主机系统N7201A477C.pdf - 第45页
RL132 主机系统 3.1 指令一览 DA9HCC-09-030-A0 3.1-2 项目 指令 副 指令 数据 名称 指令说明 通信方向 标准 PP ST 无 起动 不变更停止模式而起动机器 H → E BL 单一停止起动 切换为单一停止模式并起动 H → E EP 循环停止起动 切换为循环停止模式并起动 H → E ST CT CONT 起动 切换为连续运转模式并起动 H → E BL 单一停止的停止 切换为单一停止…
RL132
主机系统
3.1 指令一览
DA9HCC-09-030-A0
3.1-1
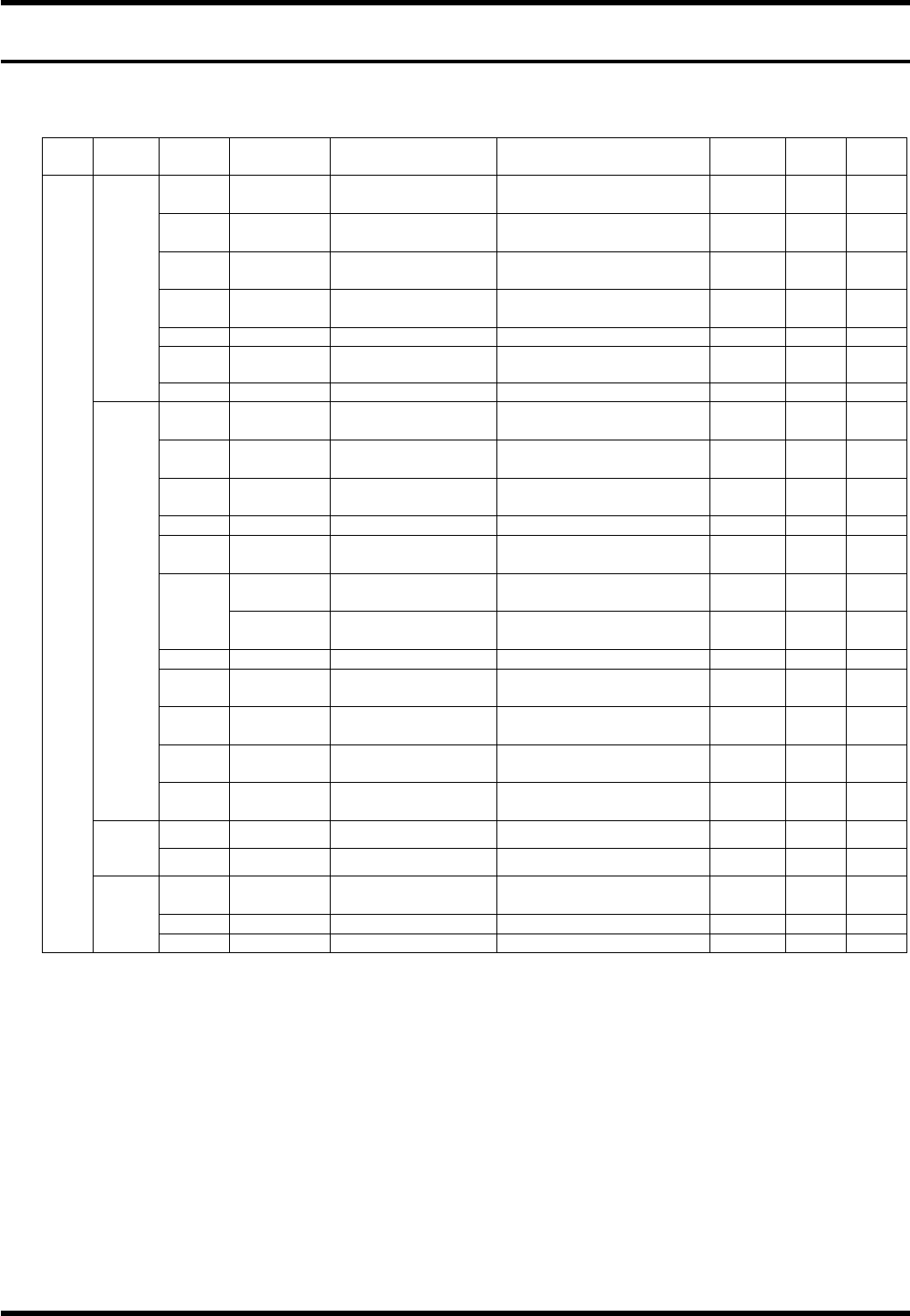
3.1. 指令一览
DA9HCC-09-030-A0
标准: 标准规格时可使用的指令 PP: Panasonic 包(选购件)时可使用的指令
E : 设备 H : 主机
项目 指令
副
指令
数据 名称 指令说明
通信
方向
标准
PP
P
数据名
NC 数据
下载开始
起动 NC 数据的下载
H → E
U 或 D 数据名
元件数据
下载开始
起动元件数据的下载
H → E
C
数据名
基板数据
下载开始
起动基板数据的下载
H → E
F
数据名
程序偏移量
下载开始
起动程序偏移量的下载
H → E
RP
数据名 NC 数据删除 删除 NC 数据
H → E
RU或
RD
数据名 元件数据删除 删除元件数据
H → E
C0
RC
数据名 基板数据删除 删除基板数据
H → E
P
数据名
NC 数据
上载开始
起动 NC 数据的上载
H → E
U 或 D 数据名
元件数据
上载开始
起动元件数据上载
H → E
C
数据名
基板数据
上载开始
