YSP20_Users_C.pdf - 第194页
6-20 6 网板标记识别次数 在生产该批基板的过程中,识别网板基准标记的次数 清洁次数 在生产该批基板的过程中,进行网板清洁的次数 检查次数 在生产该批基板的过程中,进行印刷检查的次数 ( 配备印刷检查功能的印刷机 ) 检查视野数 在生产该批基板的过程中,进行印刷检查的视野数 ( 配备印刷检查功能的印刷机 ) 检查对象数 在生产该批基板的过程中,进行印刷检查的对象数 ( 配备印刷检查功能的印刷机 ) 印刷检查 NG 数 在生产该批基板…
6-19
6
印刷 CT/ 张 MAX 在该批基板中,最长的基板印刷时间
印刷 CT/ 张 MIN 在该批基板中,最短的基板印刷时间
印刷 CT/ 张 AVE 在该批基板中,平均每张基板的印刷时间
传送 CT/ 张 MAX 在该批基板中,最长的基板传送时间
传送 CT/ 张 MIN 在该批基板中,最短的基板传送时间
传送 CT/ 张 AVE 在该批基板中,平均每张基板的传送时间
因上游待机的 CT MAX 在该批基板中,因上游机而待机的最长时间
因上游待机的 CT MIN 在该批基板中,因上游机而待机的最短时间
因上游待机的 CT AVE 在该批基板中,平均每张基板因上游机而待机的时间
因下游待机的 CT MAX 在该批基板中,因下游机而待机的最长时间
因下游待机的 CT MIN 在该批基板中,因下游机而待机的最短时间
因下游待机的 CT AVE 在该批基板中,平均每张基板因下游机而待机的时间
标记识别 CT/ 张 MAX 在该批基板中,最长的基板标记识别时间
标记识别 CT/ 张 MIN 在该批基板中,最短的基板标记识别时间
标记识别 CT/ 张 AVE 在该批基板中,平均每张基板的标记识别时间
网板标记识别 CT MAX 在该批基板中,最长的网板标记识别时间
网板标记识别 CT MIN 在该批基板中,最短的网板标记识别时间
网板标记识别 CT AVE 在该批基板中,平均每张基板的网板标记识别时间
检查时间 ( 秒 ) 在该批基板中,印刷检查所用时间的合计 ( 配备印刷检查功能的印刷机 )
检查时间 MAX 在该批基板中,最长的印刷检查时间 ( 配备印刷检查功能的印刷机 )
检查时间 MIN 在该批基板中,最短的印刷检查时间 ( 配备印刷检查功能的印刷机 )
检查时间 AVE 在该批基板中,平均每张基板的印刷检查时间 ( 配备印刷检查功能的印刷机 )
清洁时间 ( 秒 ) 在该批基板中,清洁所用时间的合计
标记识别出错次数 在生产该批基板的过程中,标记识别错误发生的次数 ( 包括重新执行 )
传送出错次数 在生产该批基板的过程中,传送错误发生的次数
其它出错次数 在生产该批基板的过程中,其它错误发生的次数
出错停机时间 ( 秒 ) 在生产该批基板的过程中,从发生错误到清除错误之间停机时间的合计
出错修复时间 ( 秒 ) 在生产该批基板的过程中,从清除错误显示到重新启动机器所用时间的合计
