JM-100_MS参数.pdf - 第105页
MS 参数 8-2 扩展 T 轴偏移量 8-2- 1 功能 显 示“ 5-6 扩展 T 轴偏移量” 中所取得的偏移 量。 要 重新取得偏移量时请 参照 “ 贴片头参数” - “扩 展 T 轴偏移量”。 8-2- 2 使用模具 本项目中不使用模具 。 8-2- 3 操作 从菜单中选择“贴片 参数”-“扩展 T 轴偏移量”后 ,显示下图所示的 T 轴偏差设定界面。 8-3
MS 参数
① 通过选择贴片头吸嘴,选择要测定的贴片头。
② 在裸芯片平台上放置裸芯片。
③ 按下“执行清理”按钮,将贴片头移动至吸嘴安装位置,根据画面上显示的指示将 506 吸嘴手动
安装在指定贴片头上。
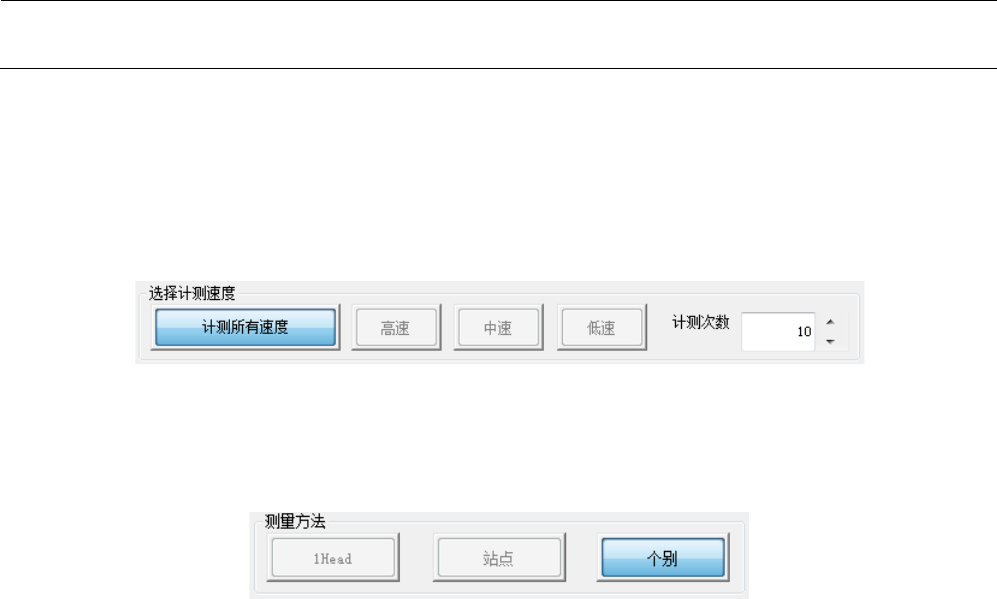
