JUKI-FX-1_1R操作手册.pdf - 第36页
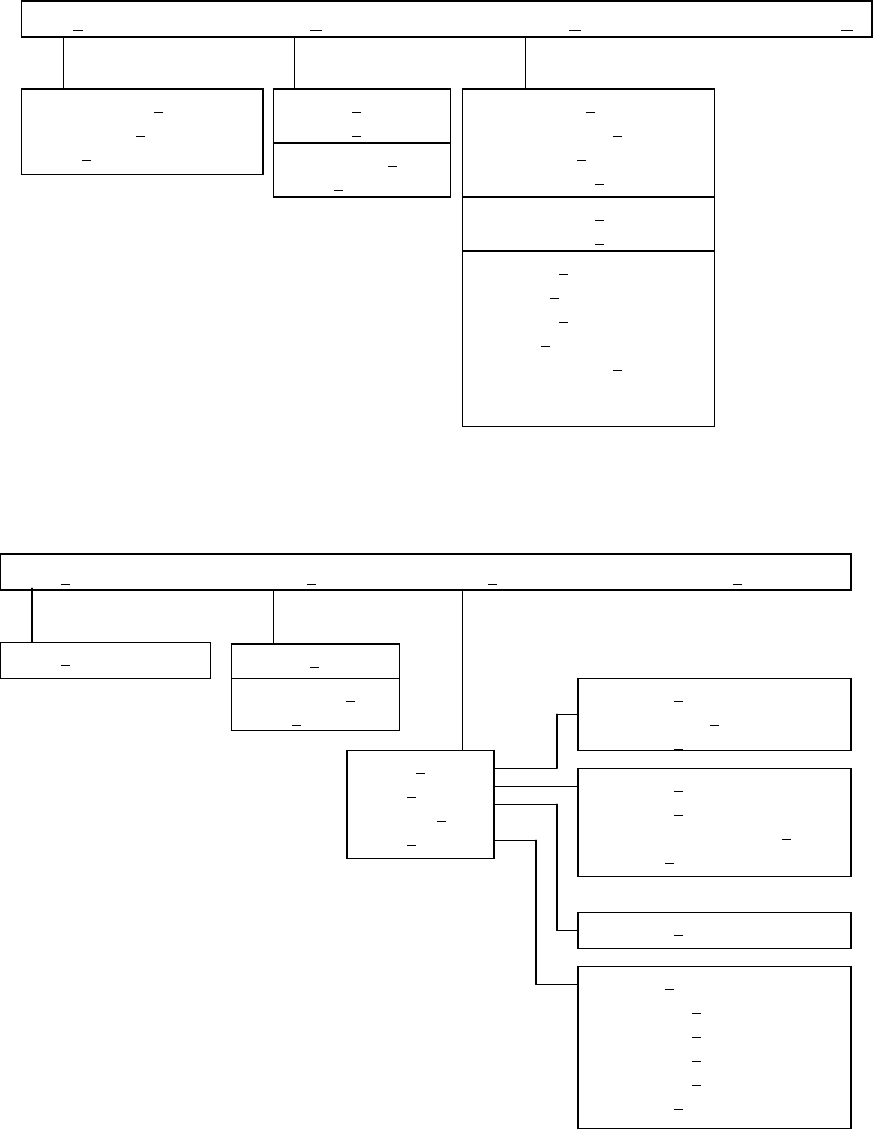
第 1 章 设备概要 Rev03 4) 机器设置 文件 ( F ) 显示 ( V ) 设置各组 ( G ) 帮助 (H ) ATC吸嘴配置(A)… 无吸嘴时真空值(V )… 基准针位置(R )… 外形基准位置(E )… 注册吸嘴一览(L)… 读吸嘴数据(N )… 退出(X ) 元件废弃位置(T)… Head待命位置(W ) 使用单元(D)… HLC连接(L )… 基板传送(C )… 信号灯(S )… 坏板标记读入器(B )… CAL 块…
第 1 章 设备概要 Rev03
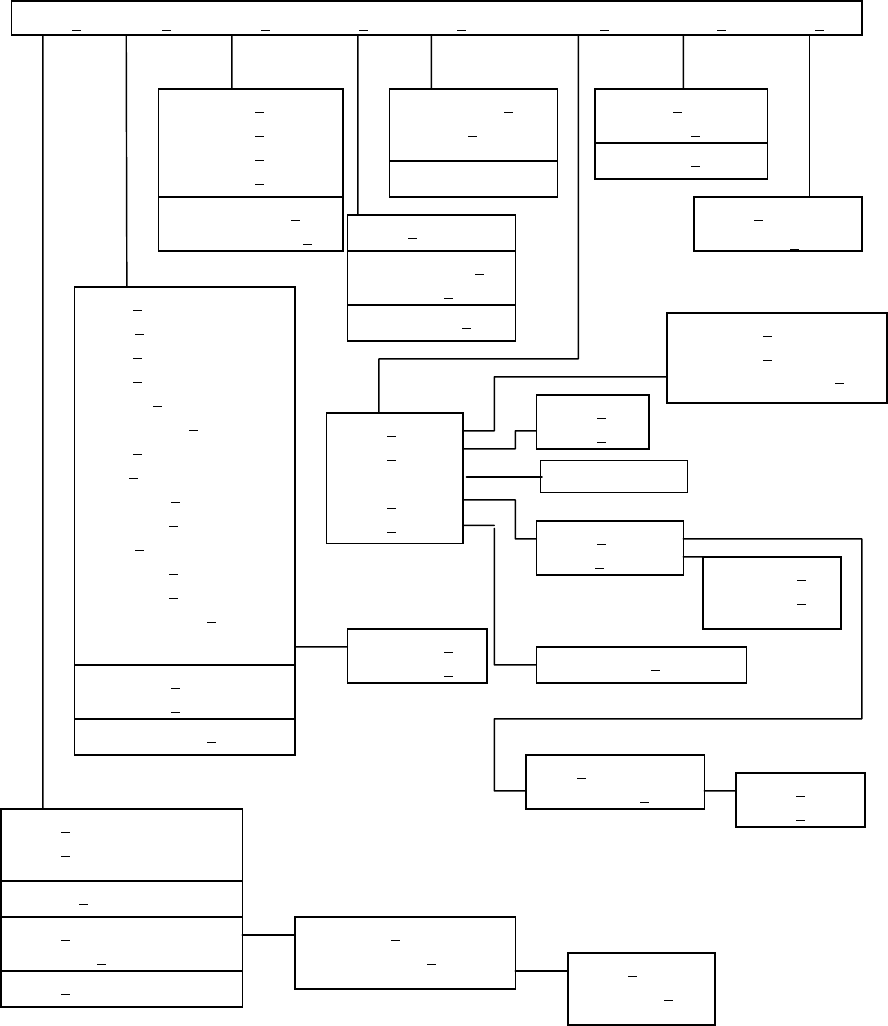
3) 编辑程序
文件(F) 编辑(E) 数据(C) 优化(O
) 显示(V) 机器操作(M) 数据库(D) 帮助(H)
命令(C) F1
版本信息(
A)…
注册 (B)
命令列表(
C)…
重新查找(R)…
基板数据(B)
贴片数据(
P)
元件数据(
C)
吸取数据(
I)
送料器分布 (F)…
工具栏 (
T)
贴片位置
(P)
优化(G)…
剪切(T) Ctrl+X
删除(
D)
复制(
C) Ctrl+C
