NPM-D3规格说明书.pdf - 第9页
NPM-D3 2014.0428 - 3 - 基板传送损失的降低 NPM-D3 通过基板传送损失的降低,提高整体生产率。 1) 通过基板传送带的 3 分割,降低基板传送损失。 在贴装位置的上游侧或者下游侧使基 板待机,可以缩短基板传送时间。 ( 下图是短型规格传送带的基板待机 例子 ) 2) 通过改善基板排出时机,降低基板传送损失。 从基板支撑单元的下降动作开始到基 板开始排出为止,使其时间差为最短。 ( 背面有实装元件时 ) 3) 通…
NPM-D3 2014.0428
- 2 -
贴装速度
点胶速度
※1 进行描绘点胶(非接触点胶)时,需要高度传感器(选购件)。
※2 包括测定基板高度的时间( 0.5 s)。(30 × 30 mm 4 个角部测定)
Remarks
所谓最佳条件,是指按照本公司独自的规格规定的贴装和点胶条件。
:
贴装头
:
线性照相机
轻量
16
吸嘴贴装头规格
(
高生产模式「
ON
」时
)
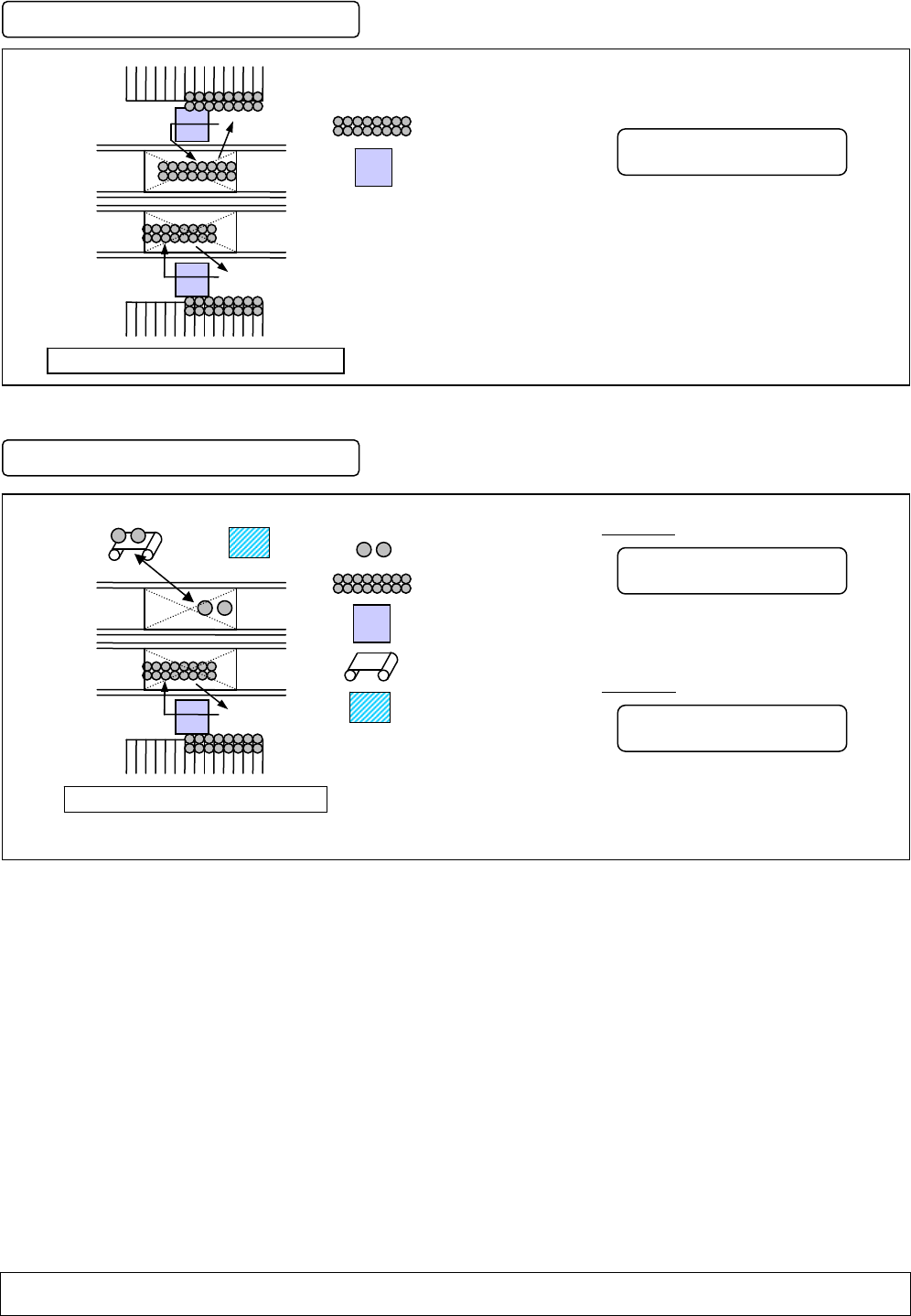
0.043 s/chip
贴装示意图
(
轻量
16
吸嘴贴装头
)
吸着
贴装
识别
识别
吸着
贴装
:
贴装头
:
线性照相机
点胶示意图
贴装
试点胶
识别
点胶
:
点胶头
:
试点胶单元
吸着
:
擦拭站
0.16 s/dot
打点点胶
4.25 s/part
※
2
描绘点胶
※1
X, Y = 10 mm
以下,无θ旋转,
吐出时间
20 ms
以内
,
连续点胶时最佳条件下
描绘尺寸
30 × 30 mm
以内,
