00192556-01.pdf - 第41页
Sk ö tselinstruktion SIPLACE 80S-20/F4 1 Inledning, Tekniska data Programvers ion SR.407.xx Utg å va 0f 1/2001 SE 1.13 Ö versikt ö ver delsystem - placeringshuvuden 41 1.13 Ö versi kt ö ver delsyste m - placeringshuvuden…
1 Inledning, Tekniska data Skötselinstruktion SIPLACE 80S-20/F4
1.12 Översikt över delsystem - portal Programversion SR.407.xx Utgåva 0f1/2001 SE
40
1.12.3 Tekniska data för X-axel
1.12.4 Ingående komponenter - Y- axel
Y-axeln består i princip av följande huvudenheter: 1
– Y-likström servomotor
– Y-axelns tandrem
– Styrning för Y-axel
– Mätsystem för Y-axel
1
Y-axlarna drivs av varsin likström servomotor. En kollissionsskyddskrets begränsar portalernas rö-
relse i förhållande till varandra. 1
1.12.5 Tekniska data för Y-axel
Drivning Likström servomotor/tandrem
Max hastighet 2,0 m/s
Slag 620 mm
Mätsystem Linjär metallskala
Skalans längd 646 mm
Upplösning 2,5 µm
Drivning Likström servomotor/tandrem
Max hastighet 2,5 m/s
Slag för portaler 910 mm
Mätsystem Linjär metallskala
Skalans längd 970 mm
Upplösning 2,5 µm
Skötselinstruktion SIPLACE 80S-20/F4 1 Inledning, Tekniska data
Programversion SR.407.xx Utgåva 0f1/2001 SE 1.13 Översikt över delsystem - placeringshuvuden
41
1.13 Översikt över delsystem - placeringshuvuden
1.13.1 Ingående komponenter - 12-segments revolverhuvud
1
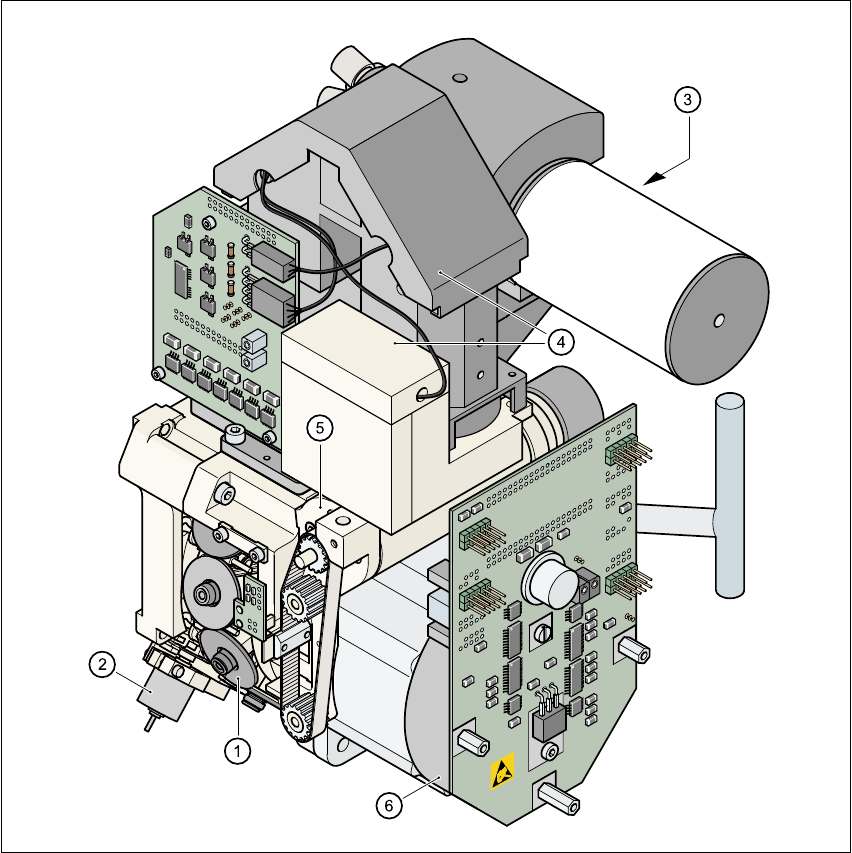
Bild 1.13 - 1 Ingående komponenter - 12-segments revolverhuvud
Alla komponenter placeras med samma cykeltid. Innan komponenten placeras mäts den optro-
niskt av det optiska avkänningssystemet. 1
(1) Stjärna med 12 dubbrör(2)Motor för ventilinställning "kassation"
(3) Vridstation (4) Optisk komponentavkänningsenhet
(5) Z-axelns drivning (6) Stjärnmotor
1 Inledning, Tekniska data Skötselinstruktion SIPLACE 80S-20/F4
1.13 Översikt över delsystem - placeringshuvuden Programversion SR.407.xx Utgåva 0f1/2001 SE
42
– Komponentkameran alstrar en bild av aktuell komponent.
– Dessutom bestäms exakt läge för komponenten.
– Kapslingsformen för aktuell komponent jämförs med inprogrammerad kapslingsform för att
identifiera komponenten. Komponenter som inte kan identifieras gallras.
– I vridstationen vrids komponenten till erforderligt placeringsläge.
1.13.2 Beskrivning av 12-segments revolverhuvud
– 12-segments revolverhuvudet arbetar enligt principen hämtning/placering (collect&place), d v
s komponenterna plockas upp med hjälp av vakuum i munstyckena och efter att plockningscy-
keln är klar placeras de försiktigt och i exakt läge på kretskortet med hjälp av luftutblåsning.
Vakuumtrycket i munstyckena kontrolleras även flera gånger för att fastställa om komponen-
terna plockas resp placeras korrekt.
– "Inlärningsläget" för sensorstoppet för Z-axeln kompenserar för ojämnheter i kretskorten vid
placering av komponenter.
– Defekta komponenter gallras och eftermontering sker i en reparationsprocess.
1.13.3 Tekniska data - 12-segments revolverhuvud
Komponentdimensioner 0402 till 18,7mm x 18,7mm inkl BGA, µBGA, Flip-
Chip, TSOP, QFP, PLCC, SO till SO32, DRAM
Max höjd 6 mm
Min delning, ben 0,5 mm
Min dimensioner 0,5 mm x 1,0 mm
Max dimensioner 18,7 mm x 18,7 mm
Max vikt 2 g
Max slag för Z-axel 16 mm
Programmerbar placeringskraft 2,4 till 5,0 N
Munstyckstyper 7xx
Vinkelnoggrannhet ± 0,525° / 3 σ, ± 0,70° / 4 σ, ± 1,05° / 6 σ
Placeringsnoggrannhet
± 67,5 µm / 3 σ, ± 90 µm / 4 σ, ± 135 µm / 6 σ