④ “选择计测速度”被设为“计测所有速度”时,从“低速”到“高速”均进行激光测量,逐一算出
相对于低速之测量结果的偏移量。
※ “选择计测速度”被设为“选择速度计测”时,以被指定的速度开始测量。
※ 如果“低速”尚未测量好,则不能进行“低速”之外的选择。
⑤ 选择测量速度时选择的速度的全部测定好以后,根据“测量方式”的指定进行偏移量的反映。
个别:仅将测量结果反映到指定 Head。
8-2
MS 参数
8-2 扩展 T 轴偏移量
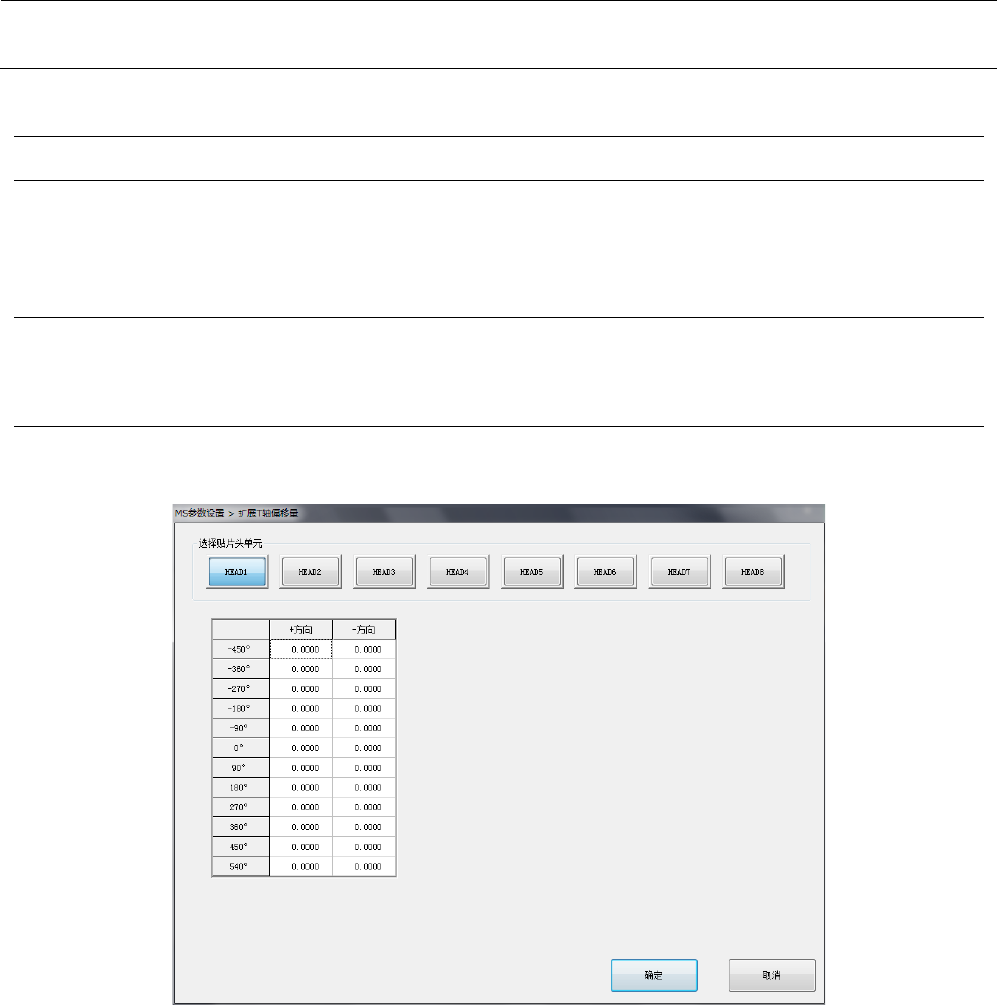
8-2-1 功能
显示“5-6 扩展T轴偏移量”中所取得的偏移量。要重新取得偏移量时请参照“贴片头参数”-“扩展T
轴偏移量”。
8-2-2 使用模具
本项目中不使用模具。
