YSP20_Users_C.pdf - 第146页
5-20 5 C. 单程 / 往返 选择“单程”印刷或“往返”印刷。 D. 往返印刷条件 印刷条件指定为“往返同一指定”或“往返分别指定” 。指定为“往返同一指定”时,表示往返都使用“去程刮刀速度” 、 “去程刮刀印压”的设定值,而“返程刮刀速度” 、 “返程刮刀印压”无效。 E、G. 去程刮刀速度 (mm/ 秒 )、返程刮刀速度 (mm/ 秒 ) 设置去程和返程刮刀的印刷移动速度。根据网板上锡膏的刮取状态设置最佳速度,速度太快会引…
5-19
5
5.刮刀数据的设置
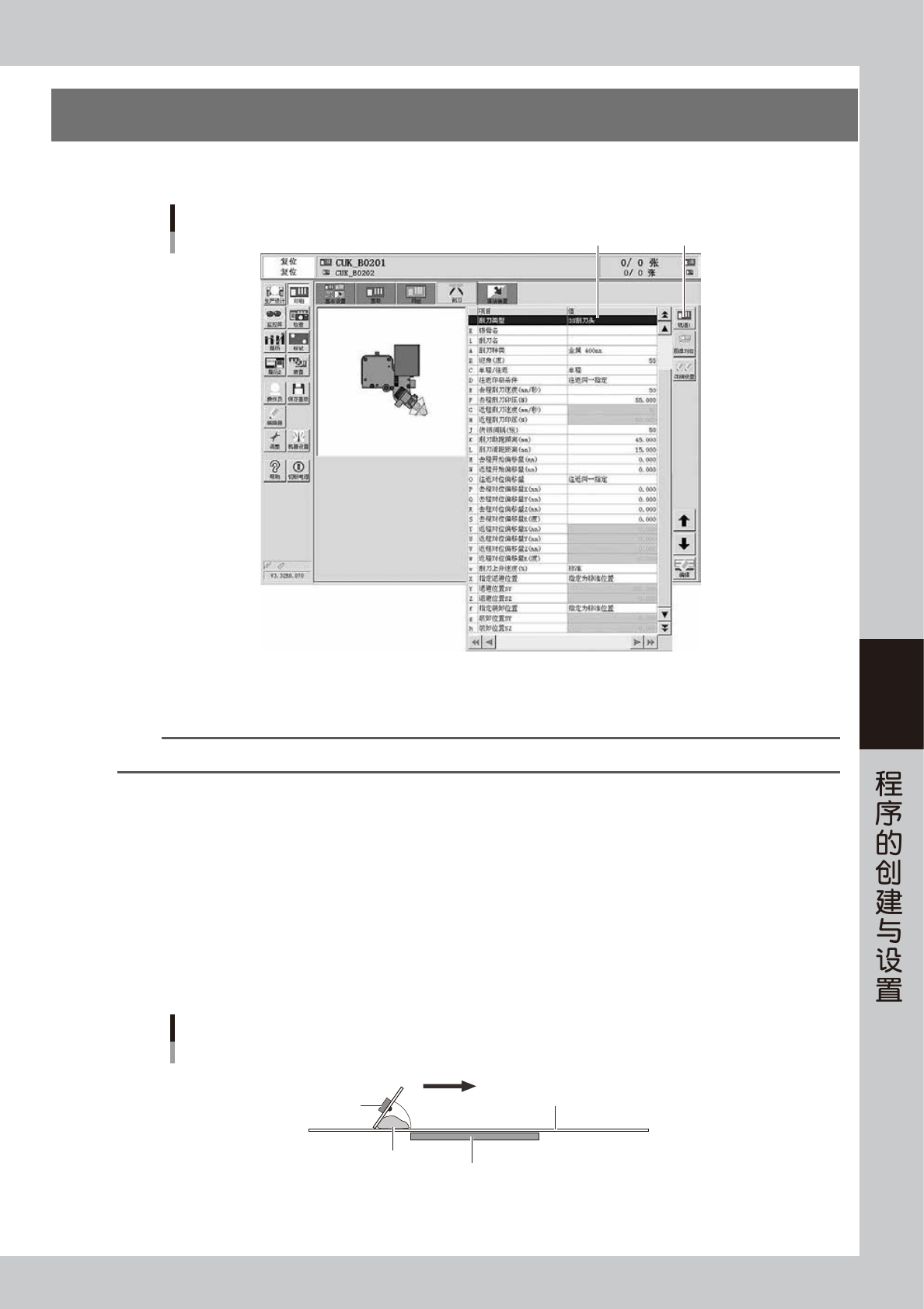
在 [ 印刷 ]-“刮刀”画面,确认和编辑下列项目。
[印刷] -“刮刀”画面
1
轨道切换按钮
66522-N3-10
1. 刮刀类型
使用 3S 刮刀时,选择“3S 刮刀头”;使用选配的双刮刀时,选择“双刮刀”。
参考
“刮刀类型”,根据出货规格已设置在机器数据中。如果不选择与机器数据相同的“刮刀类型”,会发生错误。
E. 锡膏名
输入所用锡膏的名称等信息,也可以不输入。
i. 刮刀名
输入所用刮刀的名称等信息,也可以不输入。
A. 刮刀种类
刮刀类型设置为“3S 刮刀头”或“双刮刀”时,需指定刮刀的种类和尺寸。
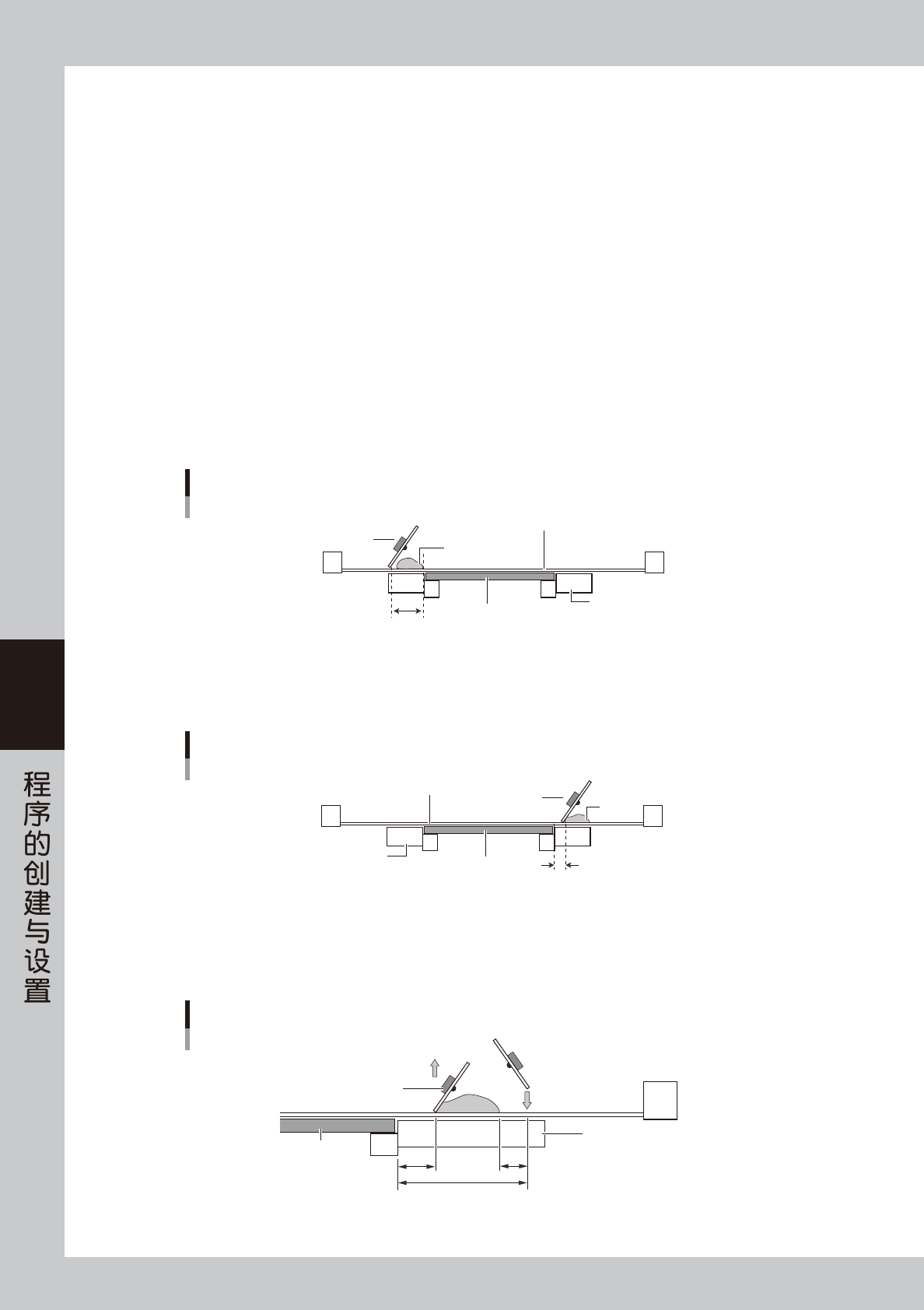
B. 迎角 ( 度 )
此参数只有将刮刀类型设置为“3S 刮刀头”时才有效 ( 刮刀类型设置为“双刮刀”时,此参数不显示 )。
设置印刷锡膏时的 3S 刮刀与网板面的角度。可在 40 〜 65 度的范围内设置 ( 默认值为 55 度 )。
迎角 (仅限3S刮刀头)
锡膏
迎角
基板
网板
刮刀
