JUKI-FX-1_1R操作手册.pdf - 第180页
第 4 章 生产程序编辑 Rev03 4-3-5-2-6. 检测 设定检查“芯片站立”、“检测吸取位置偏差”,“异类元件判定”。 图 4-3- 5-15 元件数 据(检测) 1)芯片站立 指定是否执行芯片站立检查。 通常, 3216 以下的芯片元件必须进行芯片站立检查。 检查是在 移动中进行的,所以不降低生产节拍。 ※ 判定值 : 从输入的元件的高度尺寸自动计算输入相应值。 若激光定心时的测量值超过这里 的设定高度时,会发生芯片站立错误…

第 4 章 生产程序编辑 Rev03
7)細分元件种类
①元件种类
显示该细分元件种类名。本项目不能更改。
②基板支架加速度
设定该元件贴片后的 Y 台最大加速度。生产中,Y 台的加速度以所贴片元件中的基板支架
加速度最小值(最慢加速度)驱动。
可设定的最大加速度如下:
·FX-1:100%
·FX-1R:156%
FX-1 的最大加速度显示 100%,因此 FX-1R 的最大加速度为 156%。
图
4-3-5-14 分元件
细种类
4-53
第 4 章 生产程序编辑 Rev03
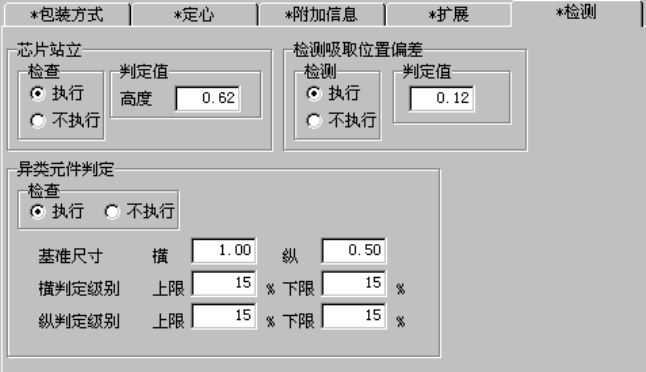
4-3-5-2-6. 检测
设定检查“芯片站立”、“检测吸取位置偏差”,“异类元件判定”。
图 4-3-5-15 元件数据(检测)
1)芯片站立
指定是否执行芯片站立检查。通常,3216 以下的芯片元件必须进行芯片站立检查。检查是在
移动中进行的,所以不降低生产节拍。
※判定值:从输入的元件的高度尺寸自动计算输入相应值。若激光定心时的测量值超过这里
的设定高度时,会发生芯片站立错误。
2)检测吸取位置偏差
设定是否执行吸取位置偏移的检查。若吸取位置偏移超过判定值,会发生错误。
3)异类元件判定
设定是否执行异类元件判定、执行时的基准尺寸、判定级别。
执行异类元件判定时,激光定心时检查元件的长宽尺寸,如与设定值不相同则判断为异类元
件,产生错误。
主要用于检查是否错误安装尺寸不同的元件。
检查与生产时的激光定心同时执行。
4-54
第 4 章 生产程序编辑 Rev03
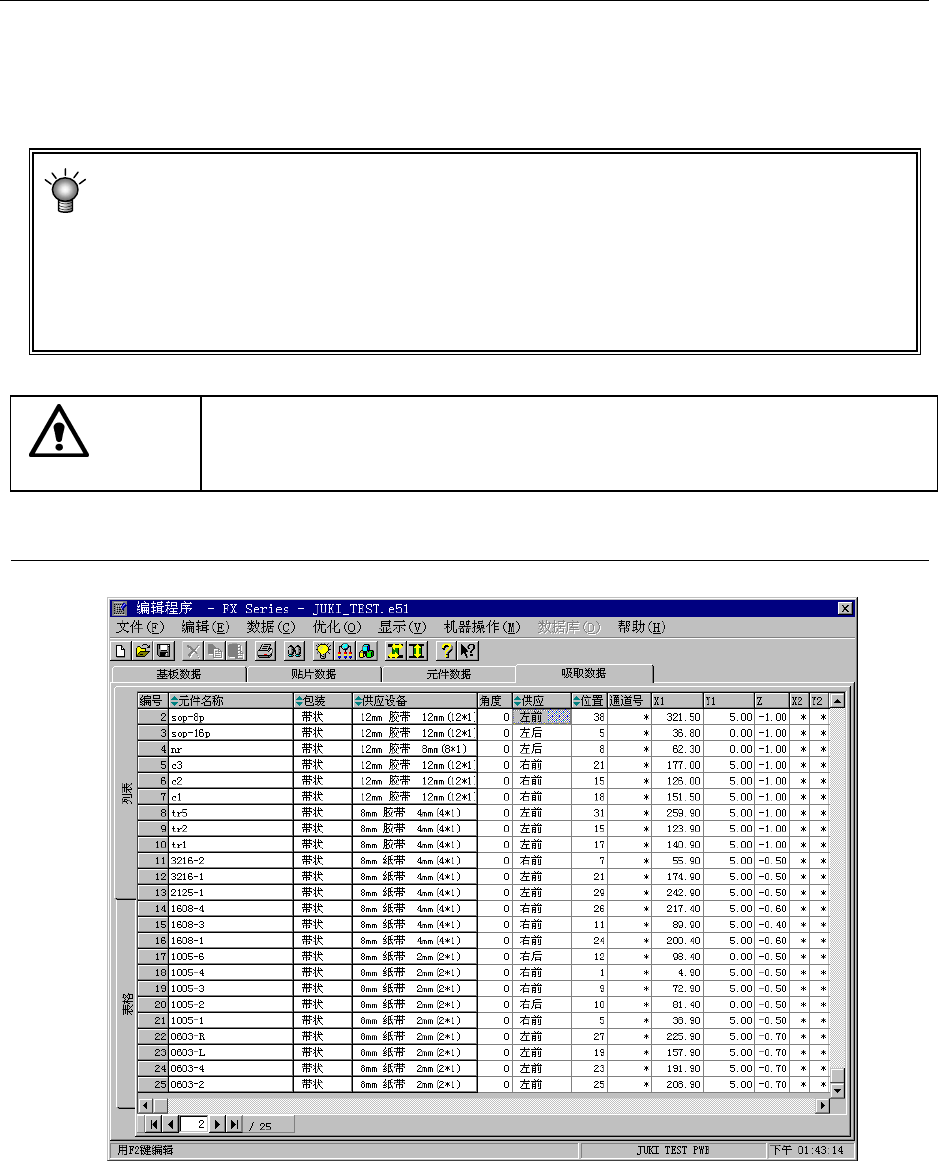
4-3-6 吸取数据
可以指定各元件供给位置和吸取位置。
送料台上可以安装带状送料器,管状送料器,散装送料器。
一个送料器台架上有 39 个安装送料器的孔,送料器前端的销所插进的孔号,是这个送料器的配
置号。
※统一交换台有上下两列数字。统一交换台安装在前侧时,是上段号码,统一交换台安
装在后侧时是下段号码。
※吸取位置进行优化自动配置,但下列情况进行手动配置。
●固定送料器的配置时
●优化后,变更送料器配置时
读取其它机种的生产程序文件后,因机种不同基准的坐标不同,有时会重新计
算吸取数据的吸取坐标。因此读取其他机种的生产程序后,必须再确认吸取坐
标。
注意
4-3-6-1 吸取数据画面显示
显示吸取数据时,首先打开列表画面。
图 4.3.6.1 吸取数据 列表画面
4-55