RS-1維修調整要領書.pdf - 第108页
维修调整要领书 2- 35 2- 2 更 换贴 装 头 部分 后的从新 调整 ZA 轴高 度偏差 激光 偏差 贴装头 偏差 测量元 件速度 扩展 T - 轴 偏差 FCS (激光) VCS 摄 像机 偏 差 复合识别 偏偏差 FCS ( 图像 ) 贴装头装置 ○ ○ ○ ○ ○ ○ ○ ○ Z 电动机 ○ ○ θ电动机 ○ ○ ○ ○ ○ 同步皮带 Z ○ 同步皮带θ ○ ○ ○ ○ ○ LNC 120 ○ ○ ○ ○ Z 滑动轴 ○ …
维修调整要领书
2-34
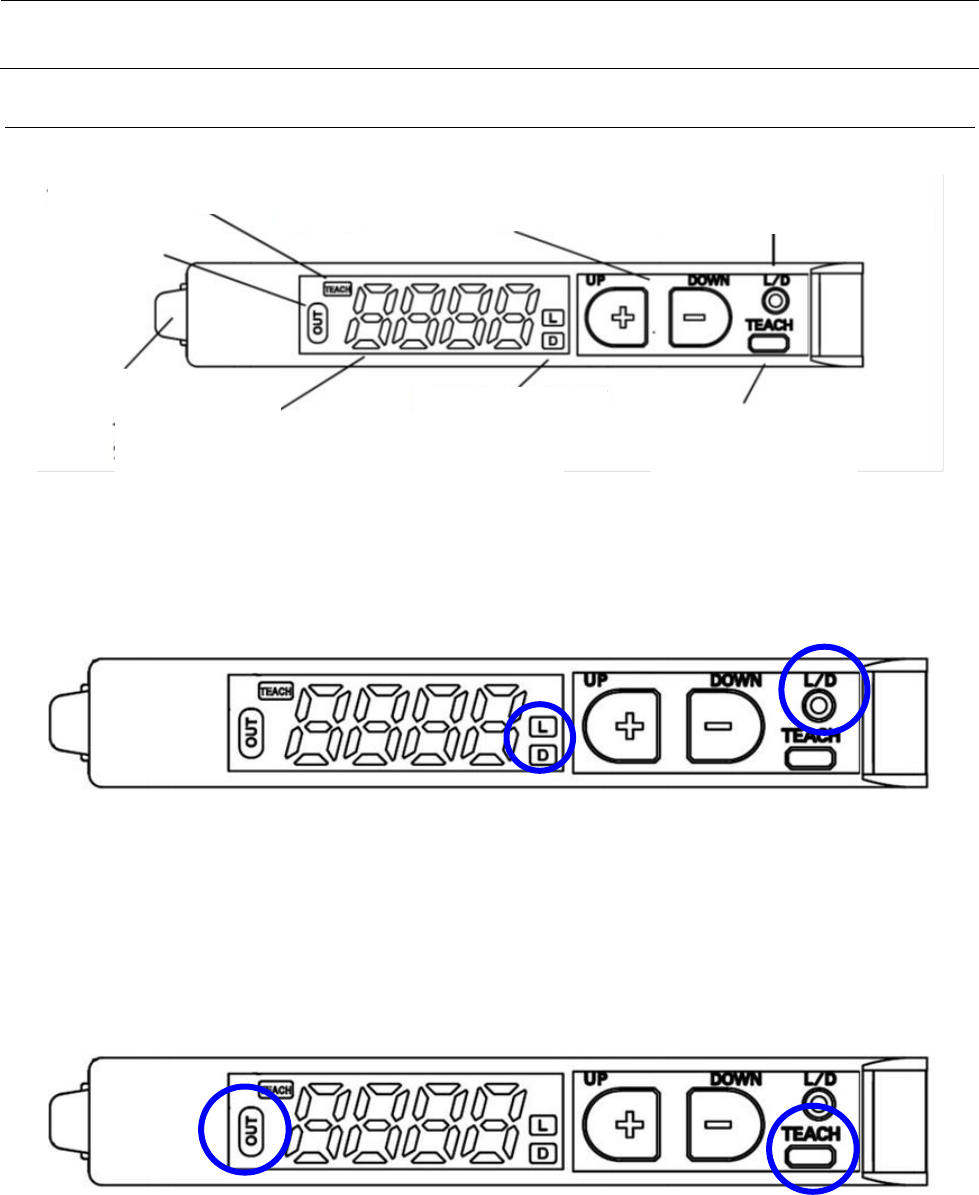
2-1-19-3 传感器阈值的设定
1) 确认「L-ON/D-ON」显示灯的 L 处于点亮。
2) 如果 L 未点亮,按下「动作模式切换按钮」,切换至 L 点亮。
3) 用手旋转θ轴,将皮带的白色部与传感器检测位置对齐,在接受光量约达到最大位置处按下
「TEACH 按钮」。
4) 用手旋转θ轴 180 度,将皮带的黑色部位与传感器检测位置对齐,按下「TEACH 按钮」。
5) 按照皮带白色部位的接受光量、皮带黑色部位的接受光量、设定的阈值的顺序进行显示,再返回
到接受光量显示。