印刷方向
65512-N3-00
5-20
5
C. 单程 / 往返
选择“单程”印刷或“往返”印刷。
D. 往返印刷条件
印刷条件指定为“往返同一指定”或“往返分别指定”。指定为“往返同一指定”时,表示往返都使用“去程刮刀速度”、
“去程刮刀印压”的设定值,而“返程刮刀速度”、“返程刮刀印压”无效。
E、G. 去程刮刀速度 (mm/ 秒 )、返程刮刀速度 (mm/ 秒 )
设置去程和返程刮刀的印刷移动速度。根据网板上锡膏的刮取状态设置最佳速度,速度太快会引起刮取不良,从而导致锡膏
渗漏到网板底部。
F、H. 去程刮刀印压 (N)、返程刮刀印压 (N)
设置锡膏印刷时去程和返程刮刀的负荷。根据网板上锡膏的刮取状态,设置最佳印压。
只要能刮取到锡膏,可以将印压设置得略低。如果刮刀速度快,可以相应增大印压的设定值。
J. 供锡间隔 ( 张 )
设置补充 1 次锡膏可印刷的基板张数。一般,以供锡量和印刷使用量为基础设置。当达到指定的张数时,印刷机会停止运行,
显示确认是否供给锡膏的提示画面。
K. 刮刀助跑距离 (mm)
指定从刮刀降在网板上的位置至想要印刷的基板边端的距离 (mm)。一般在 40 〜 45mm 的范围内设置。
刮刀助跑距离
锡膏
基板
传送部
网板面
刮刀助跑距离
刮刀
65513-N3-00
L. 刮刀滑跑距离 (mm)
指定印刷完的基板边端至刮刀完成印刷后离开网板面的位置之间的距离 (mm)。一般在 5 〜 10mm 的范围内设置。
刮刀滑跑距离
锡膏
基板
传送部
网板面
刮刀滑跑距离
刮刀
65514-N3-00
● 助跑和滑跑的关系
如果将助跑距离设置得过短,滑跑距离设置得过长,会使刮刀正好降在锡膏之上。因此,助跑距离应该为滑跑距离 + 锡膏宽