起动基板数据上载
H → E
G
无 机器固有数据上载开始 起动机器固有数据的上载
H → E
F
数据名
程序偏移量
上载开始
起动程序偏移量上载
H → E
000 或 900
生产信息 (品种)
上载开始
起动生产信息 (品种) 上载
H → E
M
000P∗∗∗或
900P∗∗∗
生产信息 (NC)
上载开始
起动生产信息 (NC) 上载
H → E
N
000 或 900 托盘信息上载开始 启动托盘信息的上载
H → E
Z
000 或 900
料架信息
上载开始
起动料架信息上载
H → E
T 或 RP 无
NC 数据目录
上载开始
起动 NC 数据目录上载
H → E
S 或 RD 无
元件数据目录
上载开始
起动元件数据目录信息上载
H → E
C1
RC
无
基板数据目录
上载开始
起动基板数据目录信息上载
H → E
ST
无 监视机器状态 确认设备的运转状态
H → E
C2
HB
00 + ID 部 检测断线 检测通信的切断
H → E
P
数据名
NC 数据名称
参照·变更
参照 NC 数据名称
H → E
U 或 D 数据名 元件数据名称 参照元件数据的名称
H → E
C
指
令
C3
C
数据名 基板数据名称 参照基板数据的名称
H → E
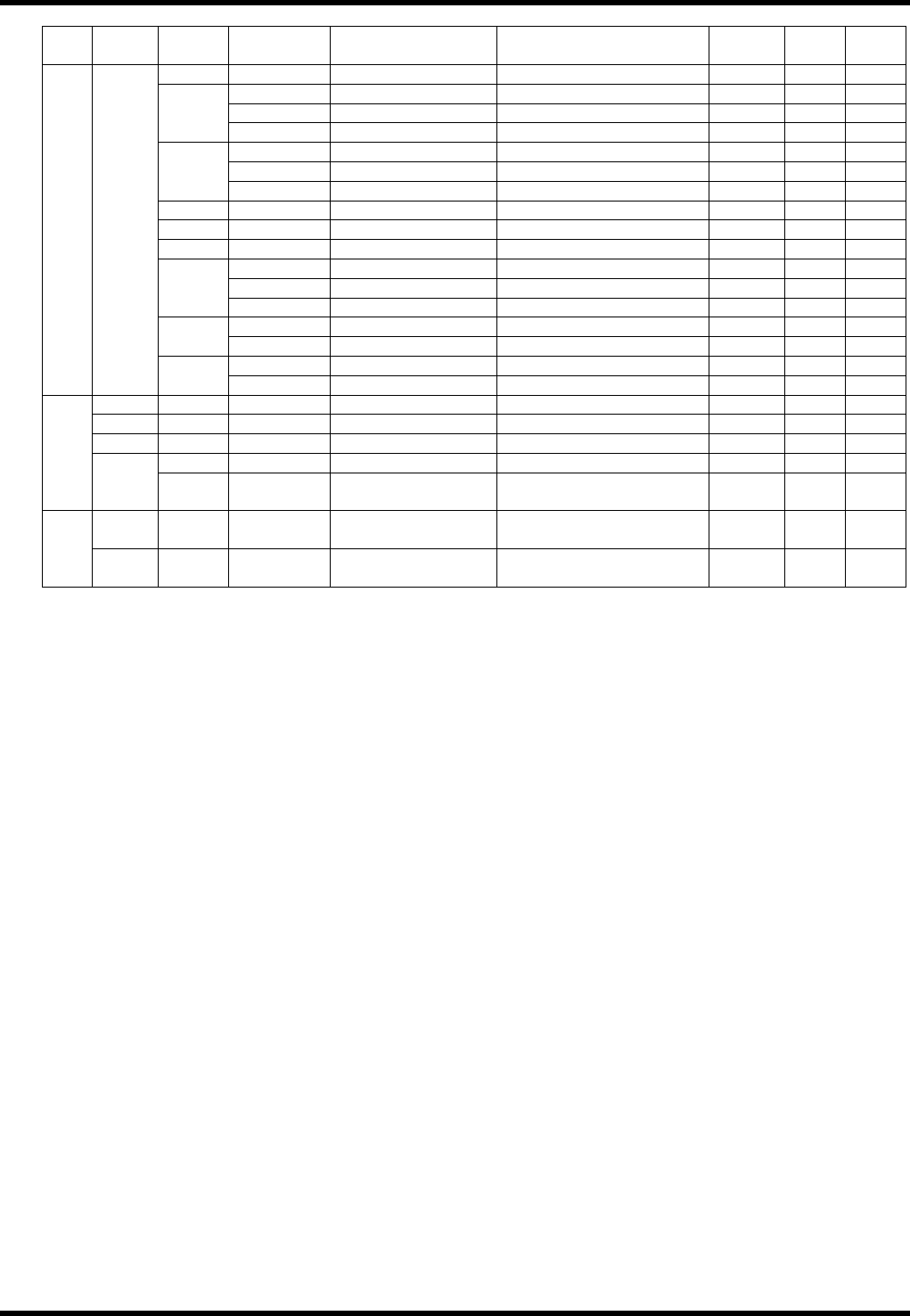
RL132
主机系统
3.1 指令一览
DA9HCC-09-030-A0
3.1-2
项目 指令
副
指令
数据 名称 指令说明 通信方向 标准
PP
ST
无 起动 不变更停止模式而起动机器
H → E
BL
单一停止起动 切换为单一停止模式并起动
H → E
EP
循环停止起动 切换为循环停止模式并起动
H → E
ST
CT
