CN_Nordson_EFD_EV_Series_Operating_Manual.pdf - 第89页
EV系列自动点胶系统 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 89 Line Speed (线速) Line Speed (线速) 点击 点击 功能 功能 用于设定针头在程序中插入此命令的位置上的行进速度(mm/s),它优先于系统默认的线段速度设置。 Line Start (线段开始) Lin…
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
88
Line Dispense Setup (线段点胶设置)Line Dispense Setup (线段点胶设置)
点击点击 功能功能
用于设定系统线段点胶的方式。如果使用高粘度流体,在点胶机打开与流体开始流动之间往往会有一个延时。使
用“线段点胶设置”参数可对这一延时作出补偿。
参数参数 描述描述
Pre-move Delay
(移动前延迟)
移动前点胶机在一条线段起始点处保持打开的时长。此延时可防止针头在流体流动之前沿线段发
生移动。
Settling
Distance
(设置距离)
点胶机开启前,机械手离开直线线段起始点的移动距离。该距离为机械手提供了足够的起速时
间,主要用来消除过量流体在线段起始处的积聚。
Dwell Time
(停留时间)
点胶机关闭后,为了让压力在针头移至下一点前变得均衡而在线段点胶结束点处产生的延时。
Node Time
(节点时间)
仅针对“线段中间点”命令而产生的延时。针头经过线段中间点并在线段中间点处以一段指定时
间进行等待(在点胶机被激活的情况下)。
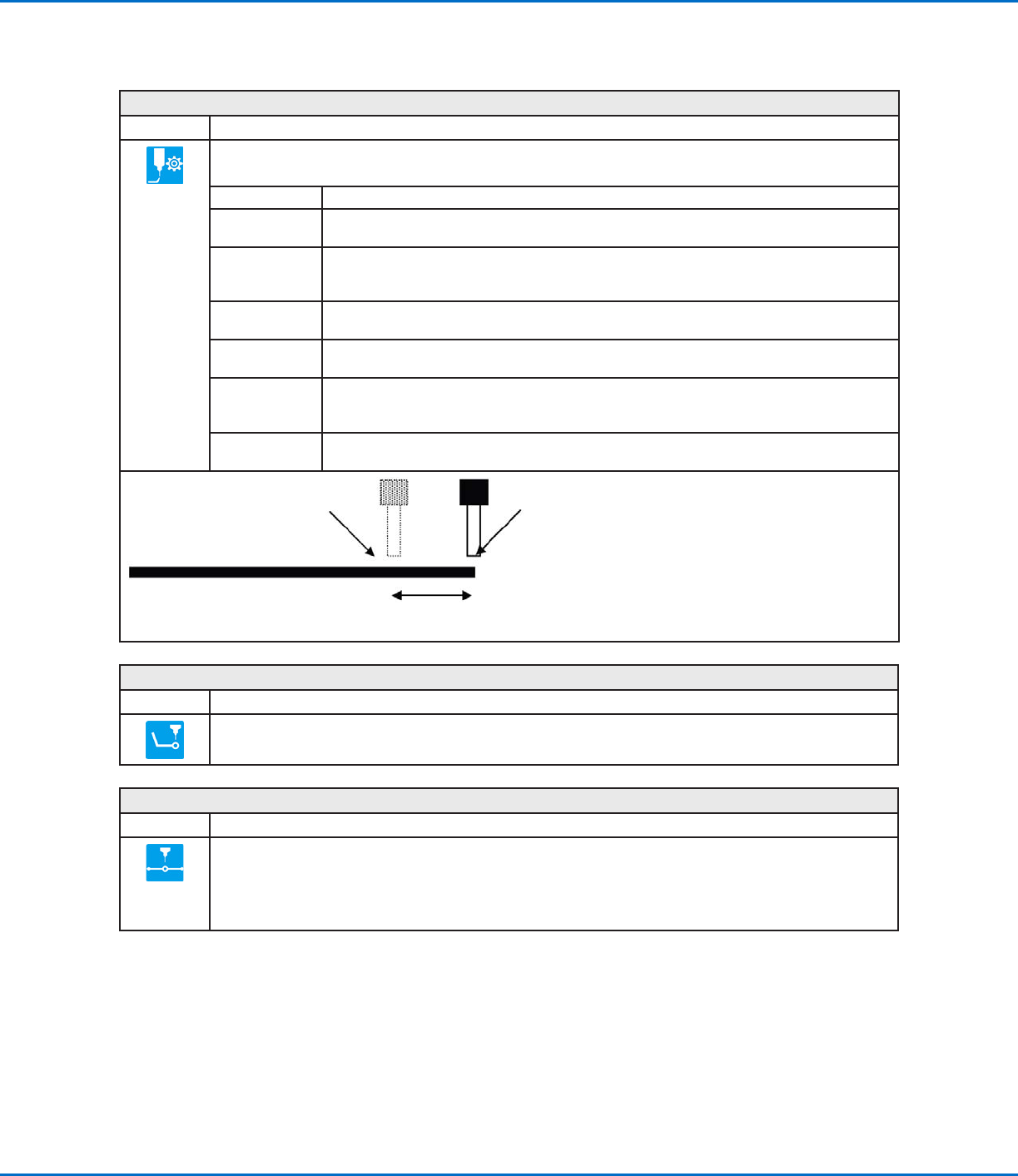
Shutoff
Distance
(关机距离)
为防止过量流体在线段结束点处发生堆积,点胶机在距离线段结束点前多远处关闭
(如下图所示)。
Shutoff Delay
(关机延迟)
点胶机在线段结束点处停止后保持开启的时长。
关机距离
针头继续移动至线段结束处点胶机在此处关闭
关机距离参数图例
Line End (线段结束)Line End (线段结束)
点击点击 功能功能
将当前XYZ位置记录为一个线段结束点。
注:对于一条线段来说,命令的正确序列如下:(1)线段起点(2)线段中间点(3)线段结束点。
Line Passing (线段中间点)Line Passing (线段中间点)
