JM-100_MS参数.pdf - 第30页
MS 参数 3-4- 1 -5 VE 选择“ VE ”页面,会显示以 下的对话框。 项目 可设置的参数 备注 支撑台 (S tepp ing m otor ) 有 / 无 排出器 有 / 无 坏板标记补正时,也 进行 X 方向的 补正 有 / 无 AW C 马达( 5 相 -> 2 相) 有 / 无 VE Heads 有 / 无 3- 14
MS 参数
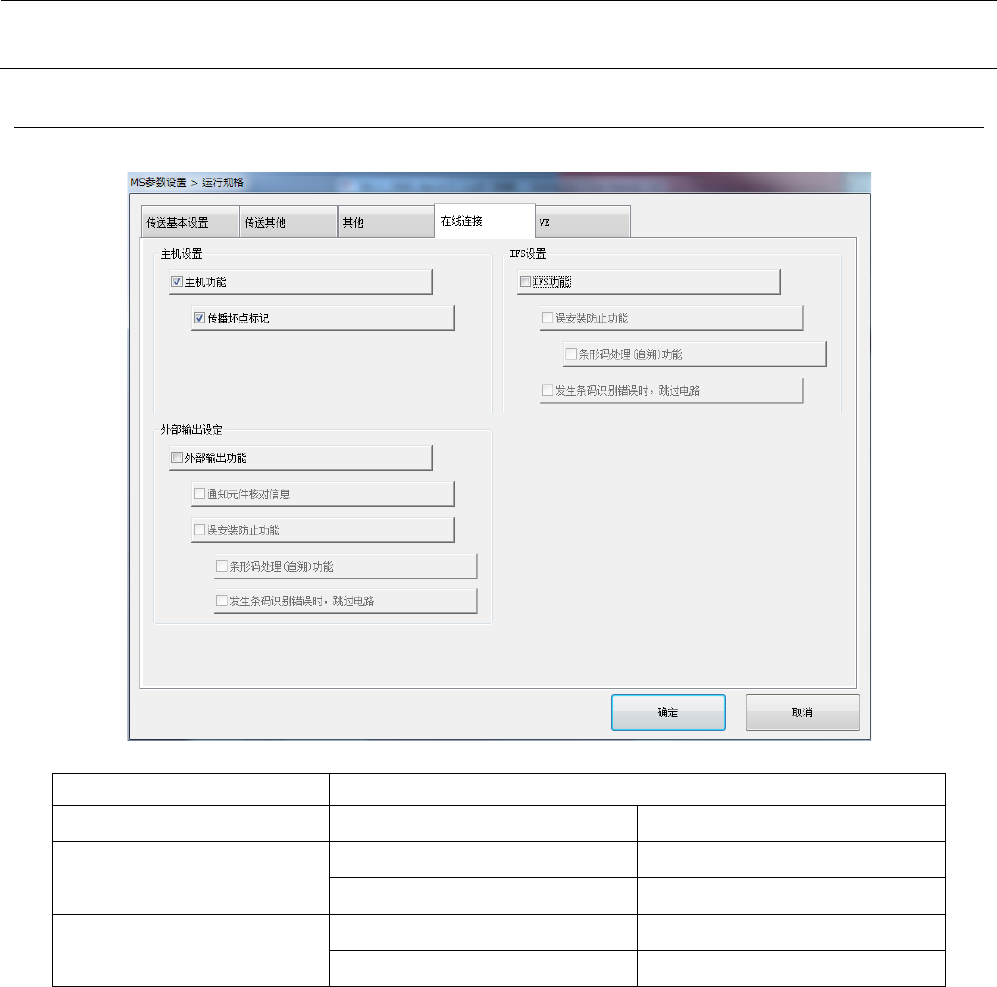
3-4-1-4 在线连接
点击选项卡“在线连接”后,会显示以下的对话框。
项目
选择的内容
主机设置 传播坏点标记