角部点胶,最佳条件下
NPM-D3 2014.0428
- 3 -
基板传送损失的降低
NPM-D3 通过基板传送损失的降低,提高整体生产率。
1) 通过基板传送带的 3 分割,降低基板传送损失。
在贴装位置的上游侧或者下游侧使基板待机,可以缩短基板传送时间。
(下图是短型规格传送带的基板待机例子)
2) 通过改善基板排出时机,降低基板传送损失。
从基板支撑单元的下降动作开始到基板开始排出为止,使其时间差为最短。(背面有实装元件时)
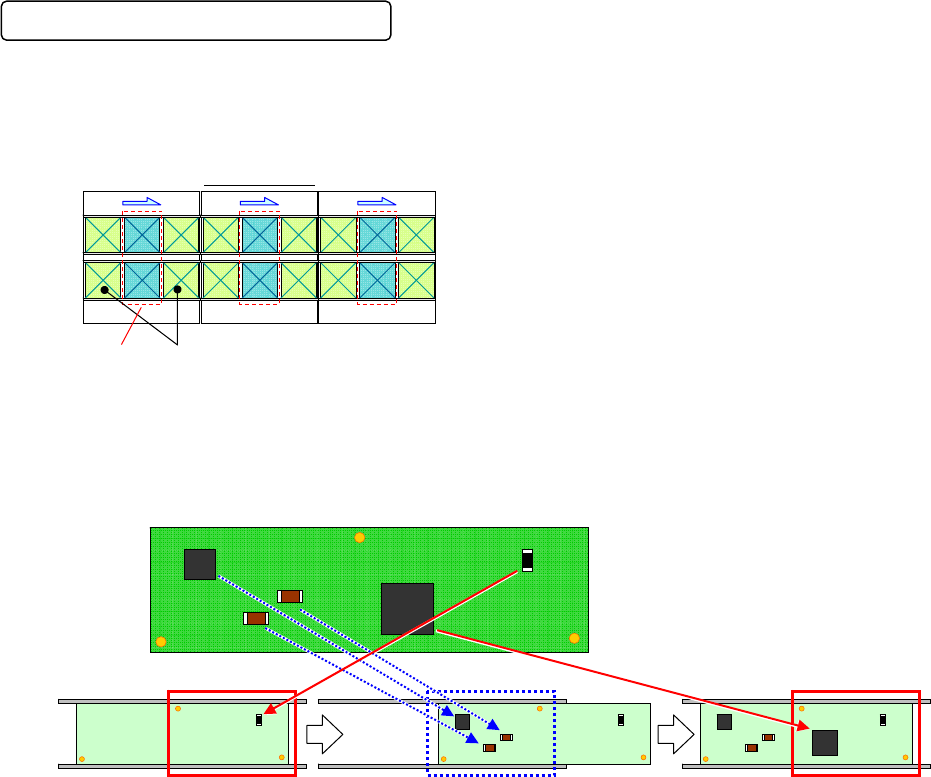
3) 通过「无滑动优化
※
」,削减分割实装时的基板传送损失。
以每台设备为单位分开贴装区域,可以消除分割实装时的基板滑动动作。
比如)
※ 为了使用本功能,在 1 条生产线最少需要 3 台以上的设备。
※ 本功能只有在提高生产率方面有效果时才被执行,根据生产条件(元件的卷盘数、供给部的空间限制等)不同,「无滑动」有可能无
效。
第 1 台: 只有分割实装① 第 2 台: 只有分割实装② 第 3 台: 只有分割实装①
CSP
BGA
贴装位置 待机基板(L 250 mm 以下)
短型规格传送带
NPM-D3 2014.0428
- 4 -
通用性
编带料架自由配置
※
如果在同一工作台内,可以自由配置编带料架。
生产中可以交替进行元件配置、在空料架槽可以配置下一机种的料架。
※ 需要通过「支援站: 元件校对类型」对编带料架事先写入信息。
同时需要「元件校对(许可证)」。
工作头交换功能
NPM-D3 能够以工作台为单位任意选择各种工作头(贴装头、点胶头、检查头
※2
)。
