SM482_PLUS_Admin(Chi_Ver2.5).pdf - 第229页
7-71 元件的登记 < 抛料 > 编辑框 请输入从为了进行元件抛料而头部的轴杆完成下降并停止时起到开始上升 为止的时间。 < 抛料时角度 > 选 择框 如果诸如连接器或大型 IC 之类 的较大元件, 设 定 了元件被送回抛料盒或托 盘时的角度后才能正常地进行该元件的抛料。 请在这里选择元件抛料时的角度。 能以 45 度为单位进行设定。
7-70
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
参 考 Fine Pitch用QFP时
为贴装部件高速下降Z轴时,从物理角度来说可能会与PCB进行
碰撞。
另外,这样的冲撞可能成为PCB微振动和焊膏成团的原因。在此
情况下贴装部件可能会成为降低贴装程度的因素。
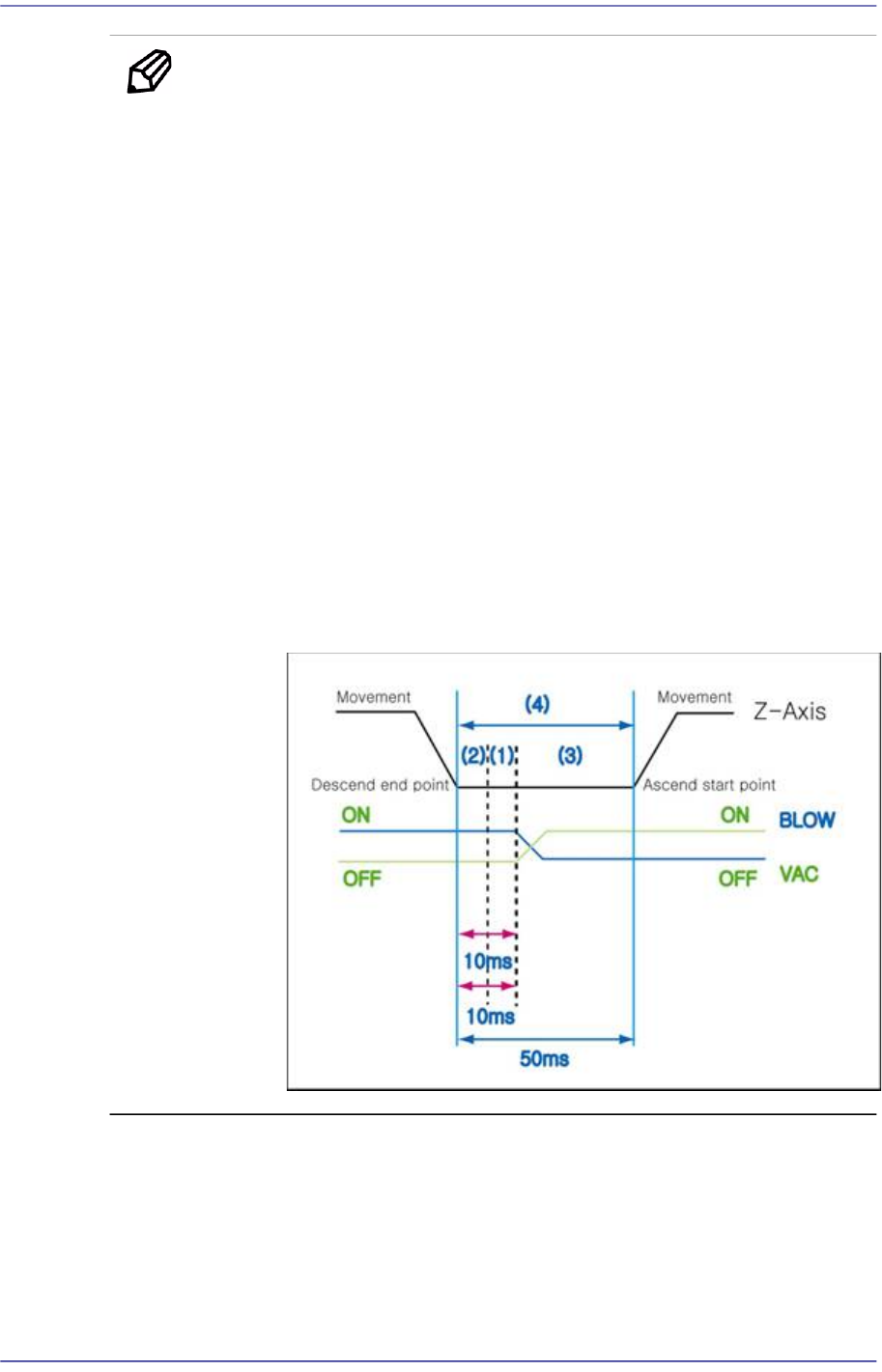
可调节Vac off延迟时间防止此类情况发生。即各种外部因素稳定
为止利用真空压力控制部件,等到外部因素解除后,释放真空压
力预防问题的发生。
Vac off延迟时间相当于下图的(1)项。
如果是普通的Pitch部件,即使不考虑(1)项时间对贴装程度的
影响也不大。
但如果Fine Pitch部件贴装时或者为可能发生上述问题的部件,
(1)项的时间设置较小反而会取得更好的结果。
项的时间设置较小反而会取得更好的结果。
