RS-1維修調整要領書.pdf - 第181页
维修调整要领书 9-9 进行垫 隙片的 添加作业时,请 注意左右的切带机 刀刃不要产生高 低差。 17 ) 请再次进行 切割检查。 如发生切割不良时, 请回到第 16 )道工 序进行垫隙片块数和位 置的核 对。 切割不良时的核对项 目如下。 1. 请确认垫 隙片 的块数是正确的。 如垫隙片的块数有错 ,左右切带机刀刃 的上表面发生 偏离,导致切割不良 。 请确认垫 隙片 的块数,放入正确的数量 。 2. 请确认垫 隙片 的位置是正确的。…
维修调整要领书
9-8
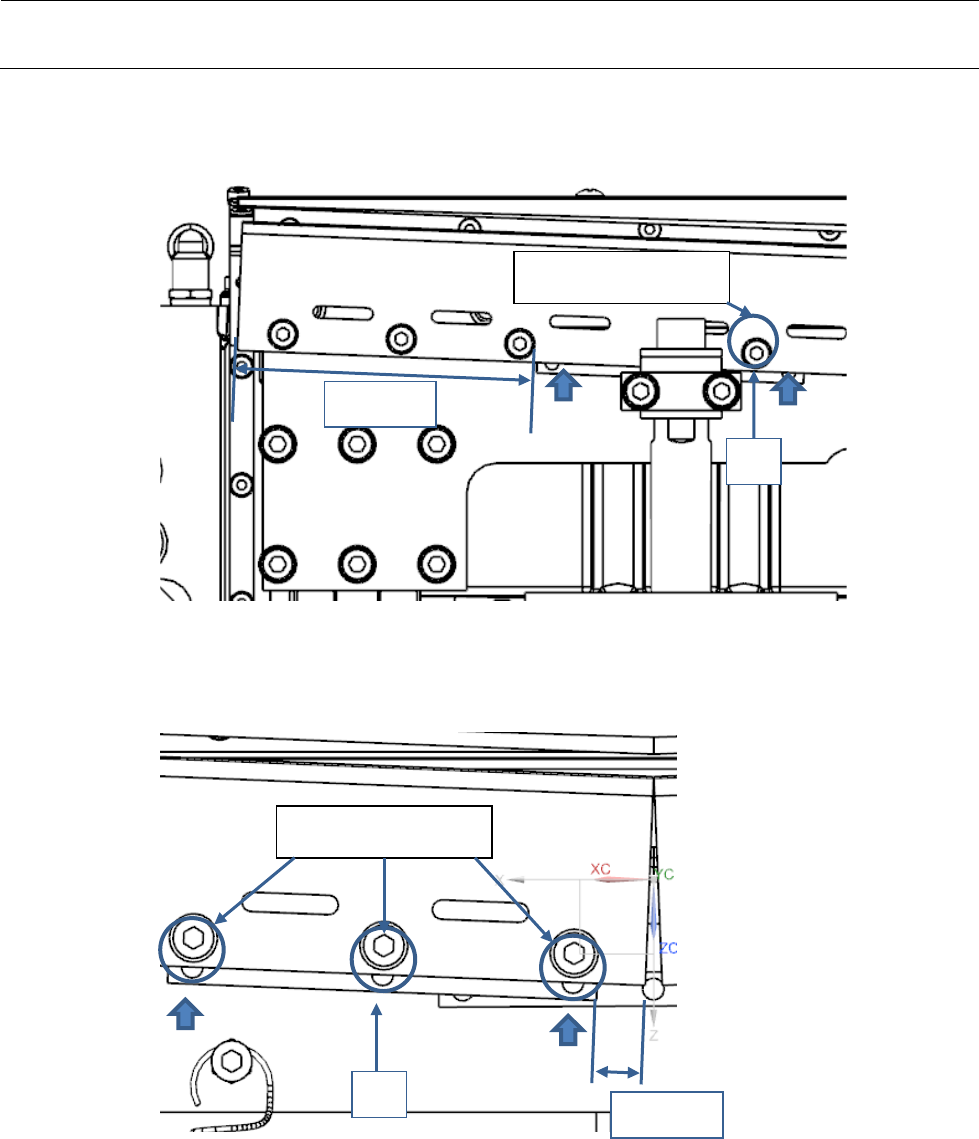
A 的垫隙片请添加在距切带机刀刃端面 100mm 的位置上,顶紧切带机刀刃的固定螺丝进行
定位。(反向侧也要进行相同的作业)
B 的垫隙片与 A 相反,请添加在距切带机刀刃端面 10mm 的位置上,顶紧切带机刀刃的固
定螺丝进行定位。
