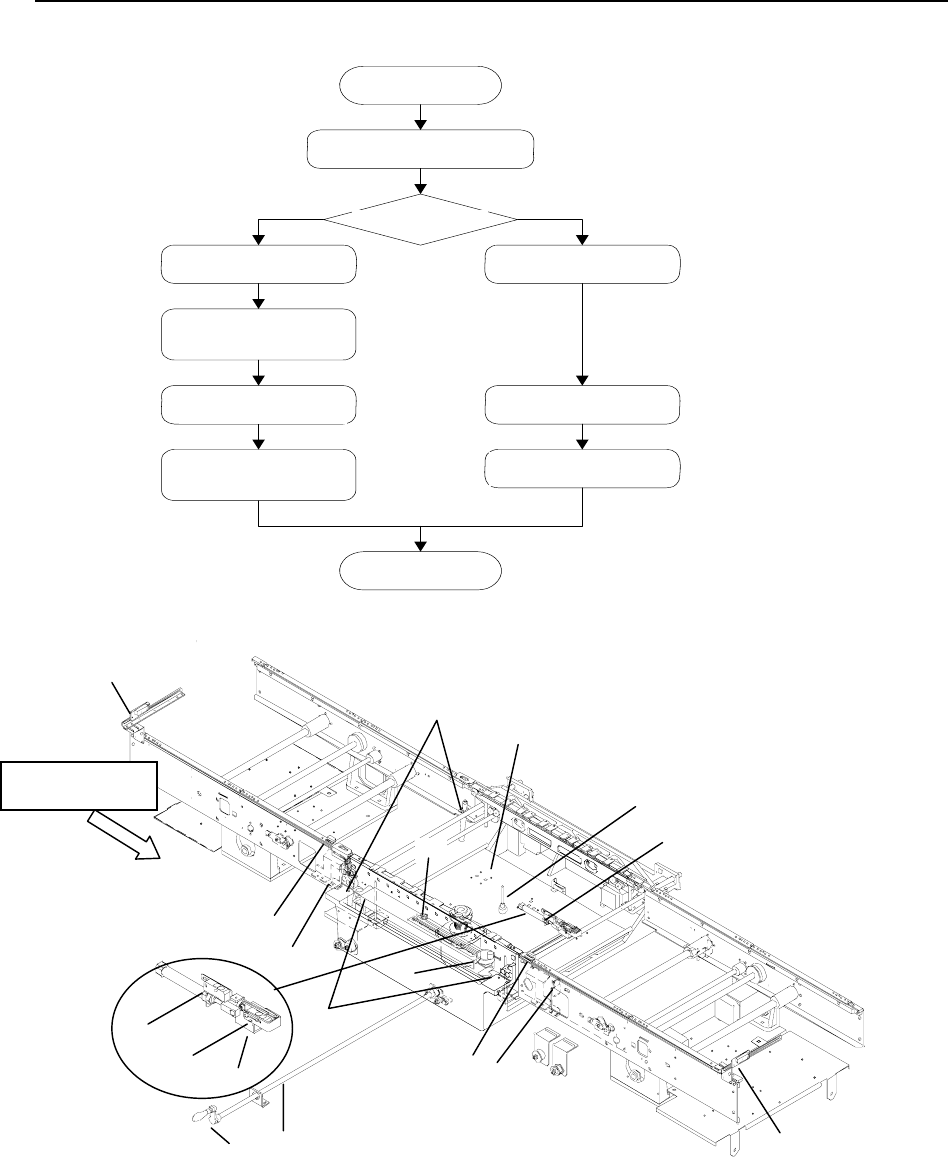
图 2-7-1-1 基板传送
①传入传感器 ⑤ C-OUT 传感器 ⑨定心销 ⑬调节挡块
②传出传感器 ⑥ C-OUT2 传感器 ⑩支撑台 ⑭调整杆
③待命传感器 ⑦支撑销检测传感器 ⑪支撑销 ⑮手柄
④停止传感器 ⑧定位挡块 ⑫调节手柄 ⑯基板察觉挡销
⑪
②
⑦
⑤
⑥
⑫
①
③
④
⑧
⑧
⑨
⑬
⑭
⑦
⑩
⑯
⑮
基板传送方向
搬送レール幅調整
基板固定方法
外形基準
穴基準
ストッパ位置調整
センタリングピン
位置調整
サポートピン配置
基準ピン/従動ピン
位置設定
外形基準位置設定
終了
サポートピン配置
ストッパ位置調整
开始
调整传送轨道宽度
外形基准
孔基准
固定基板的方法
调整定
位
档块
调整定位档块
调整定心销位置
配置支撑销
配置支撑销
设定外形基准位置
设定基准针/从动针位置
退出
2-12
第2章 生产 Rev03
2-7-1 安装基板
固定基板(定心)有两种方法:
使用 Y 钳夹的“外形基准”方法和使用定心销的“销基准”方法(选项)。
下面讲述通过「生产」的「简易准备」画面安装基板的几种方法。
2-7-1-1 调整传送轨道宽度
