操作手册N7201A468C.pdf - 第75页
RL132 操作手册 5.1 生产准备 DA9OCC-31-010-A0 5.1-4 导轨选择 ( 导轨 1 和 2) 按照所用基板的厚度选择适当的导轨 。 基板厚度 (mm) 导轨 (1) 和 (2) 件号 2.0 1.8 ∗ 1.6 N210066295AA 1.4 1.2 N210081328AA 1.0 0.8 0.6 N210081329AA 标有 ∗ 标记的导轨作为标准设备列出 。 其他所有的档块尺寸均为任选尺寸。 …
RL132
操作手册
5.1 生产准备
DA9OCC-31-010-A0
5.1-3
定位器调整
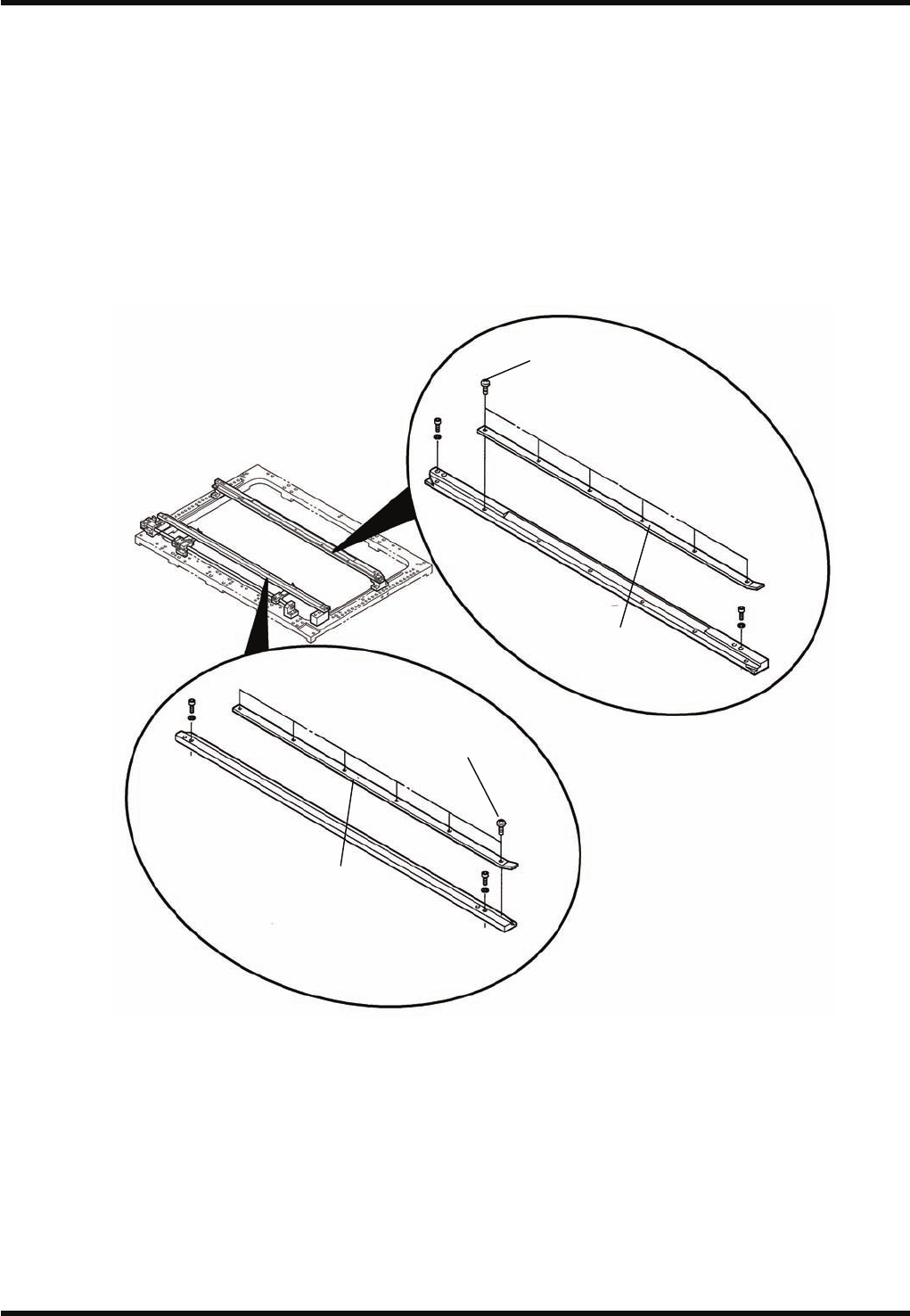
更换导轨
4.