度 +α,即应设置得略有宽余。此外,助跑距离和滑跑距离的合计如超过 50mm,会使刮刀超出传送轨部,导致印压异常。
助跑和滑跑的关系
+α
基板
传送部
助跑
刮刀
滑跑
下降在助跑开始位置
65515-N3-00
5-21
5
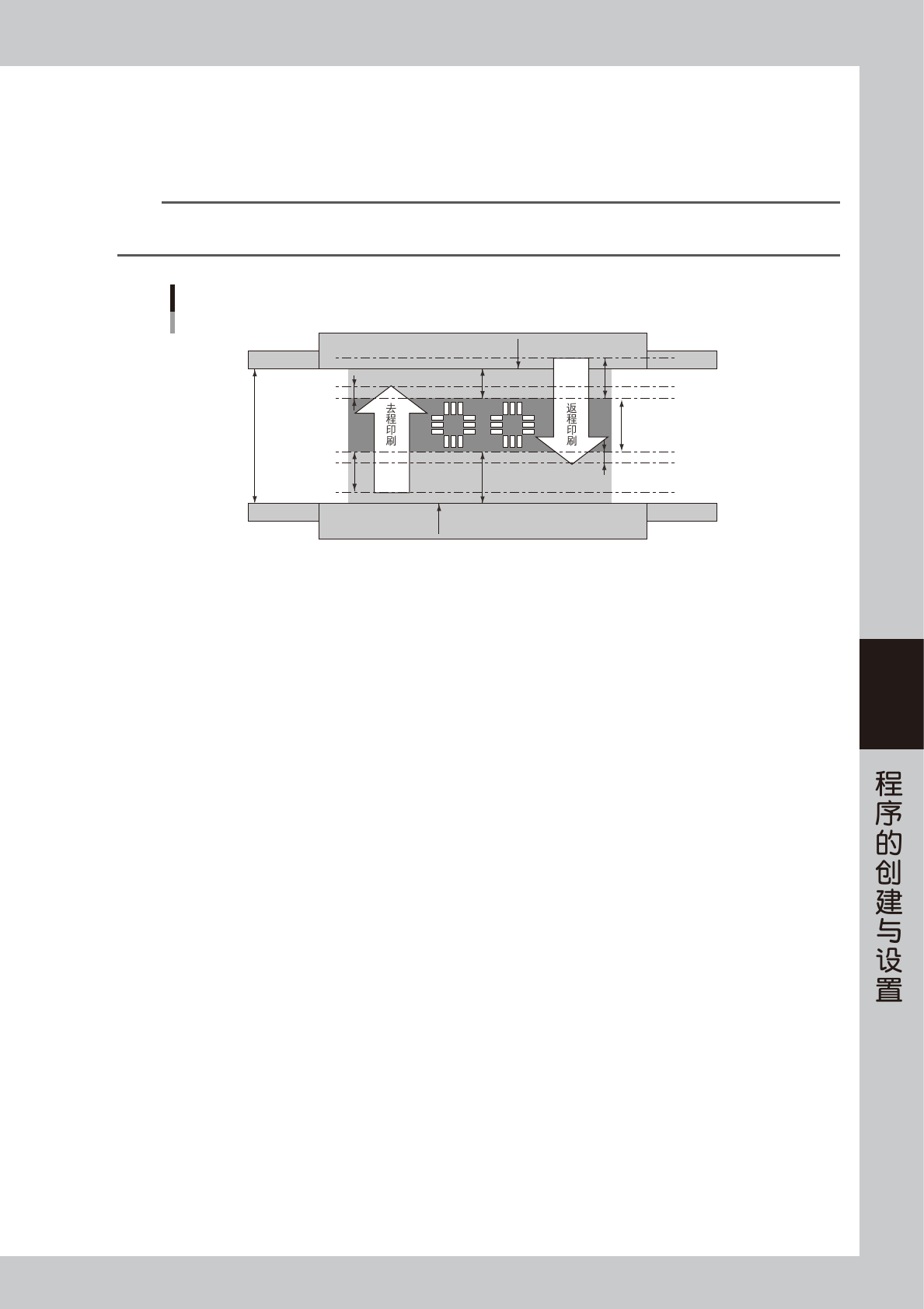
M. 去程开始偏移量 (mm)
设置刮刀从基板外侧边端 ( 如下图所示 ) 向基板里侧移动多少距离后才开始去程的印刷,该距离为去程开始偏移量。
N. 返程开始偏移量 (mm)
设置刮刀从基板里侧边端 ( 如下图所示 ) 向基板里侧移动多少距离后才开始返程的印刷,该距离为返程开始偏移量。
n
要点
刮刀的印刷范围,基本上是指由去程开始偏移量和返程开始偏移量所决定的位置之间的范围。还可以在上述印刷范围内设置“刮刀
助跑距离”、“刮刀滑跑距离”的参数。
“去程开始偏移量”、“返程开始偏移量”参数的使用示例
基板尺寸 Y=130[mm
]
滑跑距离=10
[
mm
]
里侧边端
外侧边端
返程开始偏移量=30[mm]
去程开始偏移量=50[mm]
助跑距离=40
[
mm
]
助跑距离
=
40
[
mm
]
滑跑距离
=
10
[
mm
]
印刷范围
65516-N3-00
如上图所示,以基板 Y 尺寸为 130mm 的基板为例,从基板外侧边端开始 50mm 的位置,到基板里侧边端开始 30mm 的位置
之间 ( 深色处 ) 是进行印刷的区域。为确保锡膏宽度的稳定性,将助跑距离设置为 40mm,滑跑距离设置为 10mm,则去程印
刷和返程印刷时,刮刀的印刷移动范围分别为上图所示白色箭头显示的范围。此时的参数设置,如下所示。
刮刀助跑距离 (mm) 40.000
刮刀滑跑距离 (mm) 10.000