1) 手动调整宽度(标准设备)时
<步骤>
1. 请调整传送轨道宽度。
①调整进/出站台时
将手柄安装在调整杆上,调整传送轨道宽度,以使基板能平滑通过(“基板宽度+0.5mm~
1mm”)。
②调整中心站台的宽度时(只可从「简易准备」、「机器设置」、「手动控制」画面上进行调
整),
用 HOD 调整至传送轨道宽度,以使基板能平滑通过(“基板宽度+0.5mm~1mm”)。
2. 确认在整个传送轨道范围内基板通行是否顺畅。
请选择「简易准备」的“个别控制”(参见图 2.7.1.5,关闭基板察觉挡销后进行
确认。
3. 调整完成后,卸下手柄。
2) 自动调整宽度(AWC 选购项)时
也可以打开生产程序文件,在[自动调整基板宽度](AWC、选购项)画面上调整宽度。
这里,就「简易准备」画面上的调整方法,说明如下。
<在「简易准备」画面上的调整方法>
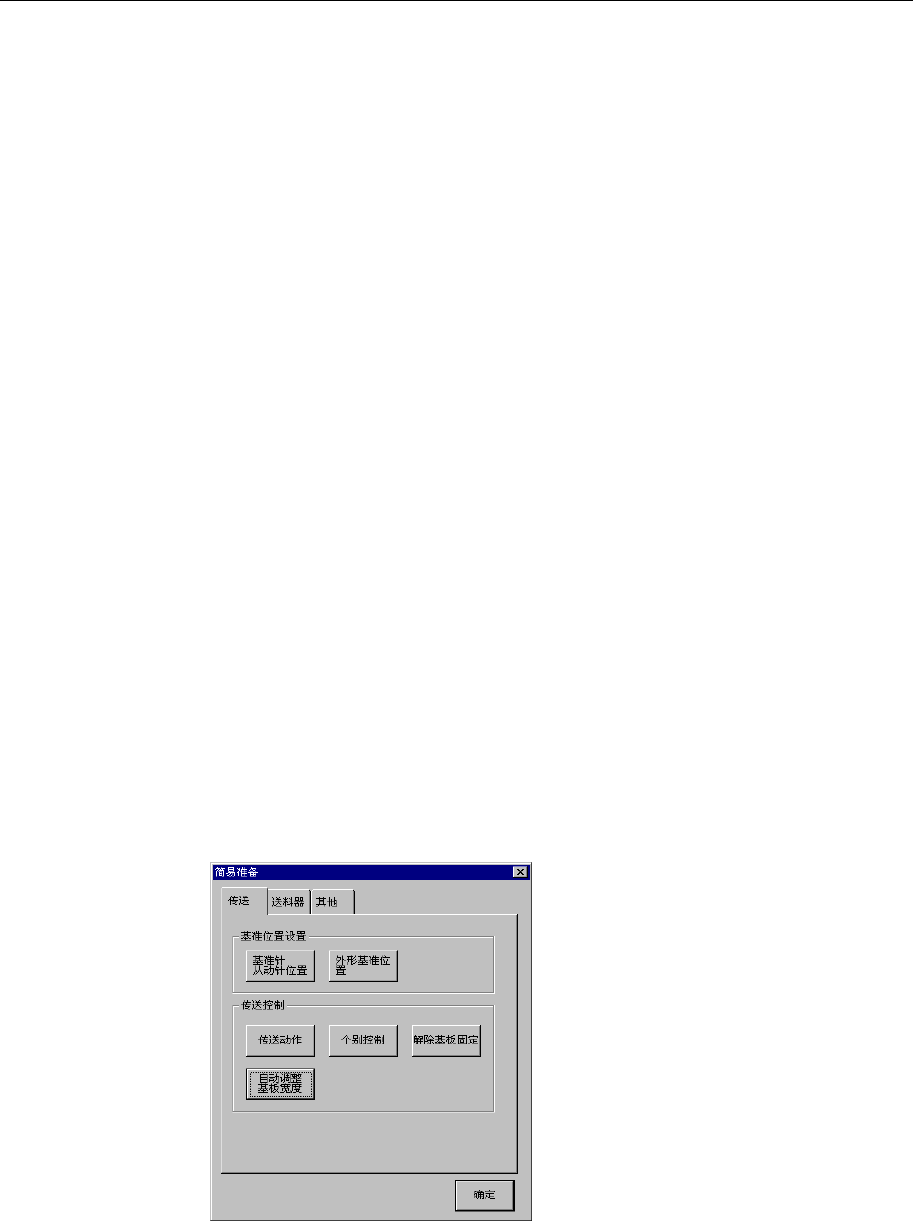
1. 启动「生产」。
2. 从菜单栏选择[生产支援]-[简易准备] 。
图 2.7.1.2
3. 调整传送宽度。
单击“传送”标签的“自动调整基板宽度”后,出现“自动调整基板宽度”画面。
2-13