Vakuum Tooling AMKOR X4 OS Applikation.pdf - 第10页
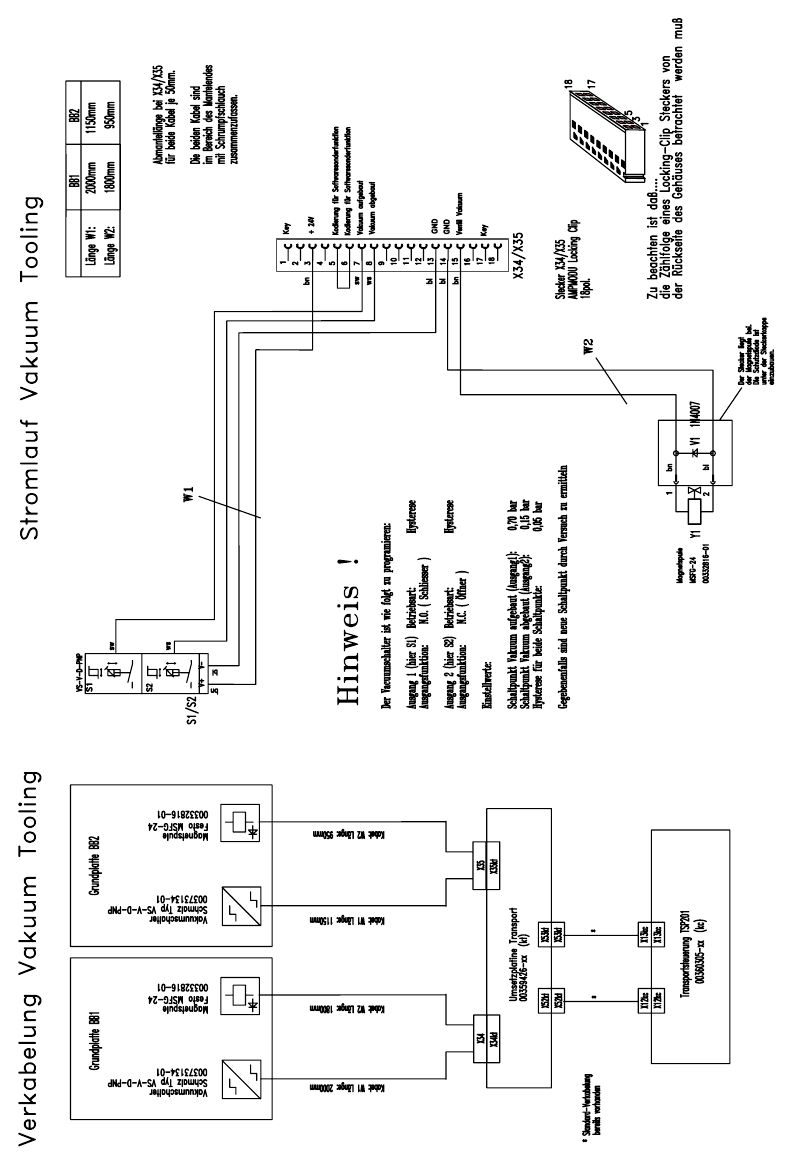
1 Nachrüstanleitung Vakuum-Tooling AMKOR ( 001885 01-01) SIPLACE X4 / OS-Applikation SOKO Ausgabe 03/2006 10 Stromlauf plan zur V erkabelung der Option 1 1 Abb. 1.10 - 2 Stromlauf pl an V akuum-T ooling (00166215-xx)
SOKO 1 Nachrüstanleitung Vakuum-Tooling AMKOR (00188501-01) SIPLACE X4 / OS-Applikation
Ausgabe 03/2006
9
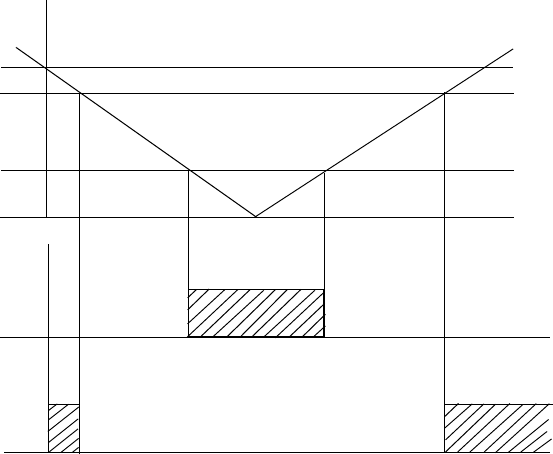
Funktionsprinzip des Vakuumschalters: 1
1
1
Programmierung siehe 1.6.3. 1
Wird der Vakuumschwellwert nicht erreicht so kann der Bestückprozess nicht gestartet werden.1
Nach Beendigung des Bestückvorgangs muss das Vakuum bis zum eingestellten Schwellwert
(150mbar) abgebaut sein, damit der Hubtisch nach unten verfahren kann. 1
Die Abfrage des Vakuum-Schwellwerts erfolgt nur unmittelbar nach Hochfahren des Hubtisches.1
