00193531-02.pdf - 第206页
7 Stationserweiterungen Betriebsanleitung SIPLACE S-27 H M 7.12 SIPLACE Productivity-Lift Softwareversi on SR.503.xxAusgabe 07/ 2003 DE 206 7.12.2 Realisierung de r Parallelbestückung Da Linien mi t parallel angeo rdnete…
Betriebsanleitung SIPLACE S-27 HM 7 Stationserweiterungen
Softwareversion SR.503.xx Ausgabe 07/2003 DE 7.12 SIPLACE Productivity-Lift
205
7.12 SIPLACE Productivity-Lift
7.12.1 Konzept der Parallelbestückung
In der Regel sind Bestücklinien in Serie angeordnet und seriell miteinander verkettet. Das
Bestückprogramm wird sequenziell abgearbeitet, während die Leiterplatten von einer Maschine
zur nächsten transportiert werden. Dies bedeutet, dass die Bestückung einer Leiterplatte auf
unterschiedliche Automaten verteilt ist.
7
Abb. 7.12 - 1 Serielle und parallele Linien im Vergleich
Bei der parallelen Verkettung werden die Bestückinhalte einzelner Automaten zusammenge-
fasst. Mehrere Automaten arbeiten dasselbe Bestückprogramm ab. Sie bestücken alle Bauele-
mente auf einer Maschine, die in der seriellen Verarbeitung auf mehrere Automaten verteilt sind.
Ist die Kapazität eines Automaten ausgelastet, werden die Leiterplatten zum nächsten Automa-
ten mit demselben Bestückprogramm transportiert und dort bestückt. Diese Kombination von
Maschinen mit gleichem Bestückinhalt wird als Gruppe oder Cluster bezeichnet.
Serielle Linie
Parallele Linie
Unterflurtransport
Gruppe (Cluster)
Horizontal-/
Vertikallift
7 Stationserweiterungen Betriebsanleitung SIPLACE S-27 HM
7.12 SIPLACE Productivity-Lift Softwareversion SR.503.xxAusgabe 07/2003 DE
206
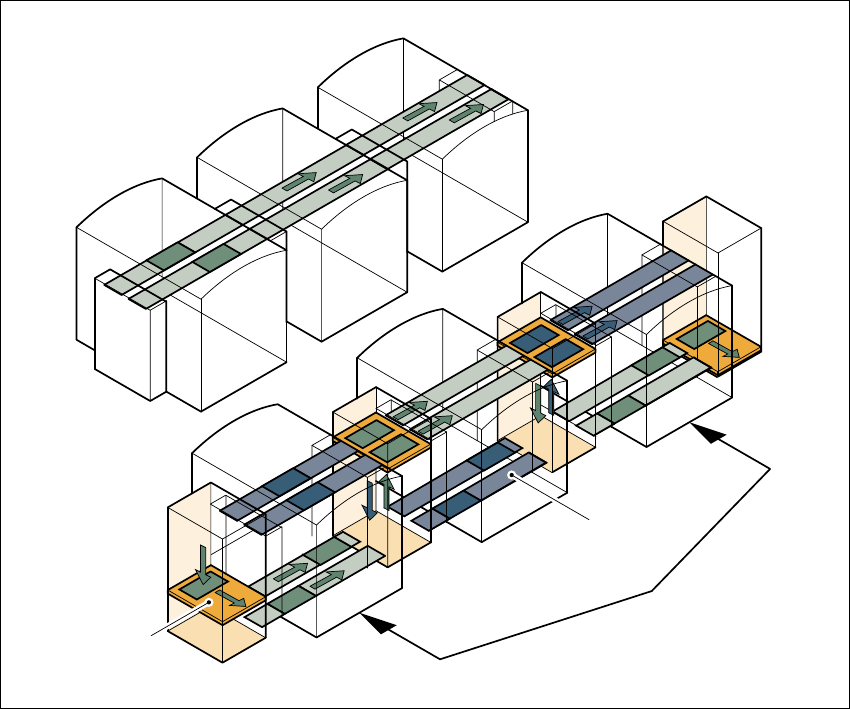
7.12.2 Realisierung der Parallelbestückung
Da Linien mit parallel angeordneten Automaten sehr viel mehr Stellflächen beanspruchen, wurde
das Konzept der Parallelbestückung mit Unterflurtransport und Horizontal-/Vertikal-Lift (HV-
Shuttle) realisiert. Dabei sind die Automaten immer noch in Serie angeordnet, doch über Liftein-
heiten und Unterflurtransporte wird ein Parallelbetrieb der Linie ermöglicht. Auf diese Weise
bleibt die Kompaktheit der SIPLACE-Linien nahezu erhalten.
Unterflurtransport
Zwei Transportbänder transportieren leere oder bestückte Leiterplatten unter den Maschinen
hindurch (siehe Abb. 7.12 - 1
).