去程开始偏移量 (mm) 50.000
返程开始偏移量 (mm) 30.000
O. 往返对位偏移量
对位偏移量可指定为“往返同一指定”或“往返分别指定”。指定“往返同一指定”后,去程和返程都使用“去程对位偏移
量 X、Y、Z、R”的设定值,而“返程对位偏移量 X、Y、Z、R”无效。
P. 去程对位偏移量 X (mm)
从外侧向里侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 X 方向的位置偏移时,输入此偏移值。向正方向偏移时,
输入“+”值 ;向负方向偏移时,输入“-”值。
Q. 去程对位偏移量 Y (mm)
从外侧向里侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 Y 方向的位置偏移时,输入此偏移值。向正方向偏移时,
输入“+”值 ;向负方向偏移时,输入“-”值。
R. 去程对位偏移量 Z (mm)
从外侧向里侧印刷时,如果想要校正 Z 方向的偏移,输入此偏移值。一般,偏移量 Z 值设置为“0.000”。
S. 去程对位偏移量 R ( 度 )
从外侧向里侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 R 方向的位置偏移时,输入此偏移值。逆时针偏移时,
输入“+”值 ;顺时针偏移时,输入“-”值。
T. 返程对位偏移量 X (mm)
从里侧向外侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 X 方向的位置偏移时,输入此偏移值。向正方向偏移时,
输入“+”值 ;向负方向偏移时,输入“-”值。“去程位置偏移量”指定为“往返同一指定”时,此偏移量的数值无效。