1. 拧出螺钉 2 (6 件),拆下导轨 (1)。
2. 安装和基板的厚度相当的导轨。
3. 拧紧螺钉 2 (3 件),紧固导轨 (1)。
4. 拧出螺钉 3 (6 件),拆下导轨 (2)。
5. 安装和基板的厚度相当的导轨。
6. 拧紧螺钉 3 (6 件),紧固导轨 (2)。
螺钉 2
螺钉 3
导轨(2)
导轨(1)
RL132
操作手册
5.1 生产准备
DA9OCC-31-010-A0
5.1-4
导轨选择 (导轨 1 和 2)
按照所用基板的厚度选择适当的导轨。
基板厚度(mm) 导轨(1)和(2)件号
2.0
1.8
∗ 1.6
N210066295AA
1.4
1.2
N210081328AA
1.0
0.8
0.6
N210081329AA
标有∗标记的导轨作为标准设备列出。
其他所有的档块尺寸均为任选尺寸。
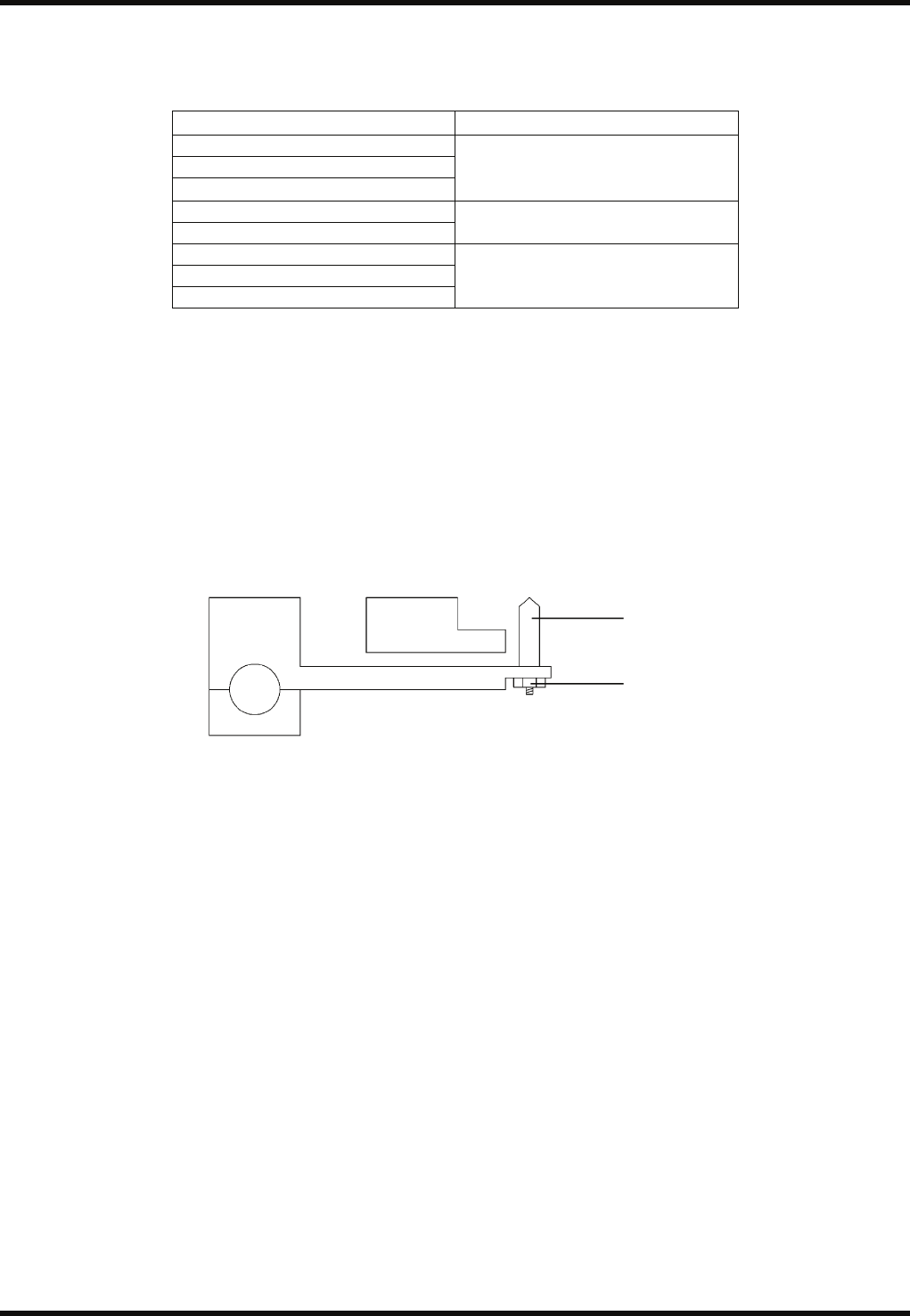
更换基准销 (当基板基准孔直径改变时)