IFS设置 误安装防止功能 条形码处理(追溯)功能
发生条码识别错误时,跳过电路
外部输出设定 通知元件核对信息 误安装防止功能
条形码处理(追溯)功能 发生条码识别错误时,跳过电路
3-13
MS 参数
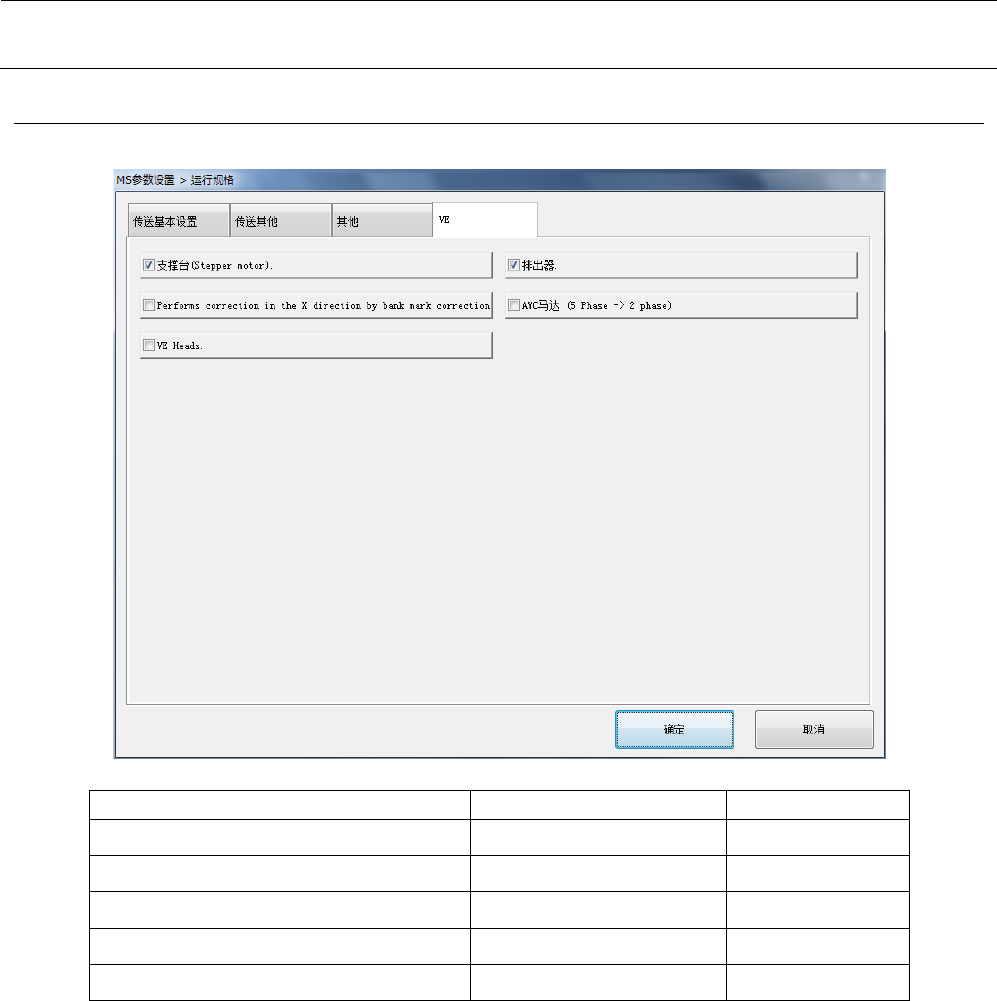
3-4-1-5 VE
选择“VE”页面,会显示以下的对话框。
项目
可设置的参数
备注
支撑台 (Stepping motor) 有/无
排出器 有/无
坏板标记补正时,也进行X方向的补正 有/无
AWC马达(5相 -> 2相) 有/无
VE Heads
有/无
3-14
MS 参数
3-5 特订
根据需要进行设置。通常情况下不需要设置。