6) 用手旋转θ轴,确认在皮带白色部位「动作显示灯」点亮,在其他位置显示灯熄灭。
动作显示灯
示教显示灯
手动调整用按钮
手动调整阈值(UP/DOWN)
动作模式切换按钮
L-ON/D-ON
的切换
TEACH 按钮
执行示教
锁紧光纤单元
数字显示灯
显示接受光量及阈值等传感器的状态
L-ON/D-ON 显示灯
维修调整要领书
2-35
2-2 更换贴装头部分后的从新调整
ZA 轴高
度偏差
激光
偏差
贴装头
偏差
测量元
件速度
扩展 T-轴
偏差
FCS
(激光)
VCS 摄
像机 偏
差
复合识别
偏偏差
FCS
(图像)
贴装头装置 ○ ○ ○ ○ ○ ○ ○ ○
Z 电动机 ○ ○
θ电动机 ○ ○ ○ ○ ○
同步皮带 Z ○
同步皮带θ ○ ○ ○ ○ ○
LNC120 ○ ○ ○ ○
Z 滑动轴 ○ ○ ○ ○ ○ ○
ZA- 轴电动
机
○ ○
※ MS 参数请从左边按顺序输入。
※ 更换贴装头装置组、Z 电动机、同步皮带 Z 后进行激光偏差输入时,请将激光偏差的基板上面
高度值置为 0 之后重新取得。
※ 如果仍是更换前的偏差值,有些情况下可能不能正确取得偏差或不能自动取得。
※ 当在 NG 的 VCS 综合偏差确定裂纹,请重新取得在 VCS 摄像机偏差和复合识别偏偏差。