粘贴(
P)… Ctrl+V
插入行(
I)
复制并插入(
U)
跳过(
J)… Ctrl+G
查找(
F)… Ctrl+F
向前查找(
R) F7
向后查找(
N) Shift+F7
替换(L)…
单格复制(
O) Ctrl+E
单格粘贴(
A) Ctrl+R
修改元件名称(
H)…
反映元件层 >>
新建(N) Ctrl+N
打开(
O)… Ctrl+O
保存(S) Ctrl+S
另存为(A)…
分割贴片数据(P)…
吸嘴分布(
N)…
元件供应数(S)…
数据完成状态(S)…
数据一致性检查(
L)…
粘贴矩阵(M)…
图像复制(
V)…
复制生产程序(Z)…
全部元件(A)
当前元件(
O)
前面(F)…
后面(
R)…
BOC(B)…
送料器台架(
F) >>
贴片跟踪(P)…
吸取跟踪(
I)…
高度跟踪(
H)…
标记(M) >>
坐标(
C) >>
标记数据库(M)…
传送(T) >>
测量(
M)>>
检查(I)>>
确认(
C)>>
管理(
A)>>
单独(C)…
连续(
A)…
基板送入(L)…
基板送出(
E)…
自动调整基板宽度(
A)…
速度确认(S)…
打印(P) >> 程序数据(P)…
环境设置(
C)…
生产管理信息(
M)
退出(X)
优化(
O) >>