※1
交货后的设备可以交换贴装头。
※1 工作头以工作台为单位进行选择。前、后工作台可以设定不同类型的工作头。
但是,在托盘供料器的工作台,只可对应 8 吸嘴贴装头,2 吸嘴贴装头。
※2 检查头,只可选择前侧。
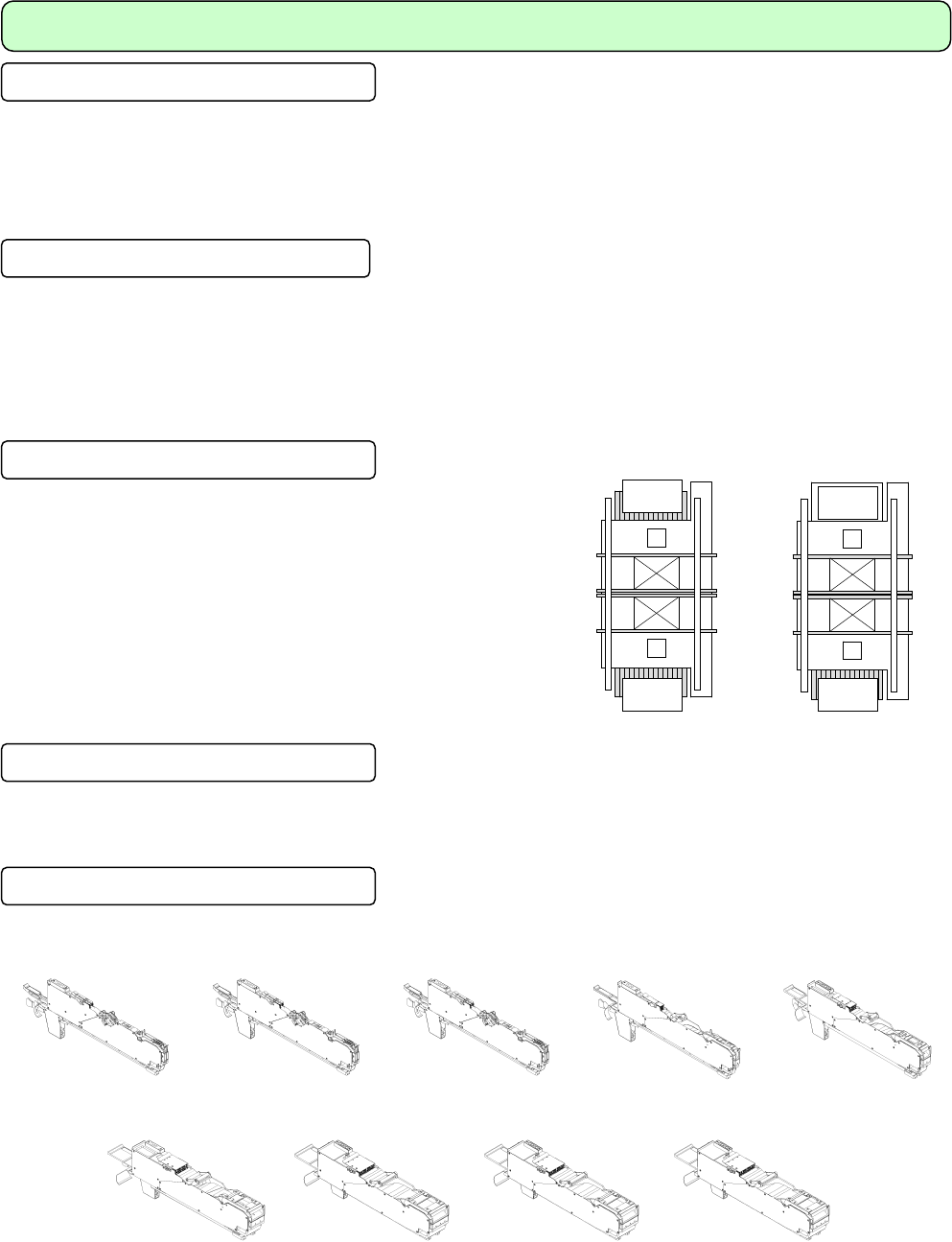
料架、托盘设置数量
NPM-D3 上最多可设置 34 站双式编带料架。
(编带宽 8 mm 时)
此时,能够设置 68 个卷盘。
17 站 × 2 卷盘 × 2 工作台
= 能够设置 68 个 8 mm 编带卷盘
连接托盘供料器(选购件)的工作台时,
能够最大安装 20 品种托盘。
与 CM 系列的兼容性
NPM 系列确保了在 CM 系列(CM602, CM402, CM401, CM400, DT401, CM232, CM212, CM101)中有丰富实绩的
料架、吸嘴等兼容性。
料架的通用性
与 AM100 以及 CM 系列有兼容性的料架,对应纸・塑料编带(8 mm ~ 104 mm)。
编带进给是伺服马达驱动,进给间距和速度是根据元件设定。这些参数设定是从主体发送的数据进行。
8 mm 双式编带料架 8 mm 单式编带料架 8 mm 薄型单式
编带料架
※
12 mm, 16 mm 共用
编带料架
24 mm, 32 mm 共用
编带料架
44 mm, 56 mm 共用
编带料架
72 mm 编带料架 88 mm 编带料架 104 mm 编带料架
※ 薄型编带料架,在 CM 系列无法使用。
料架工作台
17 站
托盘供料器
20 个
料架工作台
料架工作台
17 站
17 站