JM-100_MS参数.pdf - 第86页
MS 参数 <操作・ 1 / 6 > 设置夹具板,以 R- A TC 。 准备工作完成后请按 “确认”按钮。 OCC 将使得识别移动 到偏移孔 1 的位置。 在这种情况下,它需 要的错误,它是 R-ATC 已被设置 在机器的设置状态。 在机器设置“ ATC 设置”中, 请将其设置为 R- A TC “未安装”状 态并重新执行。 <操作・ 4 / 6 > 识别出偏置孔 1 和 2 后,将显示上述画 面,所以选择 “确认” 。 HMS 移动…
MS 参数
7-5 R-ATC 偏移
7-5-1 功能
设置 R-ATC 的组装位置和组装高度
7-5-2 使用夹具
• R-ATC 夹具板(40211951)
7-5-3 操作
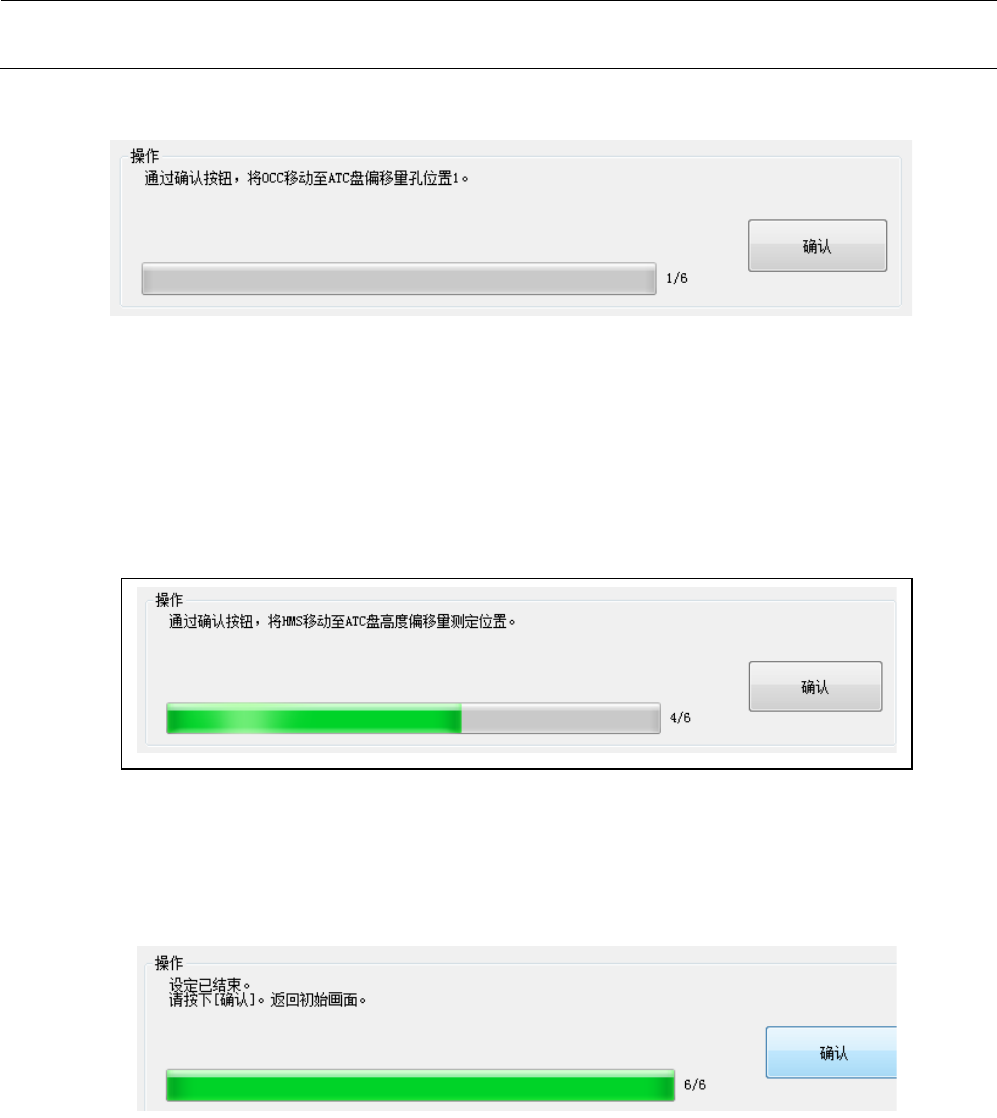
从菜单中选择“单位参数”-“R-ATC偏移量”后,会显示以下对话框。
7-8
MS 参数
<操作・
1
/
6
>
设置夹具板,以 R-ATC。
