SM431说明书.pdf - 第299页
X-Y Frame 6-27 警 告 组装时请使用 Torque Wrench ,遵循 组装部位的规定 Torque 。不遵循规定值进行组装时,严重影响到 设备贴装程 度 11. 完成作业 后打开设备正面的总开关 ,重新启动 PC 。 12. 请执行 “6.3.3.1 电动机替换次序 (Page6-3)” 的 NO.1 1 步骤 13. 必须实行 下面的 Calibration 。详细事项请参照 “ 第 3 章 Calibration …
Samsung Component Placer SM431 Service Manual
6-26
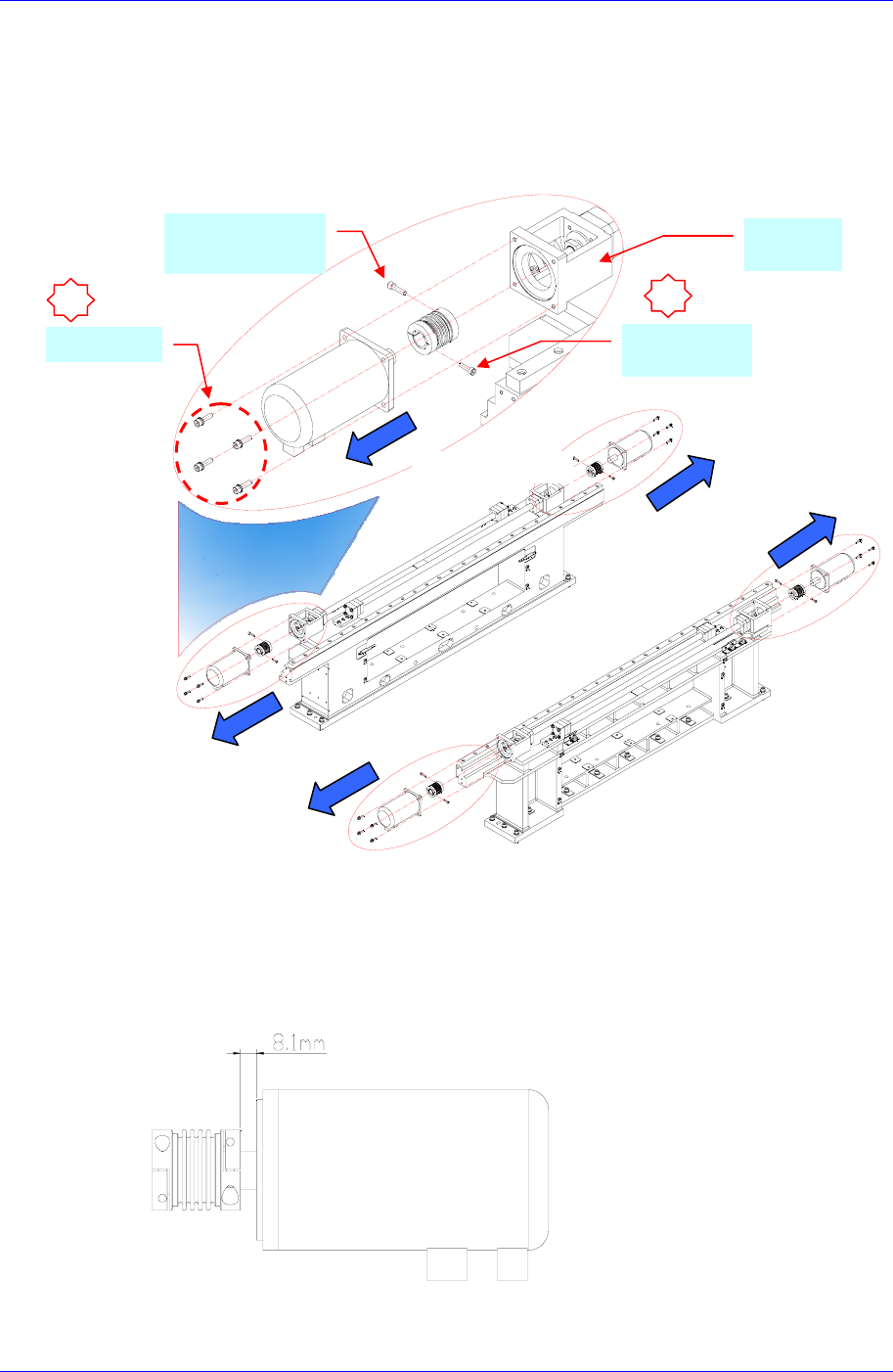
7. 请按下图的号码顺序进行分离。
① 只拆卸靠近马达侧的Coupling的六角Socket bolt。(更换ball Screw时,只拆
卸靠近球Screw侧的六角Socket bolt.)
