操作指南.pdf - 第205页
AVK3 维修 手册 7.15 推进 器和砧 座间距调 节(V 轴原点 ) D77M CC-83-1P 0-A0 7.15-2
AVK3
维修手册
7.15
推进器和砧座间距调节(V 轴原点)
D77MCC-83-1P0-A0
7.15-1
7.15. V
D77MCC-83-1P0-A0
装置编号:
1087121000 / 1087109000
7.14
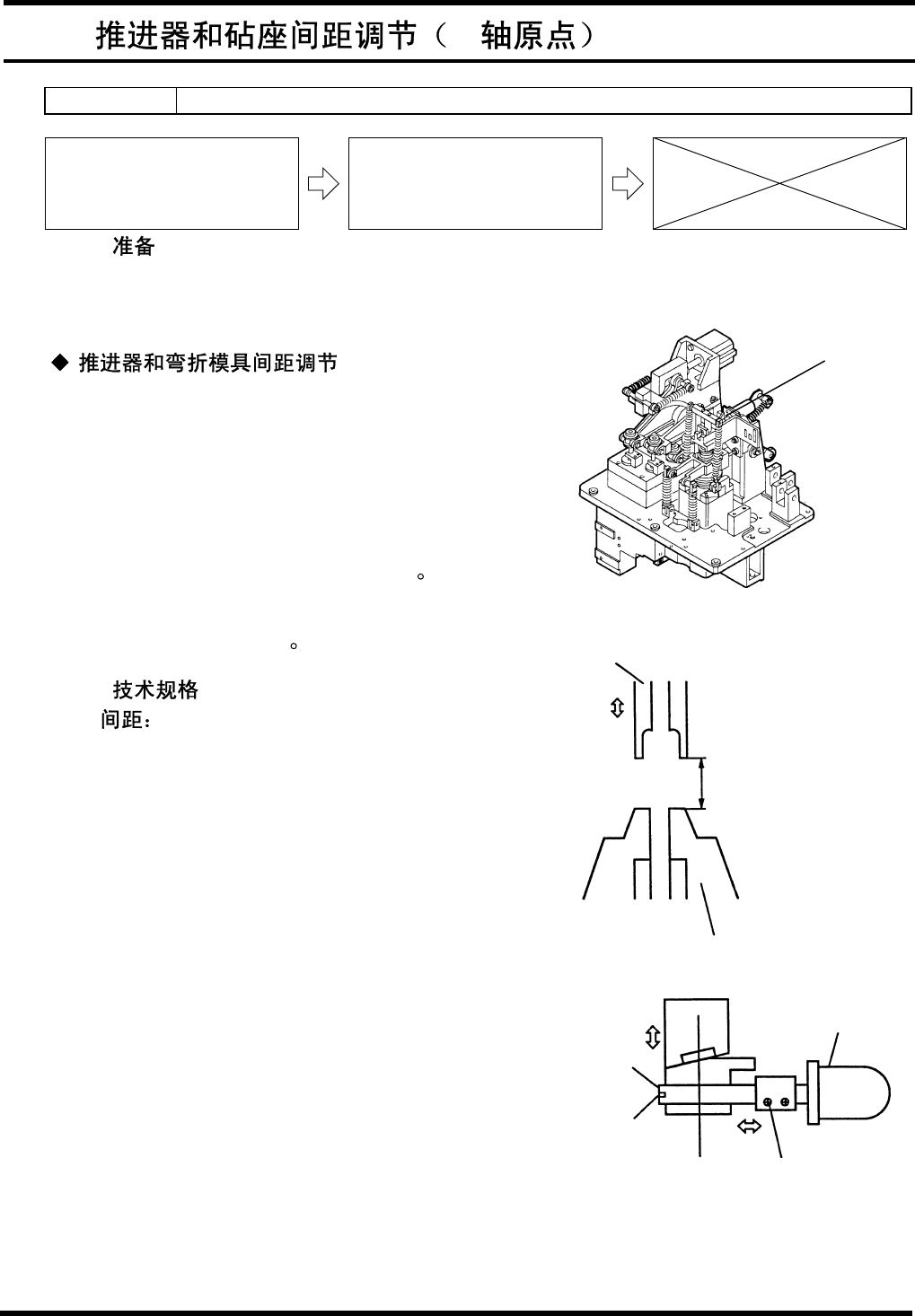
推进器和弯折模具间距调节
7.15
推进器和砧座间距调节
(V
轴原点
)
= =
1.
厚度量规
2. (-)
驱动器
1.
1.
接通电源
[ON]
并返回原点。
2.
检查副控制板面上的“插件头伺服电机
OFF
”按钮
是否断开
[OFF]
。
3.
断开插件头开关中的“插件头停止”开关
[OFF]
(释
放)。
4.
将循环定时器的手动旋钮旋转至
262
(推进器下限)
5.
使用厚度量规,检查砧座上升部分和推进器下降部分
之间的间距。(
CT262 V
轴
ORG
)
= =
0.80 - 0.90 mm
6.
拧松
V
轴电机的连接螺栓。
7.
旋转螺钉,以调节间距。
8.
拧紧连接螺栓。
9.
将循环定时器的手动旋钮旋转至
0
°。
10.
合上“插件头制动”开关
[ON] (
锁定
)
。
11.
断开在副操纵盘上的“插件头伺服电机关闭”
[OFF]
。
12.