准备工作完成后请按“确认”按钮。
OCC 将使得识别移动到偏移孔 1 的位置。
在这种情况下,它需要的错误,它是 R-ATC 已被设置在机器的设置状态。
在机器设置“ATC 设置”中,请将其设置为 R-ATC“未安装”状态并重新执行。
<操作・
4
/
6
>
识别出偏置孔 1 和 2 后,将显示上述画面,所以选择“确认”。
HMS 移动到偏置高度采集位置,测量偏置高度。
<操作・
6
/
6
>
选择“确认”后,返回初始操作画面。
7-9
MS 参数
7-6 吸取基准位置偏移量
7-6-1 功能
设置以下位置: 台架标记确认时的基准位置,以及要计算吸取位置初始值时的基准位置。
7-6-2 使用模具
本项目中不使用模具。
7-6-3 操作
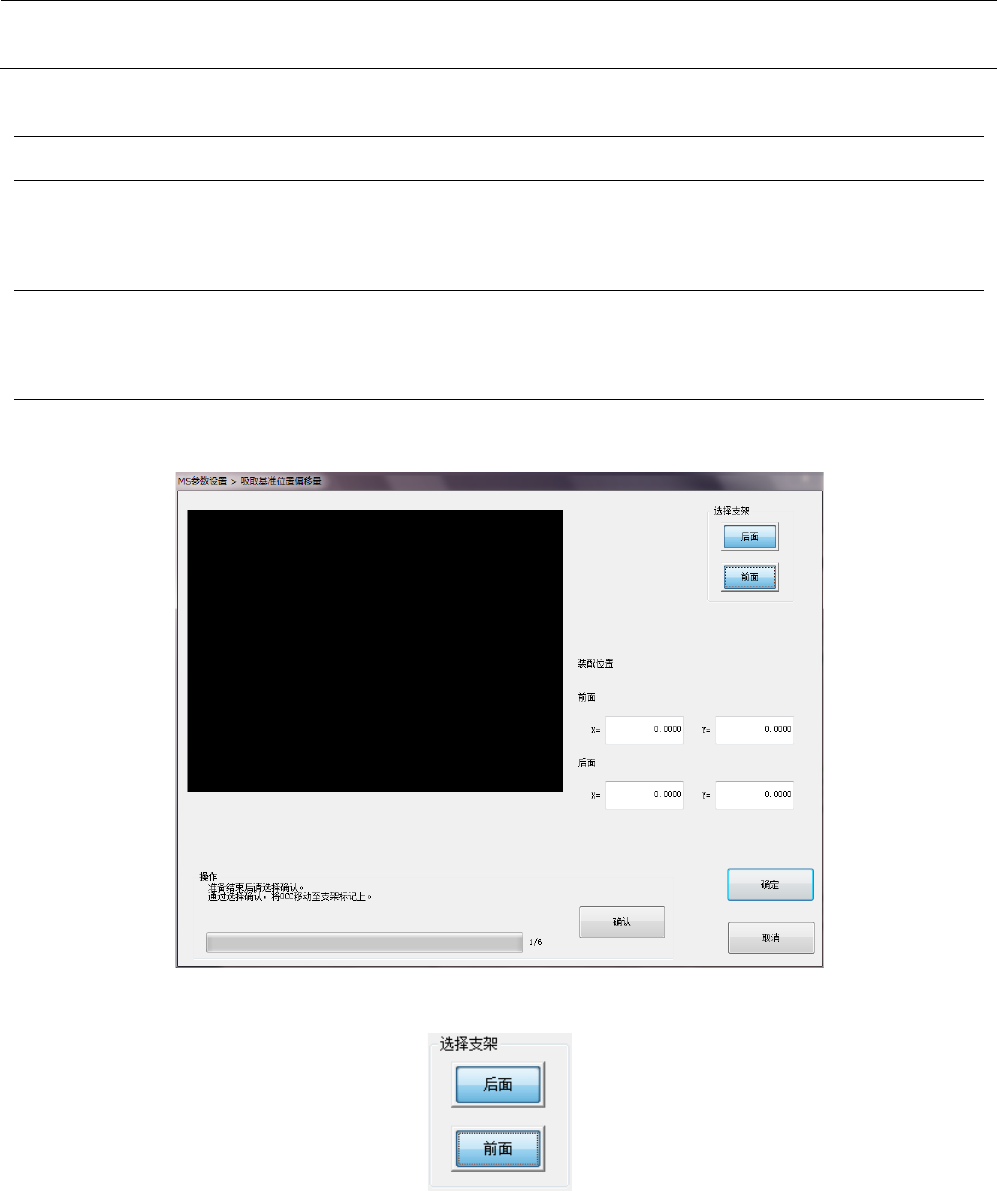
从菜单中选择“单元参数”-“吸取基准位置偏移量”后,会显示以下所示的设置吸取基准位置偏移量
的对话框。
请在以下的台架选择中选择要取得的台架。
7-10