点击点击 功能功能
将当前XYZ位置记录为一个线段中间点。它指的是一条线段上针头方向会发生改变的位置,比如在矩形的角上。
注:
· 对于一条线段来说,命令的正确序列如下:(1) 线段起点 (2) 线段中间点 (3) 线段结束点。
· 在“圆弧中间点”命令的前/后,也可使用一个线段中间点。
I附录A - 命令功能参考(续)I附录A - 命令功能参考(续)
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
89
Line Speed (线速)Line Speed (线速)
点击点击 功能功能
用于设定针头在程序中插入此命令的位置上的行进速度(mm/s),它优先于系统默认的线段速度设置。
Line Start (线段开始)Line Start (线段开始)
点击点击 功能功能
将当前XYZ位置记录为一个用于线段点胶的线段起点。
注:对于一条线段来说,命令的正确序列如下:(1) 线段起点 (2) 线段中间点 (3) 线段结束点。
Loop Address (循环地址)Loop Address (循环地址)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
程序循环回到一个特定地址(A)或标签,循环次数采用“计数”(Count)中设定的次数。
参数参数 描述描述
Address
(地址)
程序将跳转至的地址(A)或标签号。跳转地址(A)或标签必须在当前地址之前。
Count
(计数)
执行循环的次数
Mark Adjust (标记调整)Mark Adjust (标记调整)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
当结合“查找标记”命令使用时,可让系统查找“查找标记”命令的No.(编号)字段中设定的基准标记。当系统找
到标记后,会检查工件的XY位置并对点胶路径作出相应调整。
Multi Needle (多针头)Multi Needle (多针头)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
安装多台点胶设备时,确定点胶设备(即针头编号)根据此命令来执行命令。目前最多可安装5台点胶设备,所以针
头编号参数为1-5。
注:为了使这项功能正常运行,必须另外安装并设置点胶设备。请参见第105页“附录E - 多针头设置和使用”。
Output (输出)Output (输出)
点击点击 功能功能
可让程序从指定的输出端口发出输出信号。