CONT 起动 切换为连续运转模式并起动
H → E
BL
单一停止的停止 切换为单一停止模式
H → E
EP
循环停止 切换为循环停止模式
H → E
SP
CT
CONT 停止 切换为连续运转模式
H → E
RE
无 复位指令 解除单一停止或者解除错误
H → E
LP
无 P板取出禁止指令 禁止向进料机搬入基板
H → E
UP
无 排出基板指令 从 XY 工作台上排出基板
H → E
P∗∗∗
NC 数据选择 选择 NC 数据的执行程序
H → E
U∗∗∗或 D∗∗∗ 元件数据选择 选择元件数据的执行程序
H → E
SE
C∗∗∗
基板数据选择 选择基板数据的执行程序
H → E
无 执行宽度调整动作 执行宽度调整动作 (切换机型)
H → E
WC
OG
执行宽度调整原点复归 执行宽度调整原点复归
H → E
CT
连续供给元件 连续地供给元件
H → E
C
指
令
C5
SU
EP
EOP 供给元件 以 EOP 为单位供给元件
H → E
A0
无 无 下一数据要求 传送数据时,要求传送下一数据
H ←→ E
A2
无 无 通信结束 通知通信已结束
H ←→ E
A3
无 无 无要求的数据 通知与 C1 指令的名称不一致
H ←→ E
E00
无 操作错误 在非正常状态接收了数据
H ←→ E
A
指
令
A4
E01
无 议定书错误
在接收过程中有别的指令被传
送过来了。
H ←→ E
D0
无 各种数据 数据传送
在传送 C0 ~ C1 指令的数据时
使用
H ←→ E
D
指
令
D1
无 各种数据 数据传送
在传送 C2 ~ C3 指令的数据时
使用
H ←→ E
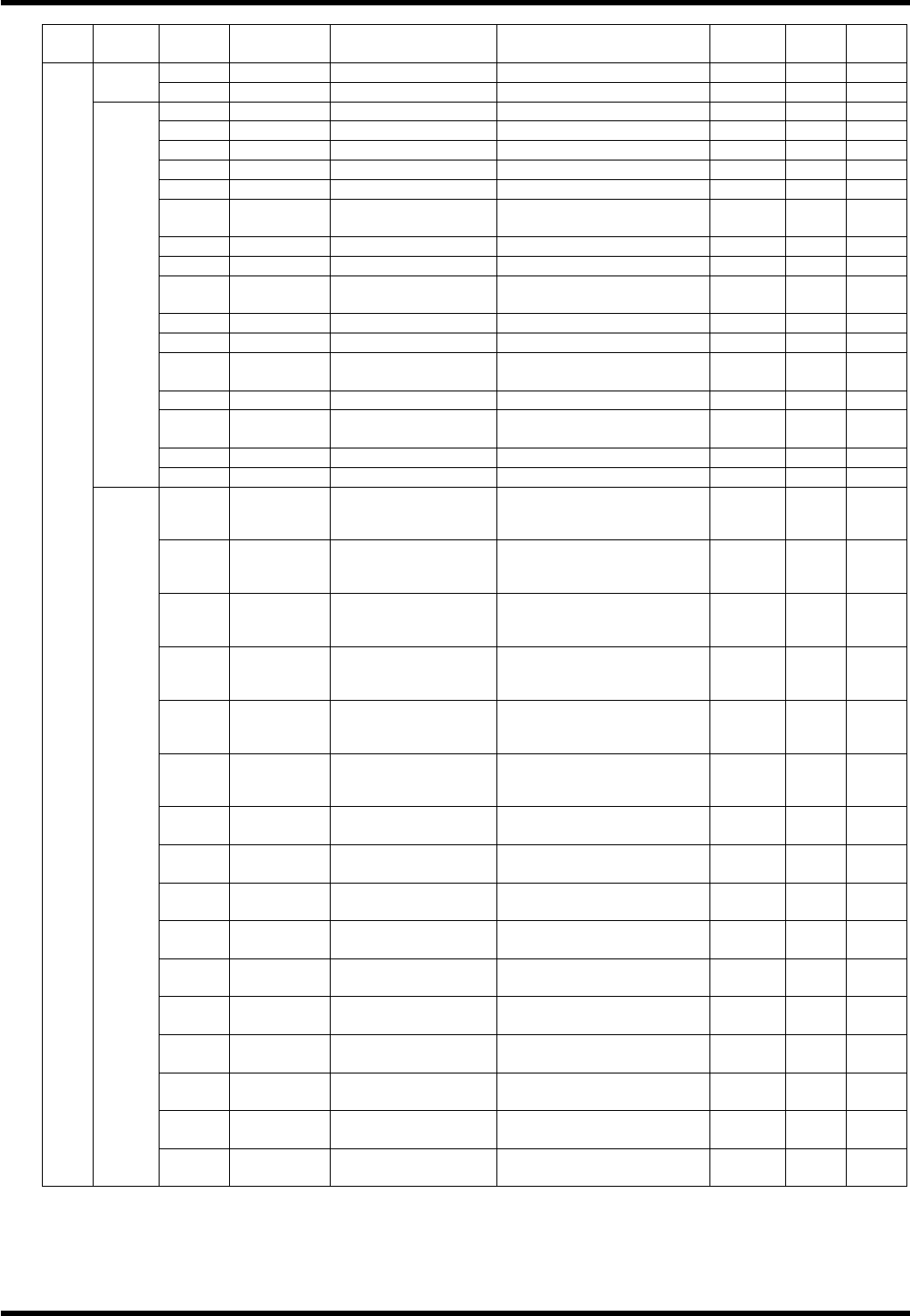
RL132
主机系统
3.1 指令一览