设置Vac off延迟时间时,一般与全体延迟时间(4)项相比,普遍
设置成大约20~30%程度。 重要事项请牢记。
<吹气打开>编辑框
部件贴装时,磁头完成下降停止后的从Vacuum Off 时开始到吹气打开为止
的时间。
单位 : msec (可设置成10 msec单位间隔)
7-71
元件的登记
<抛料> 编辑框
请输入从为了进行元件抛料而头部的轴杆完成下降并停止时起到开始上升
为止的时间。
<抛料时角度> 选择框
如果诸如连接器或大型IC之类的较大元件,设定了元件被送回抛料盒或托
盘时的角度后才能正常地进行该元件的抛料。
请在这里选择元件抛料时的角度。能以45度为单位进行设定。
7-72
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
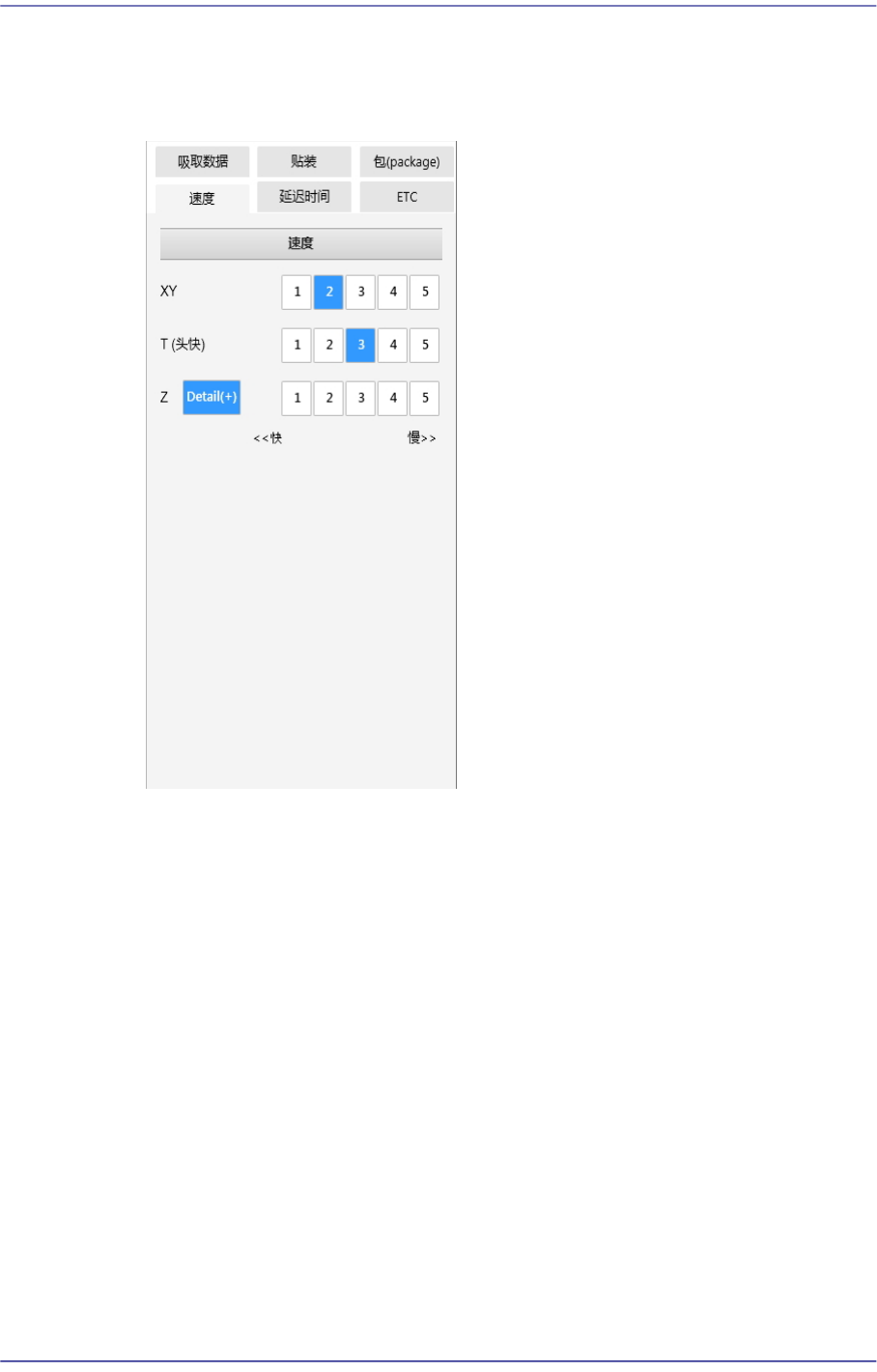
<速度> 选项卡
可以针对头部吸取及贴装元件或进行元件抛料时的移动速度的相关参数进行设
定。
速度应该全面考虑吸嘴的种类,元件的重量及吸取面积等因素后根据该元件适当
地设置速度。
头部的移动速度如下,关于速度的Profile已经设定在系统上。
1-最快:最快的速度。
2-快:快的速度。
3-中速:比较快的速度。
4-慢速:比较慢的速度。
5-最慢:最慢的速度。
<速度> 群
<XY> 选择框
请选择XY轴马达的驱动速度。如果对于元件的元件的速度不适当,可能
会实际上无法正常贴装。