JUKI-FX-1_1R操作手册.pdf - 第311页
第 6 章 操作故障的排除方法 Rev03 第 6 章 操作故障的排除方法 6-1 FX-1/FX-1R 操作中的操作故障排除方法 本章对FX-1/FX-1R使用中可能发生的故障,及其排除方法进行说明。 说明按故障的易发程度列出,请按序列号找出对应方法。 6-1-1 贴片偏移 6-1-1-1 整个基板发生贴片偏移(每个基板都反复出现)。 原因 措施 ① “贴片数据”的 X、Y 坐标输入错误。 ① 重新设定 “贴片数据” (确认 CAD …
第 5 章 其它功能 Rev03
5-7-3-2 手动归还
激光脏污时(超过 0.06 的线)的操作方法如下:
操纵[XY 移动]按钮、[Z 移动]按钮、[ATC 开]按钮、[ATC 关]按钮,将机头移动到
操作员近处,再用手从贴片头上卸下吸嘴。
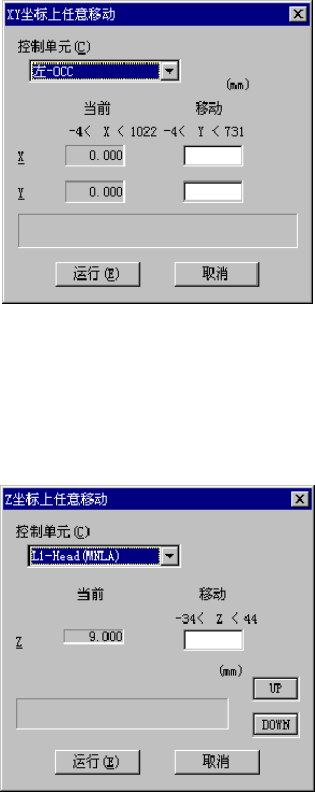
按下[XY 移动]按钮后,显示 图 5-7-3-3。输入移动坐标后,单击「执行」。
坐标(0,0)为 XY 完成返回原点时的位置(正面左前)。
图 5-7-3-3 XY 任意坐标移动画面
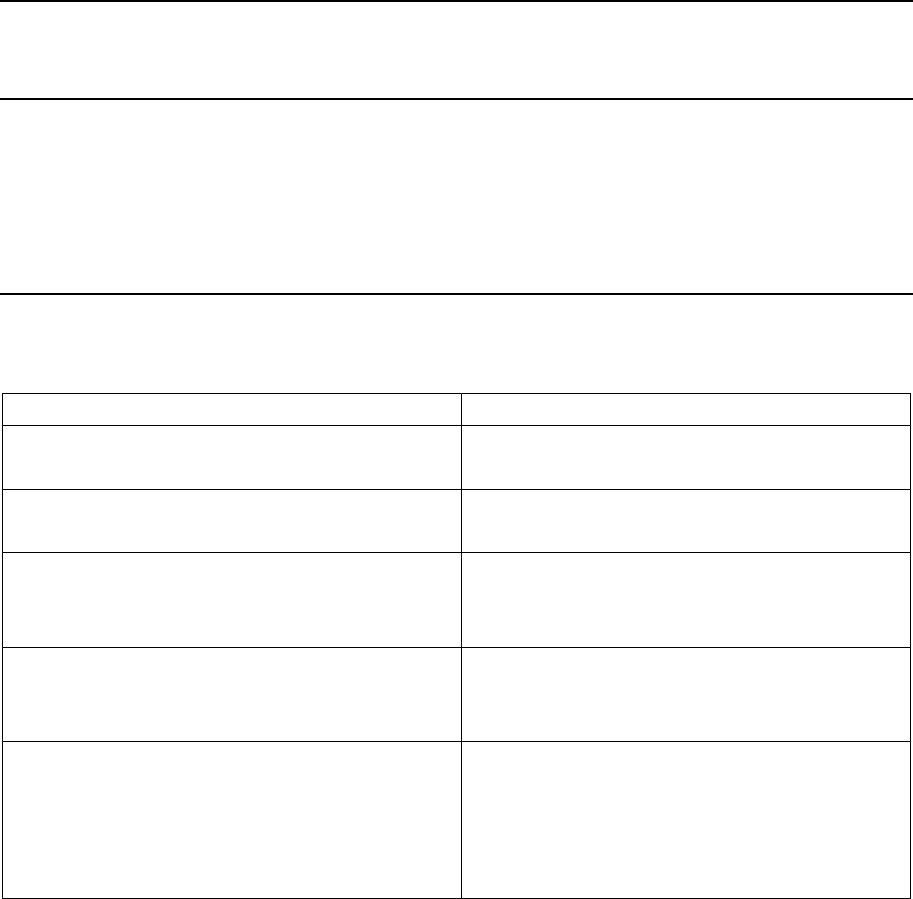
按下[Z 移动]按钮时,显示 图 5-7-3-4。
Z 轴的坐标原点为基板高度的坐标原点(0),在原点之上为“上+”,下为“下-”。
图 5-7-3-4 Z 轴任意坐标移动画面
5-73
第 6 章 操作故障的排除方法 Rev03
第 6 章 操作故障的排除方法
6-1 FX-1/FX-1R 操作中的操作故障排除方法
本章对FX-1/FX-1R使用中可能发生的故障,及其排除方法进行说明。
说明按故障的易发程度列出,请按序列号找出对应方法。
6-1-1 贴片偏移
6-1-1-1 整个基板发生贴片偏移(每个基板都反复出现)。
原因 措施
① “贴片数据”的 X、Y 坐标输入错误。 ① 重新设定“贴片数据”(确认 CAD 坐标或重新
示教等)。
② BOC 标记位置偏移或脏污。
尤其是脏污时,极其容易导致贴片偏移。
② 确认并重新设定 BOC 标记。
加强管理,以防弄脏 BOC 标记。
③ 制作数据时,在未实施 BOC 校准的状态下,对
贴片坐标进行了示教。
③ 制作好“基板数据”后,务必执行“BOC 校
准”,然后再对“贴片数据”进行示教。 (请