DA9HCC-09-030-A0
3.1-3
项目 指令
副
指令
数据 名称 指令说明
通信
方向
标准
PP
CT
无 EOP 通过 每当 EOP 步骤通过时发生
H ← E
R0
EP
无 EOP 停止 当 EOP 步骤停止后发生
H ← E
OL
无 在线模式 表示设备为在线模式
H ← E
FL
无 脱线模式 表示设备为脱线模式
H ← E
ST
无 起动 表示设备已开始运转
H ← E
SP
无 停止 通知设备已单一停止
H ← E
RE
无 复位 通知错误已被解除
H ← E
PE
无 PCB 等待解除
当不能上料的状态已经解除后
发生
H ← E
PW
无 PCB 等待 表示发生了不能进料的状态。
H ← E
OG
无 XY 原点复归结束 XY 原点复归后发生
H ← E
UP
无 PCB 排出完成
当工作台上的 PCB 全都排出后
发生
H ← E
LD
无 上料结束 在上料结束时发生
H ← E
RC
无 返工 通知发生了返工
H ← E
TE
无 宽度调整动作正常结束
通知宽度调整动作已经正常结
束
H ← E
RU
无 运转状态 表示设备已开始运转
H ← E
RD
无 准备状态
表示设备不是因出错的原因而
停止了
H ← E
ER
无 出错状态 表示设备因出错而停止了
H ← E
R1
HB
OO + ID 部 断线检查 由 C2HB 进行断线检查时应答
H ← E
E01
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
插入错误
通知因发生插入错误已经停止
运转了
H ← E
E03
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
元件用完错误