8-2-3 操作
从菜单中选择“贴片参数”-“扩展T轴偏移量”后,显示下图所示的T轴偏差设定界面。
8-3
MS 参数
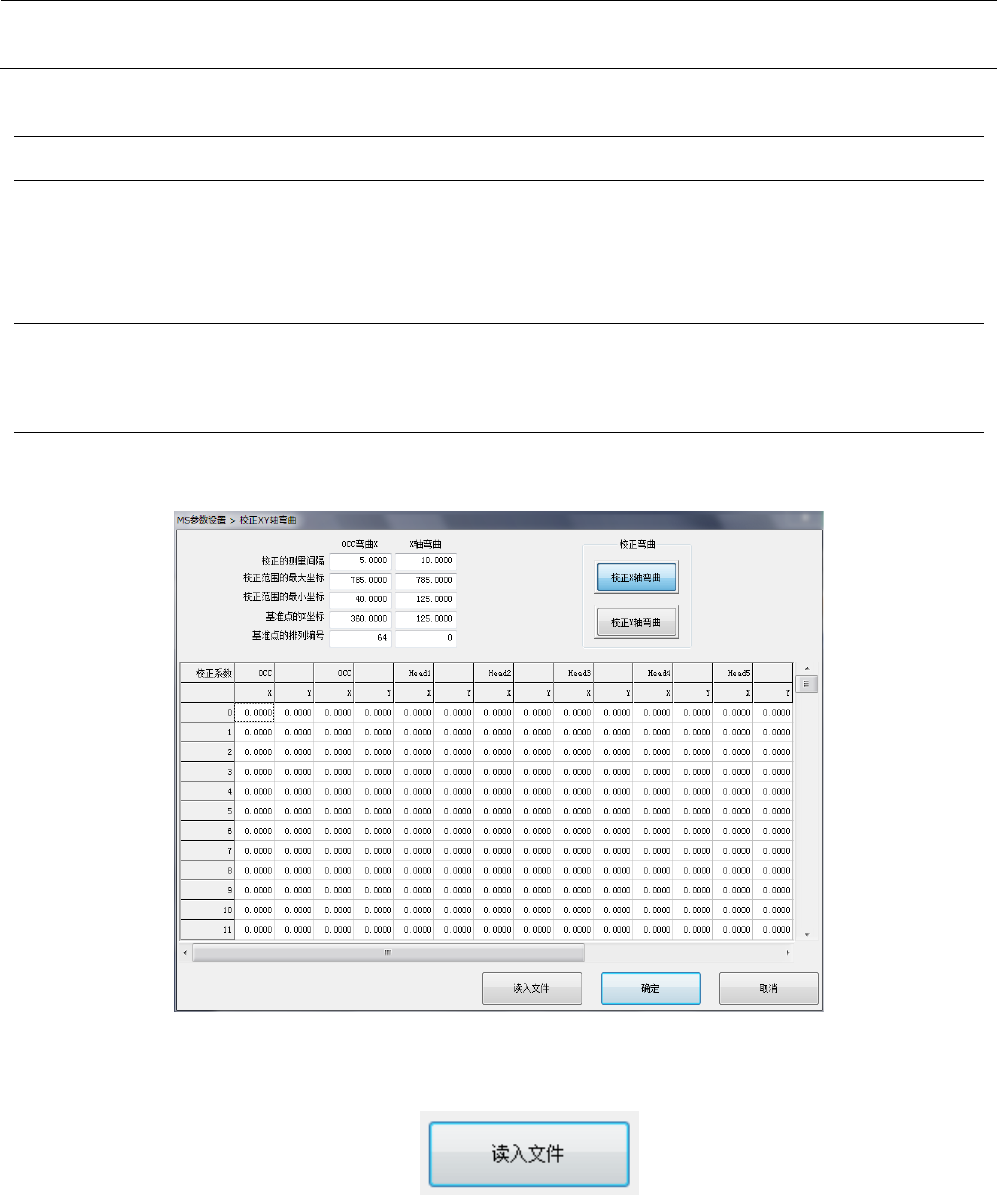
8-3 XY 轴弯曲补正
8-3-1 功能
为了将贴片位置校正到与XY轴弯曲状态相对应的位置,对XY轴的弯曲状态进行测量。
因需要特殊的模具,只能在工厂内设定。
8-3-2 使用模具
本项目中使用特殊模具。(不进行模具登录)
8-3-3 操作
从菜单中选择“贴片参数”-“XY轴弯曲补正”后,会显示如下对话框。
输入方法有手工输入和从文件读入这2种。
从文件读入时
如果在指定设备中存在读入文件用的文件数据,选择“读入文件”按钮。
于是显示文件选择画面,选择要读入的文件,将其读入。
8-4