※ 当在 NG 的 θ 带在 VCS 综合偏差确定,请重新取得贴装综合偏差和扩展 T-轴偏差。
※ 当地贴装头更换为 RevA 时 ,在 MS 参数>动作规格>VE 处,设置了区分是否为 C/D 贴装头的 VE
贴装头标志位,通过手动控制→轴反馈位置信息,确认手动移动 Z 轴时的计数是否正常(朝+方向
移动计数增加)。
维修调整要领书
3
贴装头周边部件
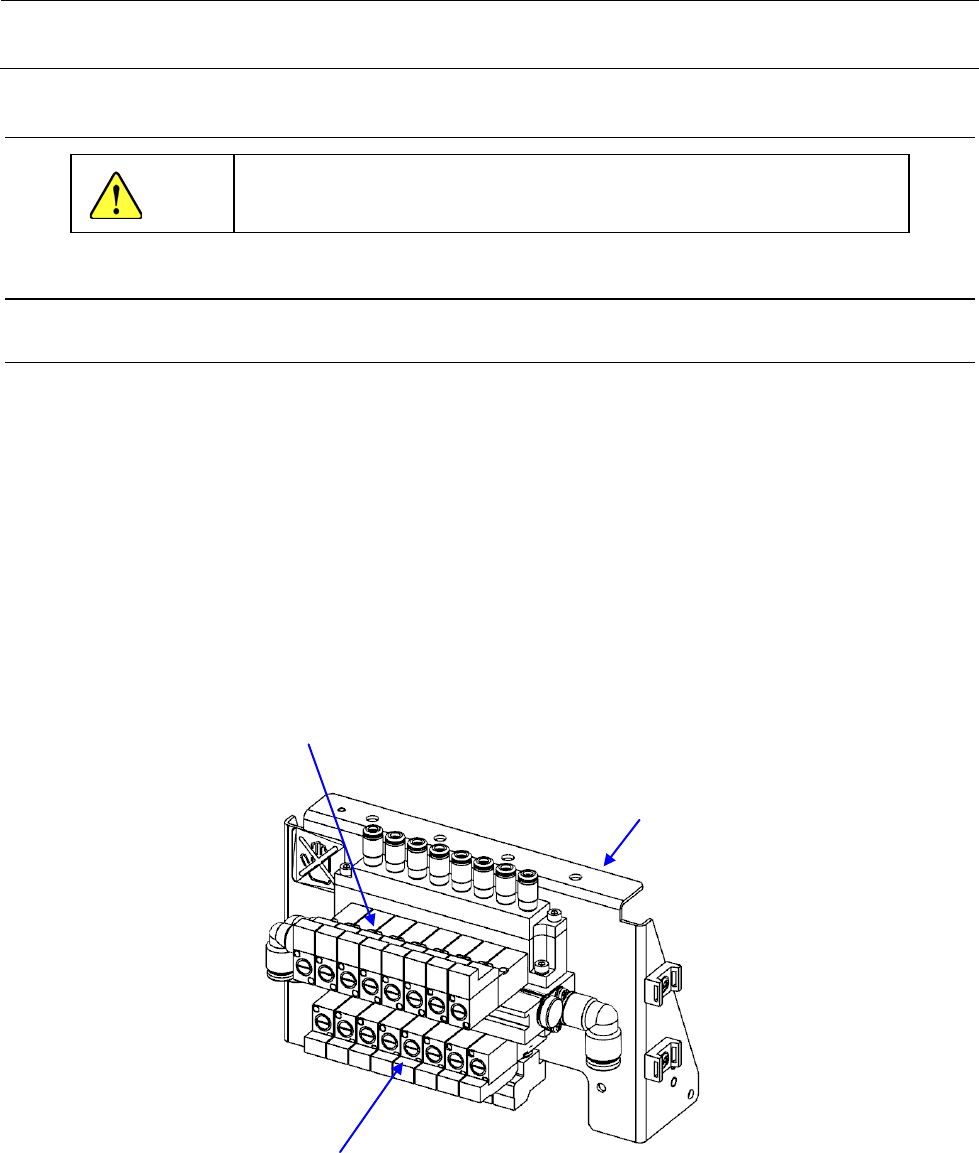
3-1 电磁阀装置
3-1-1 电磁阀的更换
1) 关闭主机的空气源。
2) 拆下贴装头 SV 托架。请参照 2-1-3【θ电动机的更换 1)~6)】。
3) 从贴装头 SV 托架拆下电磁阀装置。
4) 拆卸电磁阀。(注意不要弄丢电磁阀背面的垫圈)
5) 装配请按相反的步骤进行。
6) 更换后请用手动控制贴装头真空 ON/OFF 的方式进行确认。
※ 盆头螺钉(2 个)和密封垫圈(1 个)是各电磁阀的附属品。
危险
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
贴装头 SV 托架
真空破坏用的电磁阀
真空发生用的电磁阀
3-1