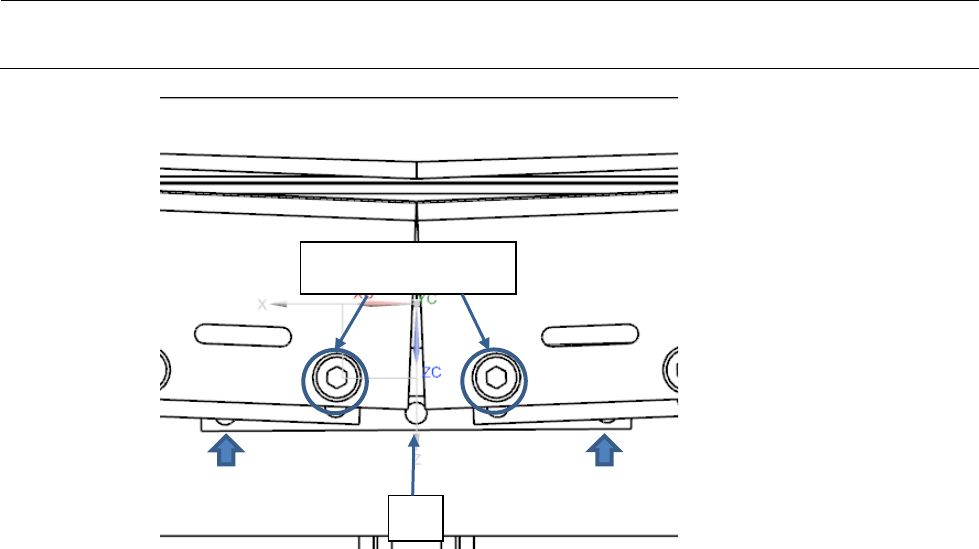
C 的垫隙片请添加在左右切带机刀刃的中央,顶紧切带机刀刃的固定螺丝予以定位。
100mm
A
B
10mm
以螺丝为基准顶紧
以螺丝为基准顶紧
维修调整要领书
9-9
进行垫隙片的添加作业时,请注意左右的切带机刀刃不要产生高低差。
17) 请再次进行切割检查。
如发生切割不良时,请回到第 16)道工序进行垫隙片块数和位置的核对。
切割不良时的核对项目如下。
1. 请确认垫隙片的块数是正确的。
如垫隙片的块数有错,左右切带机刀刃的上表面发生偏离,导致切割不良。
请确认垫隙片的块数,放入正确的数量。
2. 请确认垫隙片的位置是正确的。
如垫隙片的位置有错,左右切带机刀刃的上表面发生偏离,导致切割不良。
请确认垫隙片确实与基准顶紧,添加在正确的位置上。
18) 切割检查结束后,装配好下刀刃护罩、切带机护罩、PCB 护罩,确认所有护罩已经组装,再连接