② 拧开把马达固定在Y-Motor Block的固定螺丝(4-M5*20)后,按下图的箭头方
向拆卸马达
8. 请更换马达。
9. 按拆卸的逆序组装马达
10. Coupling组装到马达时,按下图尺寸对准Coupling和马达组装面的距离后,用
力矩扳手(40kgf*cm)进行组装
连接Screw时的力矩:45kgf.cm(使用力矩扳手)
Motor 分离方向
电动机替换
时除去
滚珠丝杠替换时
除去
1
4-M5*20
2
Y-Motor
Block
X-Y Frame
6-27
警 告
组装时请使用Torque Wrench ,遵循组装部位的规定
Torque。不遵循规定值进行组装时,严重影响到设备贴装程
度
11. 完成作业后打开设备正面的总开关,重新启动PC。
12.
请执行
“6.3.3.1
电动机替换次序
(Page6-3)”
的
NO.11
步骤
13. 必须实行下面的 Calibration。详细事项请参照 “
第
3
章
Calibration (Page 3-3)”
Axis Home Calibration (3.1.1参考)
Skew Compensation (3.1.2参考)
Gantry Common X-Y Calibration (3.1.4 参考)
Conveyor Calibration (3.1.5 参考)
Gantry Thermal Mapping (3.1.7 参考)
Gantry Mapping (3.1.8 参考)
ANC Pos. Scan (3.1.9 参考)
14. 完成校正后,为了确认是否正常贴装部件,请执行测试。
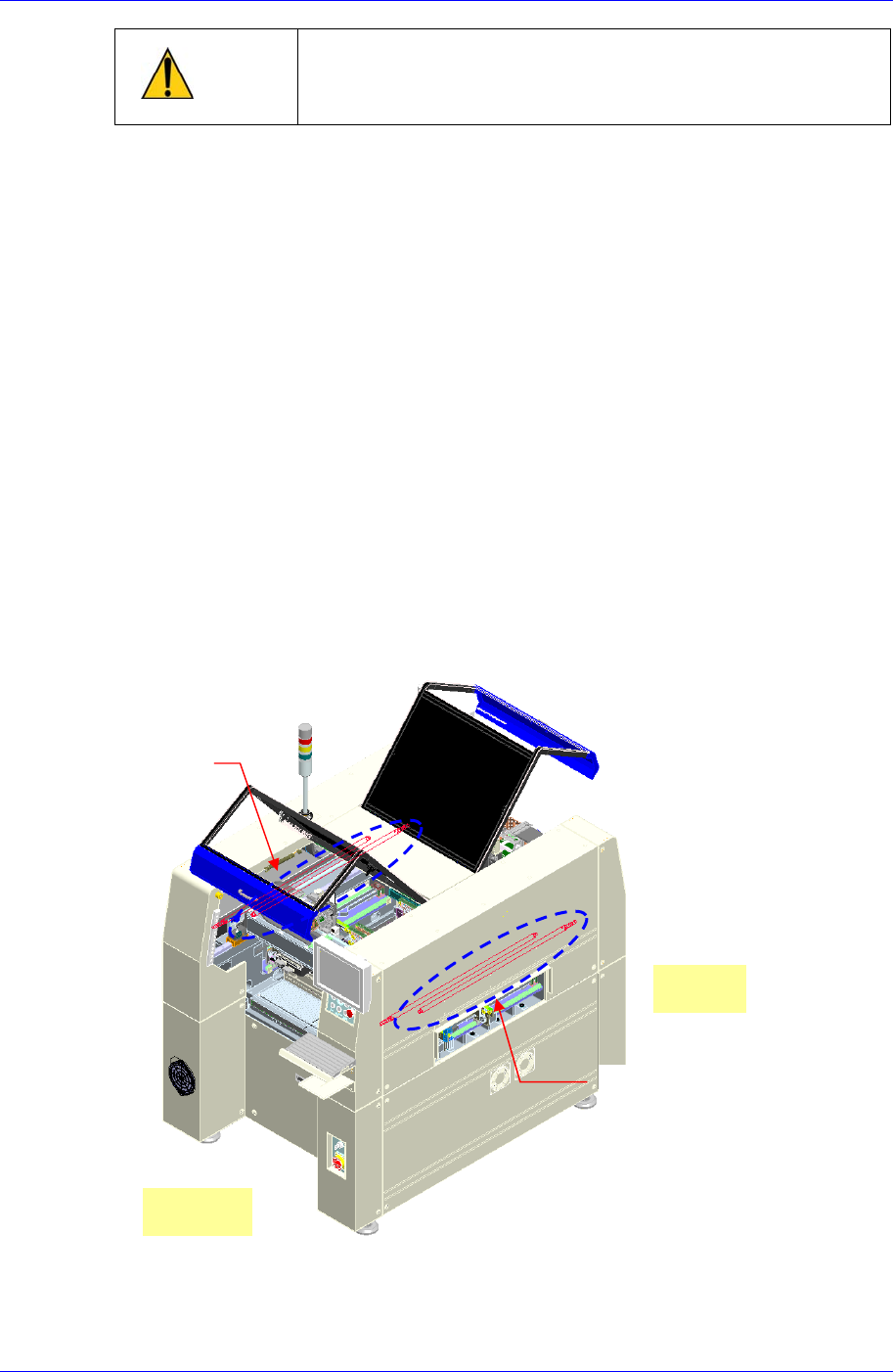
6.4.3.2. 滚珠丝杠替换次序
Y2-Axis Ballscrew
Y1-Axis Ballscrew
Front
Rear
Samsung Component Placer SM431 Service Manual
6-28
1. 请执行“6.4.3.1 Y-Axis
电动机替换次序
(Page 6-3)”的No.1~No.6步骤。
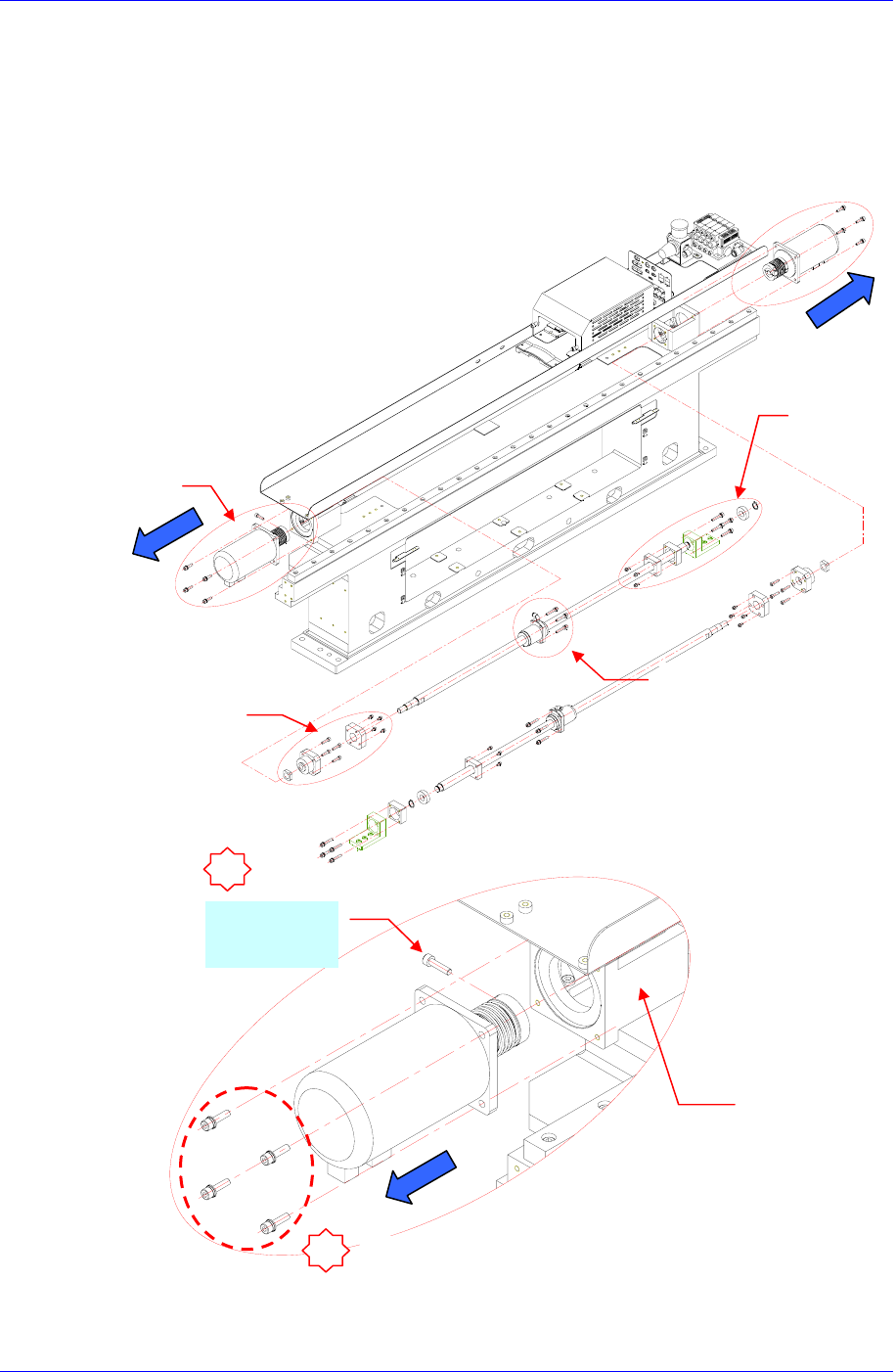
2. 请按照下图的序号进行分离。
① 利用扳手拧开靠近ball Screw侧的Coupling六角Socket bolt(M4).(图1)
② 拧开把马达固定在Y-Motor Block的固定螺丝(4-M5*20)后,把马达按下图的
箭头方向进行分离。
滚珠丝杠替换
时除去
4-M5*20
1
2
Y-Motor Block
图
1
图
1
图
2
图
3
图
4