选项(O)
吸嘴分配(
N)
供应数量(
S)
1-19
第 1 章 设备概要 Rev03
4) 机器设置
文件(F) 显示(V) 设置各组(G) 帮助(H)
ATC吸嘴配置(A)…
无吸嘴时真空值(V
)…
基准针位置(R
)…
外形基准位置(E
)…
注册吸嘴一览(L)…
读吸嘴数据(N
)…
退出(X
)
元件废弃位置(T)…
Head待命位置(W
)
使用单元(D)…
HLC连接(L
)…
基板传送(C
)…
信号灯(S
)…
坏板标记读入器(B
)…
CAL 块标记脏污设置(K)…
标记识别速度设定(M)…
工具栏(T)
状态栏(S
)
设定值一览(V)
框图(D
)
5) 手动控制
文件(F) 显示(V) 控制(C) 帮助(H)
状态栏(S)
退出(X)
Head控制(H设定值一览(V)
Head (H) >>
传送(C
) >>
供给装备(F
) >>
其它(O
) >>
)…
Head设备控制(D
)…
激光控制(L
)…
个别控制(I)…
自动控制(A
)…
自动调整基板宽度控制(W
)…
Y台控制(Y
)…
顶针控制(F)…
ATC控制(A)…
信号灯控制(S
)…
校准台控制(C
)…
其它传感器(O
)…
驱动器状况(D
)…
伺服状态 (V
)
框图 (D
)
1-20