Ein Vakuumabfall während des Bestückens kann nicht detektiert werden. 1
1
1
1
1
1
1
1
1
1
0 bar
- 1 bar
A 2
H 1
Ausgang 1
Ausgang 2
- 150 mbar
- 600 mbar
wenn 1==>
Signal, daß mit dem
Bestücken begonnen
werden kann
wenn 1==>
Signal, daß Hubtisch
abgesenkt werden kan
n
1 Nachrüstanleitung Vakuum-Tooling AMKOR (00188501-01) SIPLACE X4 / OS-Applikation SOKO
Ausgabe 03/2006
10
Stromlaufplan zur Verkabelung der Option 1
1
Abb. 1.10 - 2 Stromlaufplan Vakuum-Tooling (00166215-xx)
SOKO 1 Nachrüstanleitung Vakuum-Tooling AMKOR (00188501-01) SIPLACE X4 / OS-Applikation
Ausgabe 03/2006
11
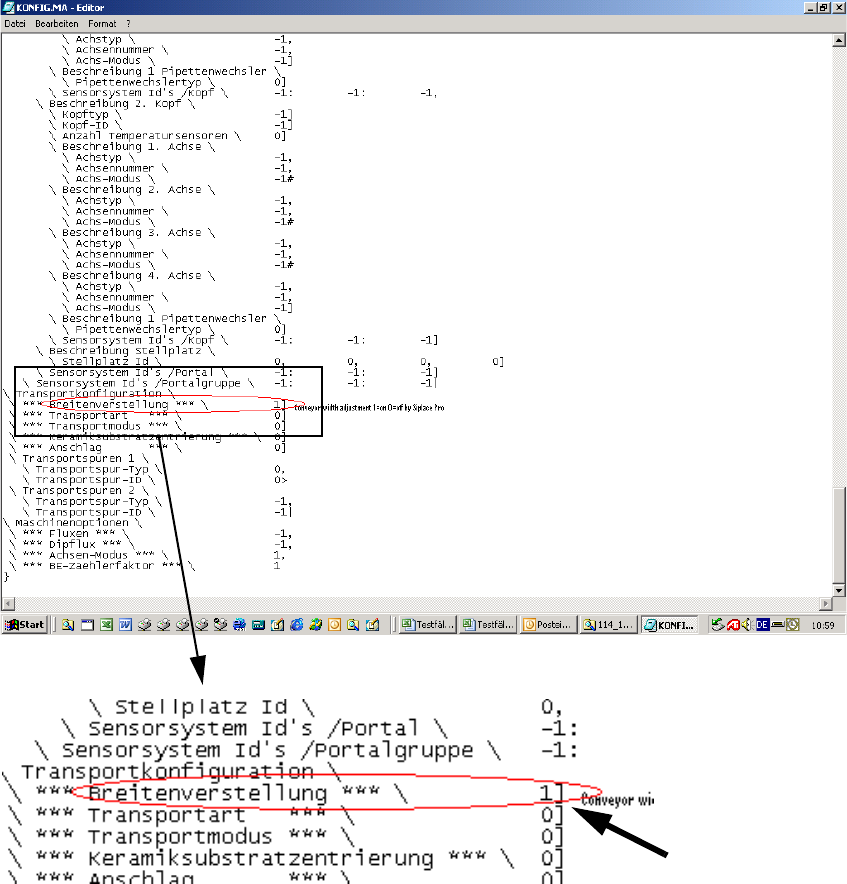
Um eine Crash-Situation des Transports mit dem Vakuum-Tooling zu vermeiden, muss die auto-
matische Breitenverstellung durch SIPLACE Pro deaktiviert werden. 1
Ebenfalls muß eine Änderung der konfig.ma in der Maschinensoftware im Verzeichnis SRDaten/
SRCMA erfolgen: 1
1
1
1
1
1
Änderung von 1 auf 0