5.
1. 拧松螺母 1。(杆 L,R)
2. 更换成与孔径相配的基准销,然后拧紧螺母。
5.1.2 程序输入
在插件机开始自动运行之前,务必准备好 NC 数据和元件数据。
按照以下各节讲解的步骤输入程序。
当装入宽度自动调整功能 (任选) 时必须准备好基板数据。
NC 数据输入
生成新的 NC 数据 ‘编程 / NC 数据生成’。
元件数据输入
生成 NC 数据用的新的元件数据 ‘编程 / 元件数据生成’。
基板数据输入
生成新的生产基板的数据 ‘编程 / 基板数据生成’。
基准销
螺母
RL132
操作手册
5.1 生产准备
DA9OCC-31-010-A0
5.1-5
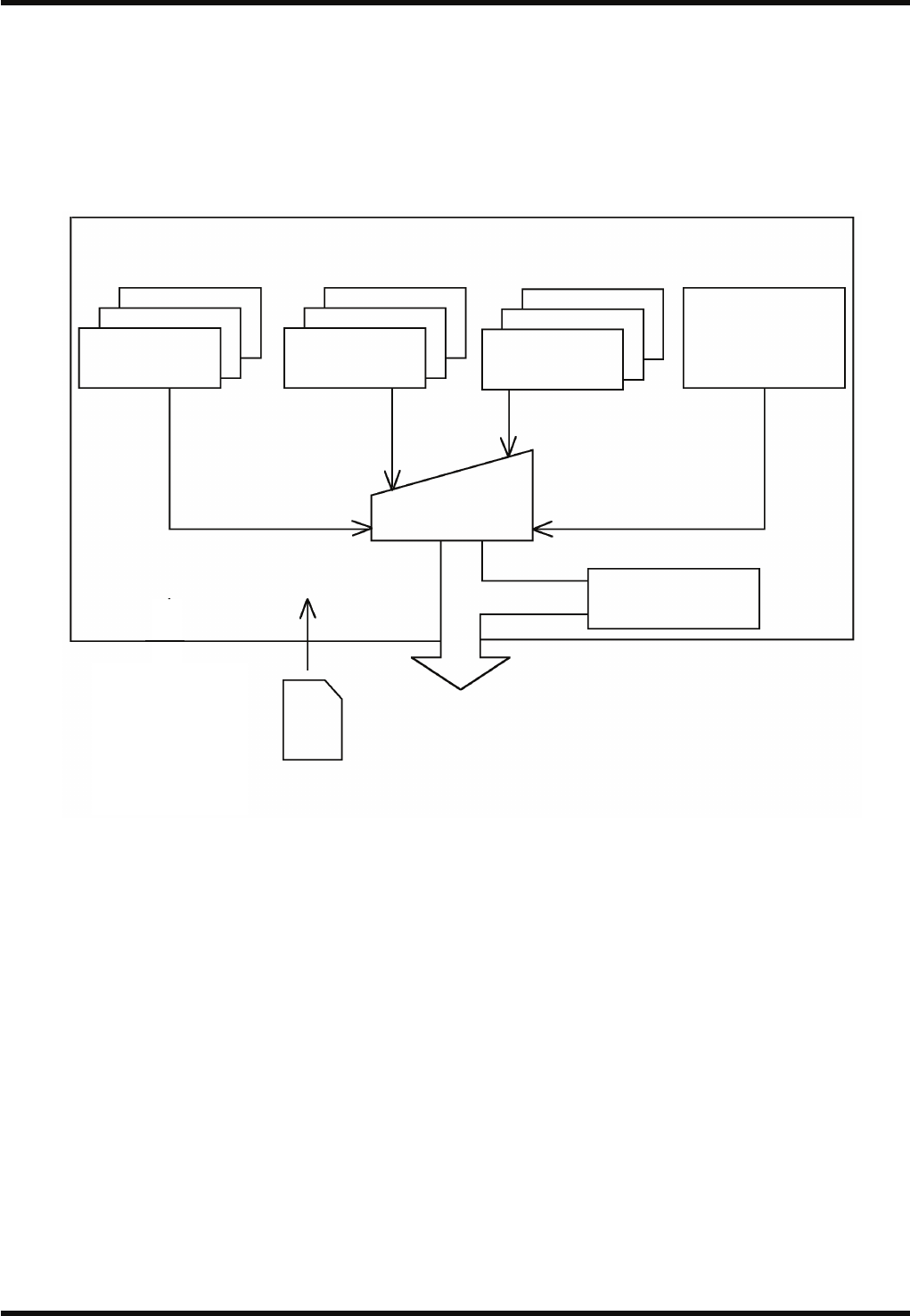
5.1.3 程序选择
开始生产新基板时,选择与该基板相对应的 NC 数据和元件数据。该程序选择是在设备的存储器内记忆的内容
中进行的,当使用软盘中或 SD 卡中保存的程序时,请事先将程序加载 (从软盘或者 SD 卡转送到设备的储存
器中) 到机器中。该程序选择是从设备储存器的记忆内容中选择,所以,要使用 SD 卡中保存的程序时,请预
先向设备加载 (从 SD 卡向设备储存器转送)。
在选定自动宽度调整功能后,也要选择基板数据。
选择 NC 数据和元件数据后,输入生产数量和和跳过程序段。
=提示=
插件机记忆装置容量
NC 数据: 最多可记忆 200 个程序
(在一个程序中最多能贮存 5000 步)。
元件数据: 最多可记忆 200 个程序。
基板数据: 最多可记忆 200 个程序(自动宽度调整是选购件)
=注意=
请不要保存本机器以外的数据。
RL132
NC 数据 元件数据 基板数据
各种数据
(生产计划、跳跃
程序段数等。)
从 200 种数据中选一种。
从 200 种数据中选一种。
(自动宽度调整是选购件)
从 200 种数据中选一种。
输入/选择 程序选择
插件机初始设定
设备的存储器
SD 存储器