返回原点。
13.
再次检查间距。
V
轴
折弯器基座
V
轴电机
连接螺栓
传动销(承插销)
螺钉
推进器
0.80 - 0.90 mm

AVK3
维修手册
7.15
推进器和砧座间距调节(V 轴原点)
D77MCC-83-1P0-A0
7.15-2
AVK3
维修手册
7.16
插入装置消耗部件更换
D77MCC-83-2W0-A0
7.16-1
7.16.
D77MCC-83-2W0-A0
装置编号:
1087110000
7.16
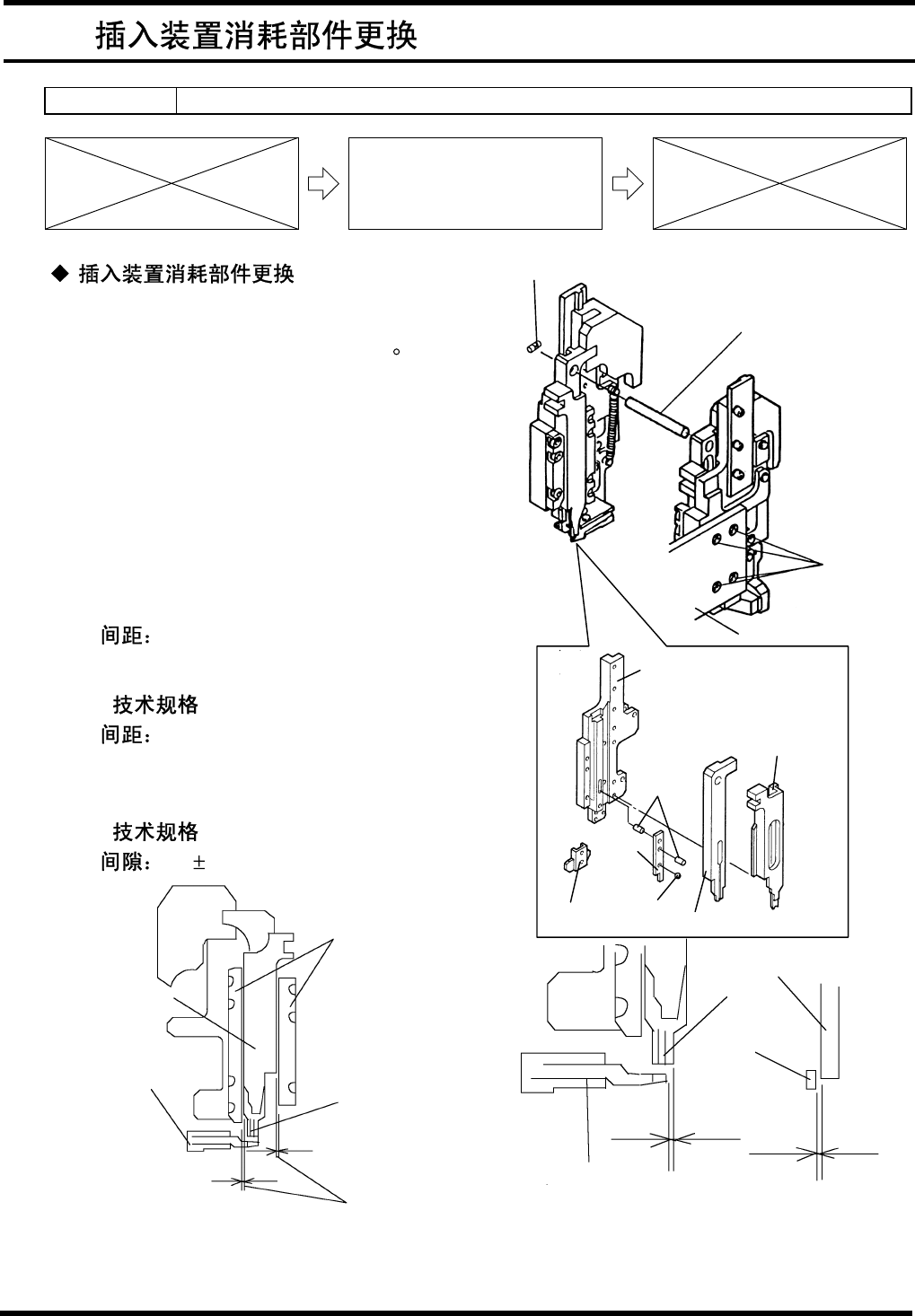
插入装置消耗部件更换
1.
1.
接通电源
[ON]
返回原点。
2.
将循环定时器的手动旋钮旋转至
0
。
3.
断开电源
[OFF]
。
4.
拆下螺栓(
4
件)。
5.
拧松定位螺丝并拔出传动轴。
6.
拆下插入装置。
7.
更换插入导轨,刀具和推进器。
8.
检查推进器和导轨板之间的的间距。
0.01 - 0.03 mm
9.
检查插入导轨和弯折模具之间的间距。
= =
0.01 - 0.03 mm
10.
检查插入导轨侧面和弯折模具顶面之间的间
隙。
= =
0 0.02 mm
推进器
折弯模具
间距
插入导轨
导轨板
插入导轨
折弯模具
折弯模具
间隙
间距
螺栓
定位螺钉
传动
导轨基座
插入导轨
刀具
定位销
钢珠
推进器
插入装置驱动
刀具