因操作员停机的时间 ( 秒 ) 生产该批基板的过程中,因操作员的操作而停机的时间合计
等待其它轨道的时间 ( 秒 ) 生产该批基板的过程中,该轨道因其它轨道的动作而待机的时间合计
因上游待机的时间 ( 秒 ) 在生产该批基板的过程中,因上游机而待机的时间合计
因下游待机的时间 ( 秒 ) 在生产该批基板的过程中,因下游机而待机的时间合计
可动率 (%)
( 累计印刷时间+累计传送时间 )÷[( 生产完成时间-生产准备结束时间 ) -累计待机
时间 ]×100(%)
累计印刷时间 :刮刀头进行印刷的合计时间 ( 包含标记识别时间 )。
累计传送时间 :传送装置进行传送的合计时间。
累计待机时间 :即使印刷处于运行 ( 指示灯的绿灯亮灯 ) 状态,但因等待上游机或下
游机,刮刀头没有运行的时间。
6-20
6
网板标记识别次数 在生产该批基板的过程中,识别网板基准标记的次数
清洁次数 在生产该批基板的过程中,进行网板清洁的次数
检查次数 在生产该批基板的过程中,进行印刷检查的次数 ( 配备印刷检查功能的印刷机 )
检查视野数 在生产该批基板的过程中,进行印刷检查的视野数 ( 配备印刷检查功能的印刷机 )
检查对象数 在生产该批基板的过程中,进行印刷检查的对象数 ( 配备印刷检查功能的印刷机 )
印刷检查 NG 数 在生产该批基板的过程中,印刷检查不良数 ( 配备印刷检查功能的印刷机 )
基板歪斜检查 NG 数 在生产该批基板的过程中,基板歪斜检查的不良张数
取出基板张数 在生产该批基板的过程中所取出的基板张数
放入基板张数 在生产该批基板的过程中所放入的基板张数
多重印刷反馈次数 在生产该批基板的过程中,执行多重印刷反馈的次数
清洁反馈次数 在生产该批基板的过程中,执行清洁反馈的次数
6-21
6
3.4 指定生产履历的保存位置
每次切断机器电源或切换基板,生产履历数据都会作为文件自动保存在本地磁盘内指定的文件夹中。此外,还可
以按指定的时间自动输出生产履历数据并保存。下面,介绍具体设置方法。
1
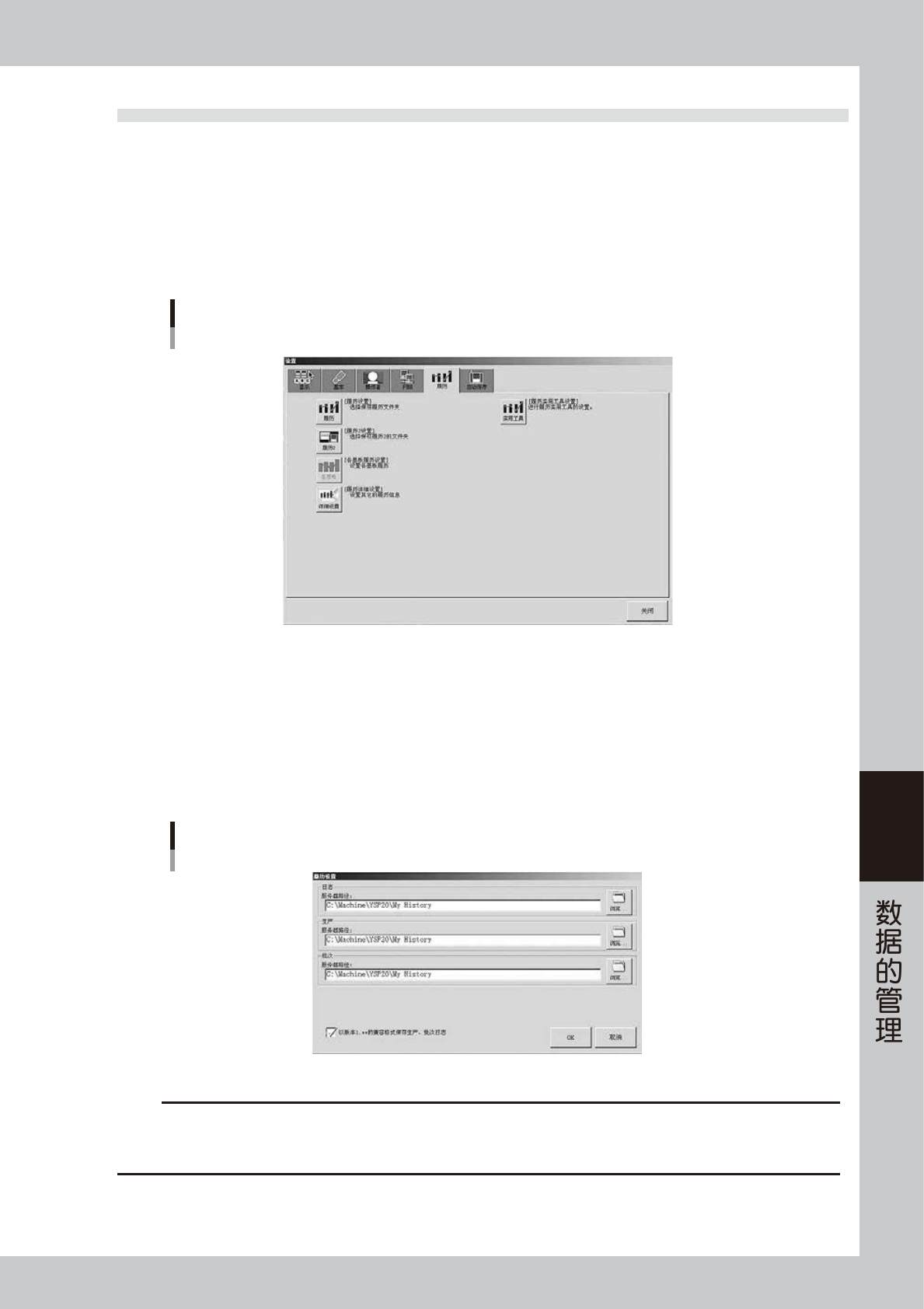
按生产设计画面“实用工具”选项卡的 [ 应用程序设置 ] 按钮。
显示“设置”对话框。
2
选择“履历”选项卡。
“设置”对话框
“履历”选项卡
66617-N3-00
3
按[履历]按钮。
显示“履历设置”对话框。
4
确认或指定保存生产履历用文件夹的路径。
在输入框中直接输入保存位置,或按 [ 浏览 ] 按钮指定保存位置。可以分别设置“日志”、“生产”、“批次”
履历数据的保存位置。完成设置后,按 [OK] 按钮。
“履历设置”对话框
66618-N3-00
c
注意
所保存的生产履历文件,其文件名后附有时间,如“YvpMaskLog20091201.csv”。因此,每切换 1 次基板,同 1 天的日志数据将不
断更新,随时日的增加,文件数不断增多。如果指定印刷机为保存位置,可用空间会越来越少,可能出现基板程序无法保存和软件
系统启动失败等现象。建议不要指定印刷机为保存位置。