通知因发生元件用完而停止运
转了
H ← E
E05
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
上料器错误
通知因发生上料器错误而停止
运转了
H ← E
E07
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
超限错误 通知轴因超极限而停止运转了
H ← E
E08
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
错误停止
通知设备不是因出错的原因而
停止了
H ← E
E18
(S∗∗)
N∗∗∗Z∗∗∗M∗
∗∗T∗∗∗
识别错误
通知因发生了识别错误而停止
了
H ← E
TE
无 宽度调整轴错误
通知宽度调整的全轴发生了错
误
H ← E
TE01
无 宽度调整第 1 轴错误
通知宽度调整第 1 轴发生了错
误
H ← E
TE02
无 宽度调整第 2 轴错误
通知宽度调整第 2 轴发生了错
误
H ← E
TE03
无 宽度调整第 3 轴错误
通知宽度调整第 3 轴发生了错
误
H ← E
TE04
无 宽度调整第 4 轴错误
通知宽度调整第 4 轴发生了错
误
H ← E
TE05
无 宽度调整第 5 轴错误
通知宽度调整第 5 轴发生了错
误
H ← E
TE06
无 宽度调整第 6 轴错误
通知宽度调整第 6 轴发生了错
误
H ← E
TE07
无 宽度调整第 7 轴错误
通知宽度调整第 7 轴发生了错
误
H ← E
TE08
无 宽度调整第 8 轴错误
通知宽度调整第 8 轴发生了错
误
H ← E
R
指
令
R2
TE09
无 宽度调整第 9 轴错误
通知宽度调整第 9 轴发生了错
误
H ← E