第 2)道工序中拆下的空气配管。
19) 请向装置主体供给空气,启动。
C
以螺丝为基准顶紧
维修调整要领书
10-1
危险
为了防止突然的起动造成事故,请关掉电源之后再进行操作。
10
供料器浮起传感器
10-1
配置
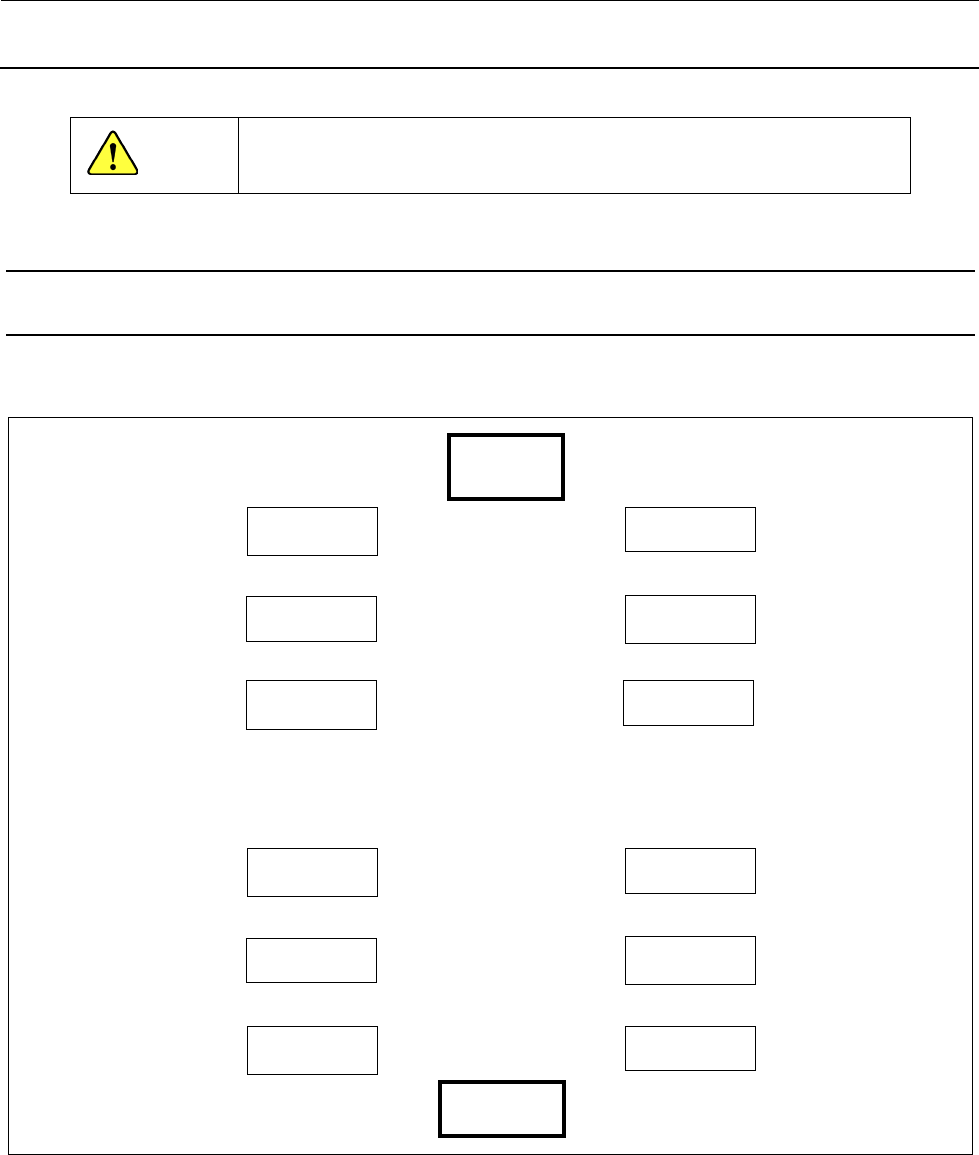
供料器浮起传感器的配置如下所示。
FRONT
REAR
投光
受光
受光
投光
受光 投光
投光
受光
40181501 CN13/33
40181502 CN13/29
40181502 CN13/27
40181501 CN13/28
CN13/27 40181502
CN13/25 40181501
CN13/33 40181501
CN13/31 40181502
投光
受光
40181501 CN13/25
CN13/29 40181502
受光 投光
40181502 CN13/31
CN13/28 40181501