参见第 4-5-4-3-1 章 标记系:BOC)。
④ 采用 CAD 坐标的同时,又用基板数据进行 BOC
标记示教。
④ 采用 CAD 坐标后,切勿进行 BOC 标记示教。
如果进行了 BOC 标记示教,应对所有贴片坐
标重新示教。
⑤ 使用 CAD 数据时,CAD 数据的贴片坐标,或BOC
标记的坐标有错误。
⑤要确认 CAD 数据,如有错误时,要重新对全
部贴片数据进行示教。如果都偏向一个方向
时,则应移动基板数据的 BOC 坐标(例:在 X
方向偏移“0.1mm”时,所有 BOC 标记的 X
坐标都必须加上“0.1mm”),以校正偏移。
6-1
第 6 章 操作故障的排除方法 Rev03
6-1-1-2 整个基板的贴片参差不齐(每个基板的偏移状况不同)
原因 措施
① 未使用 BOC 标记。
在此情况下,各基板的贴片精度可能参差不
齐。
①必须使用 BOC 标记。如果基板上没有 BOC 标记
时,要使用模板匹配功能(请参见第 4-5-2-3-2 章)。
② BOC 标记脏污。
在此情况下,各基板的贴片精度可能参差不
齐。
② 清洁 BOC 标记。
加强管理,防止弄脏 BOC 标记。
③ “基板数据”中的“基板厚度”输入错误。在
此情况下,上下方向出现松动,使基板在生产
过程中向 XYZ 方向移动。在 Z 轴下降中途贴片
元件可能脱落。
③ 确认并修正“基板数据”的“基板高度”与“基
板厚度”。
(请参见第 4-3-3-2-2 章的 No 6)、No 7))
④ 支撑销设置不良。在薄基板或大型基板时,易
发生贴片偏移。
④ 重新设置支撑销。尤其是贴片精度要求高的元
件下面,要重点配置支撑销。
⑤ 基准销与基板定位孔之间的间隙过大,基板在
生产过程中因振动而移动。
⑤ 要使用与基板定位孔一致的基准销,或将定位
方法改变为“外形基准”。
⑥ 因支撑台下降速度较快,基板释放时,已完成
贴片的元件易产生移动。
⑥ 在“机器设置”的“设置各组”/“基板传送”
中,把支撑台“下降加速度”设定为“中”或
“低”。(请参见 5-4-4-9 章)
⑦ 基板表面平度差。 ⑦ 需要重新考察基板本身。
另外,通过调整支撑销配置,也会有一些效
果。
⑧ 贴片头部的过滤器或空气软管堵塞。在此情况
下,贴片过程中真空被破坏时,残余真空压力
可将元件吸起。
⑧ 执行“自动校准”的“真空校准”。
(请参见 5-6-4 章)
如无效果,请更换贴片头部的过滤器或空气软
管。
6-2