参数参数 描述描述
Port(1-8)
[端口(1-8)]
用于设定输出端口号
0 Off, 1 On 关闭或开启输出
I附录A - 命令功能参考(续)I附录A - 命令功能参考(续)
EV系列自动点胶系统
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
90
Park Position (停驻位置)Park Position (停驻位置)
点击点击 功能功能
使针头移动到“系统设置”屏幕上“停驻位置”中设定的停驻位置。
Ptp (Point to point) Speed [PTP(点到点)速度]Ptp (Point to point) Speed [PTP(点到点)速度]
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
用于设定机械手在程序中插入此命令的位置上从一点到另一点的加速度(设为百分比),它优先于系统默认的点到
点速度设置。
QA Capture (QA获取)QA Capture (QA获取)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
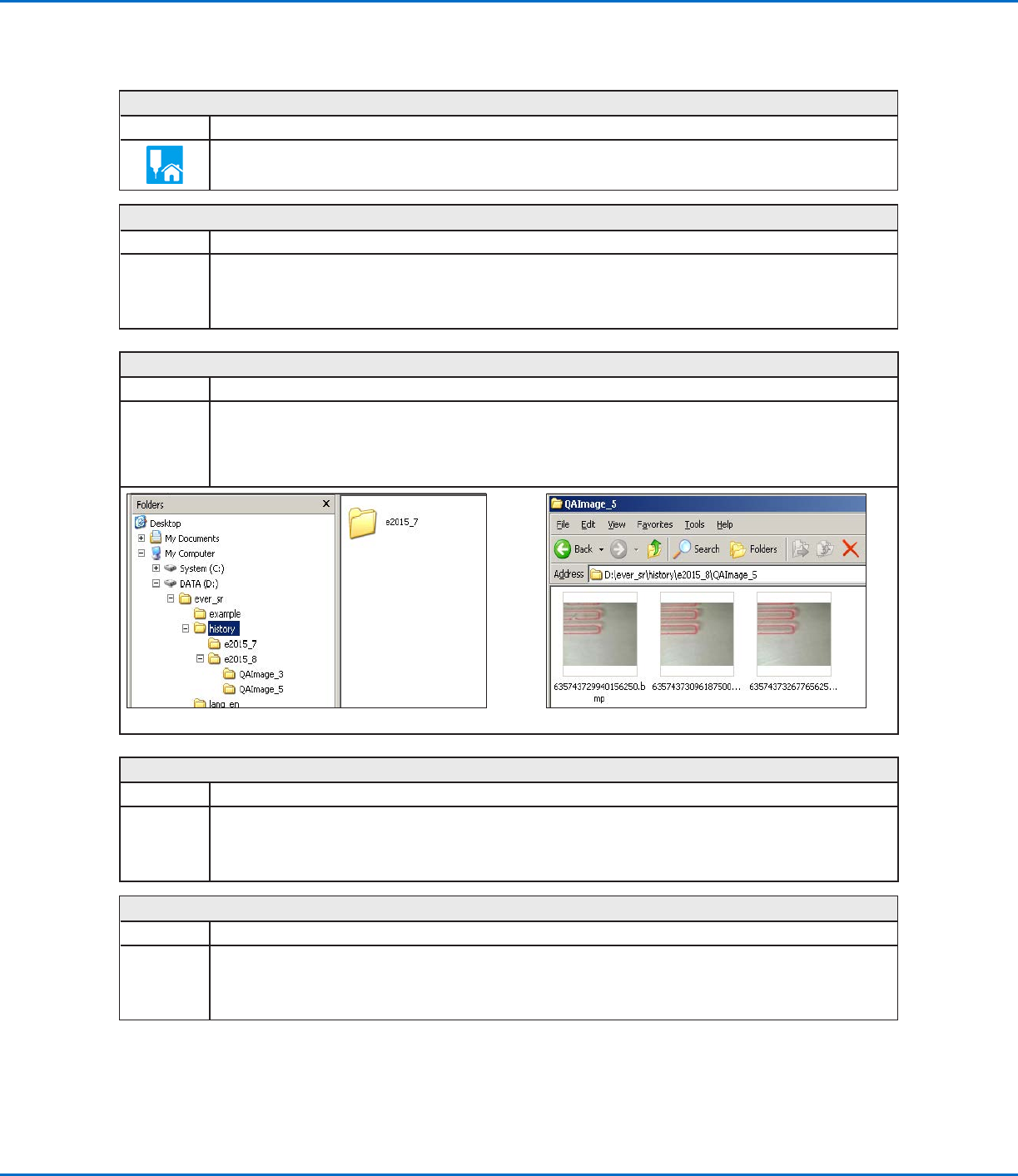
保存该项命令规定的XYZ坐标上的摄像头抓取的图片。图像存储在D:\ever_sr\history目录下.
每执行一个QA获取命令,系统会生成一个子目录(储存在D:\ever_sr\history目录下),并以命令执行的日期来命
名。QA图像的文件保存路径为:
D:\ever_sr\history \eXXXX_YY\QAImage_ZZ,XXXX 为年,YY 为月,ZZ为日。
QA获取命令生成的目录结构 存储的QA获取图像示例
Rectangle Adjust (矩形调整)Rectangle Adjust (矩形调整)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
此命令不适用于EV系列系统。
Setup Dispense Port (设置点胶端口)Setup Dispense Port (设置点胶端口)
点击点击 功能功能
双击地址并
从下拉菜单
中进行选择
允许您同时开启多个输出端口。例如,要想开启端口1、2和3,应输入“1.2.3”(端口号之间是英文句号,无空
格)。默认设置为端口0。
I附录A - 命令功能参考(续)I附录A - 命令功能参考(续)