第2章 生产 Rev03
第2章 生产
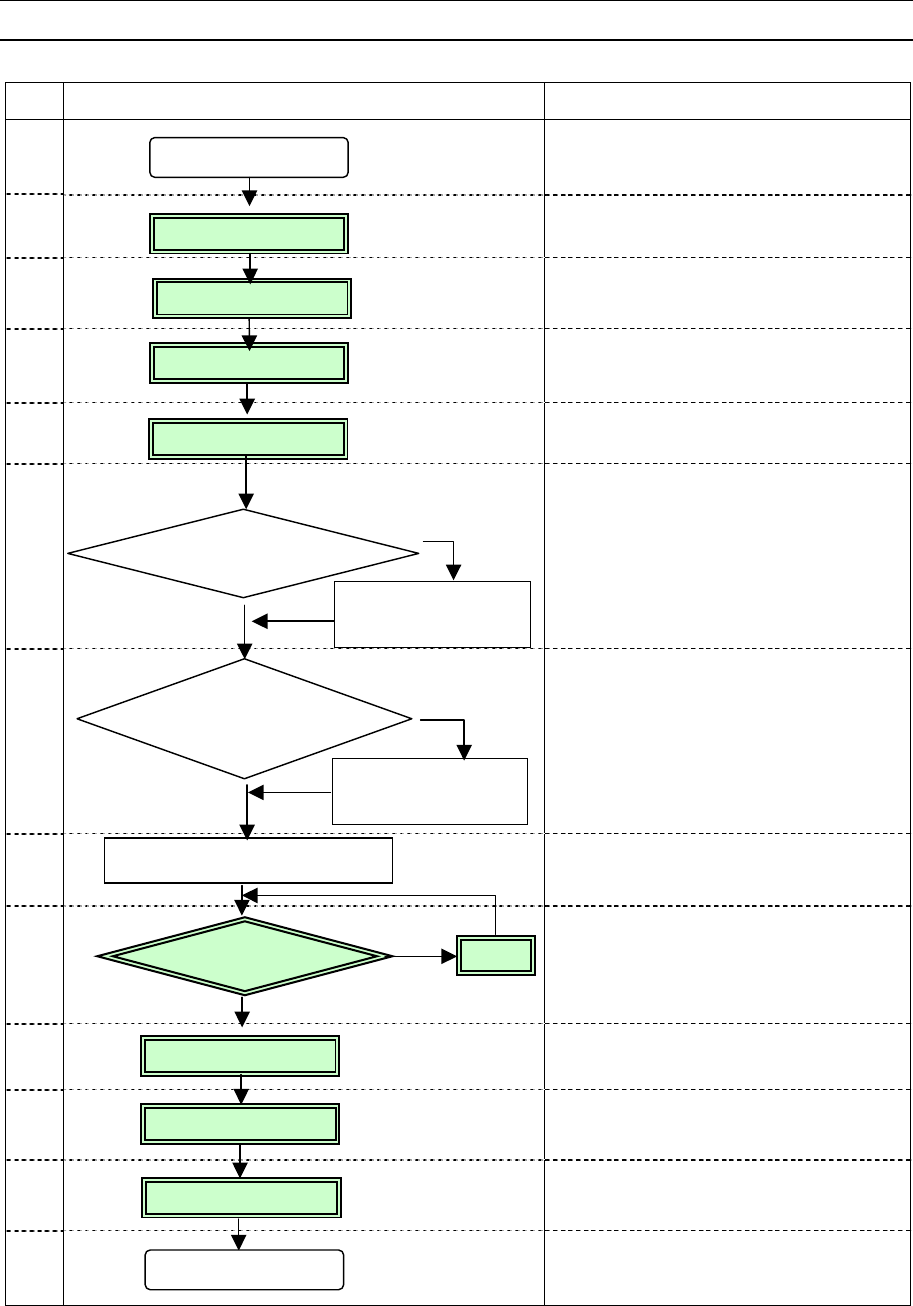
2-1 流程图
本章将对下列图表中的 No2~No5、No9~No12 项进行说明。
No. 流程图 备注
1
进行日常检查;确认主空气压力
(0.49Mpa),检查 ATC 周围状况等。
2
3
启动前,确认设备内部是否有异物等。
4
在节假日后或寒冷地带使用前,需要进
行预热(10 分钟左右)。
5
6 在日常检查中或在设置基板、清洁吸
嘴、改变基准销位置后,如果改变了
机器的初始设置时,请重新进行“机
器设置”。
(参见“第 5-4 章 机器设置”)
7
参见“第 5-1 章 数据库”
8
9
出现贴片位置偏移、定心不准等未能
正常贴片的情况时,可用“编辑程序”
进行修正。部分元件的数据,可在“生
产”画面上进行修正。
10
11
12
13
定期检修
(参见“第 3 章 日常检査”)
返回原点
预热
设置基板
机器设置状况的变更
在“机器设置”
上设定变更部分
制作元件数据库
用“数据库”来
制作元件数据
生产
退出生产
日常检査
电源 OFF
无贴片错误时
确认贴片
有贴片错误时
必要时
必要时
不必时
不必时
修正
编辑、制作生产程序
电源ON
设备检查
2-1