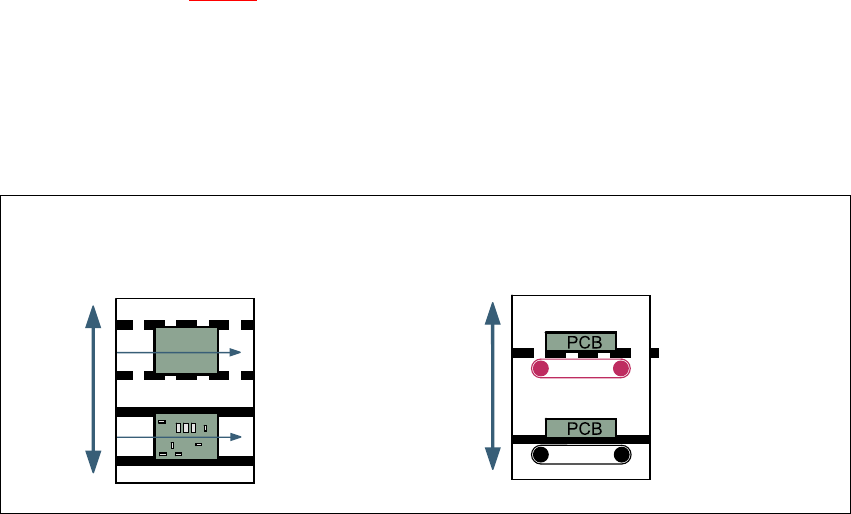
Horizontal-/Vertikal-Lift (Horizontal-/Vertikal-Shuttle)
Ein HV-Shuttle ist jeweils am Beginn einer Linie, zwischen den Automaten und am Ende einer
Linie angeordnet. Es transportiert die Leiterplatten zwischen Unterflurebene und Bearbeitungs-
ebene und zwischen den beiden Spuren der Unterflurtransporte.
7
Abb. 7.12 - 2 Horizontal-/Vertikal-Shuttle (HV-Shuttle), Transport-Spurwechsel und Liftfunktion
Horizontaltransport
HV-Shuttle
Liftfunktion
Vertikaltransport
Unbestückt
Bestückt
Standard-
transportebene
Unterflur-
transportebene
HV-Shuttle
Transport-Spurwechsel
Betriebsanleitung SIPLACE S-27 HM 7 Stationserweiterungen
Softwareversion SR.503.xx Ausgabe 07/2003 DE 7.12 SIPLACE Productivity-Lift
207
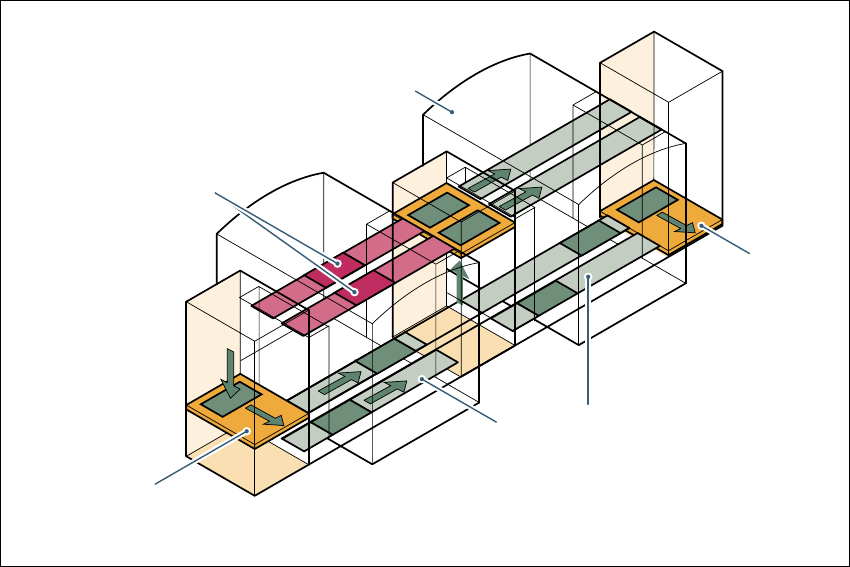
7.12.3 Vorteile des Productivity-Lifts
Mit dem Productivity-Lift lässt sich auf Grund erhöhter Bestückraten der Automaten innerhalb der
Linie die Produktivität der Linie insgesamt steigern.
7
Abb. 7.12 - 3 Productivity-Lift, Vermeidung von Stillstandszeiten
In parallel verketteten Linien können einzelne Automaten ausfallen, ohne dass die gesamte Linie
zum Stillstand kommt. Darüber hinaus ist ein Zugriff auf einzelne Maschinen möglich, während
die restliche Linie ohne Unterbrechung weiterbestückt.
Dies gilt beispielsweise für
– prozessbedingte Untersuchungen oder Testbetrieb
– Programmieren von LP-Marken, Gehäuseformen oder Testbestückungen,
– Instandhaltung oder Reparaturen
– Bedienfehler, wie das nicht rechtzeitige Anspleißen von Gurten oder das Fehlen von Bau-
elementen.
Ein weiterer Vorteil ist, dass die Linie über die Software beliebig umkonfiguriert werden kann,
ohne dazu Maschinen umstellen zu müssen.
Durch Bestückung belegte
LP-Transportstrecke
Bestückautomat
Horizontal-
und Vertikallift
Unterflurtransport
Spurwechsel