3-6 服务人员
3-6-1 功能
设置修理工序师要用的、与各种生产等动作或日志相关的规格。
本项目分为“日志输出设置”、“实时检查”、“质量预防”、“带状送料”和“吸取送料”,可利用
选项卡进行切换。
3-6-2 操作
从菜单中选择“初始设置”-“服务人员”后,会显示如下的对话框。
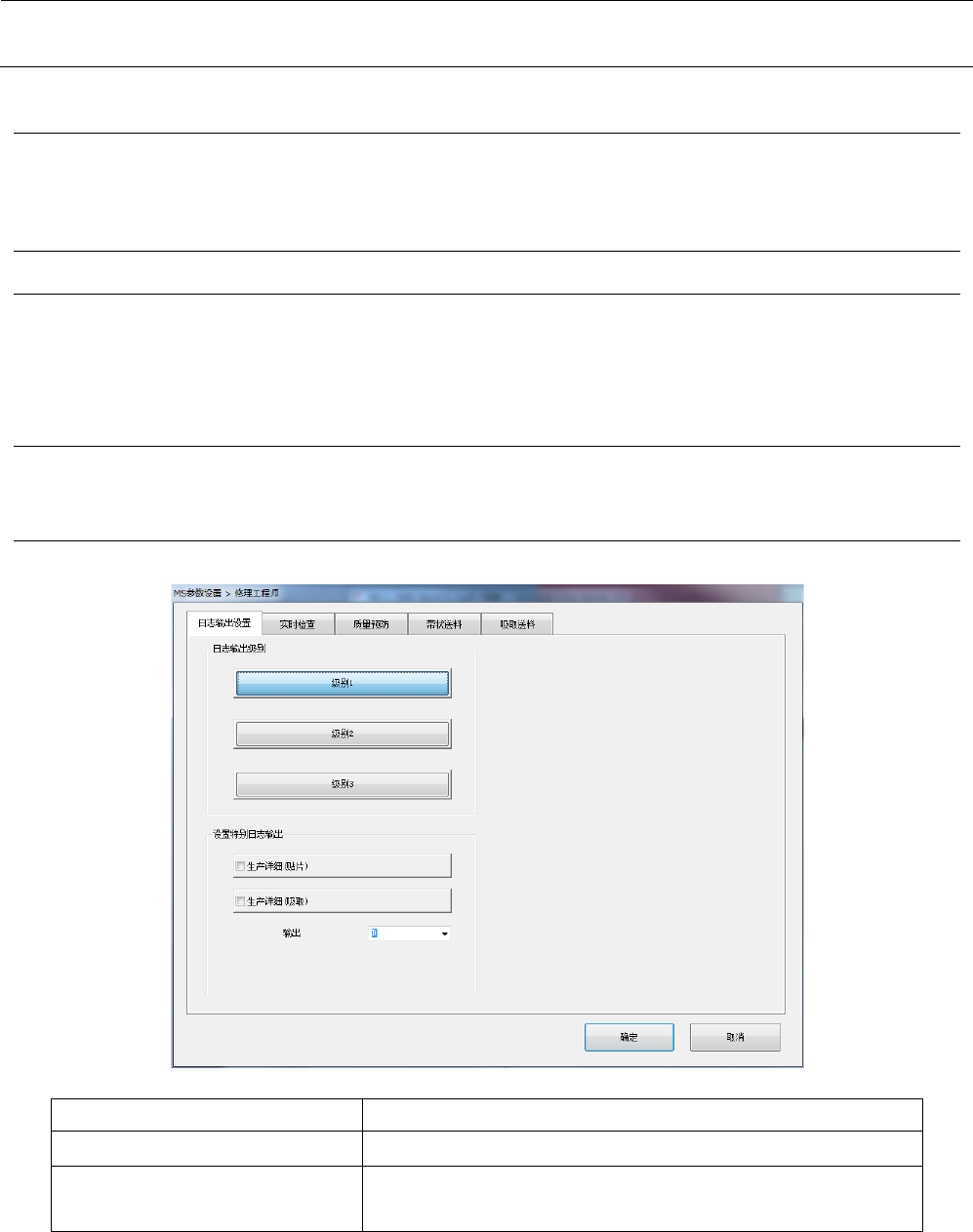
3-6-2-1 日志输出设置
设置项目
说明
日志输出级别 从级别1~级别3中选择
设置特別日志输出 从生产详细(贴片)/生产详细(吸取)中选择
选择输出到哪个驱动器
※如不是设置为日志级别1,将影响生产节拍,故需注意。
3-15