6-2波峰焊机的使用维护及问题的判定.pdf - 第4页
4 2 - 1 -2 ) 喷 雾 : 1 ) 清洗剂 盒 2 ) 助焊剂 盒 3 ) 助焊剂 阀门 4 ) 清洗剂 阀门 5 )管 道 6 ) 喷 头导轨 7 )高压 气管 8 ) 助焊剂喷 头 A ) 工 作原理 : 在助焊剂 盒里 加 入 助焊剂 并打 开 助 焊剂 阀门 ( 清洗剂 阀门 应 是 关闭状 态 ) 由 管 道 通 往 喷 头 , 当 电 路板从 喷 头 上方 经 过 的 时候气阀会 自 动 开启 高 压空气会把 助焊…
3
1) 每天应该检查气枪的气孔用稀释剂擦拭干净应该保持通畅,转动气枪可
调整喷气的角度应与 PCB 为 45 度左右,尽量减少气流只要能将助焊剂气
泡吹破,能使多余的助焊剂流回发泡槽即可,气量过大将影响助焊剂涂抹
在 PCB 上。
2) 助焊剂每天下班前要从阀门放出密闭保存在容器中,避免挥发后浓度提
高比重加大。要用稀释剂擦干净助焊剂槽及发泡管,保持清洁及良好状
态。发泡管是耐酸材料制成的不怕有机液体清洗,除非受到外力否则是不
会损坏的,应注意减少发泡的高度从而减少助焊剂爬升板面.
3) 在加入助焊剂的时候液面要到达高度(是设备厂家所要求的高度);
4) 在正常使用的时候,对含有松香的助焊剂每小时测定比重一次,对不含
松香的要 2 小时测定一次。这是很重要的工作,焊接的焊接质量与比重
有直接的关系,必须符合助焊剂生产厂家对比重的要求否则会造成可焊
性不良、板面不干净或加大后工序的工作量,对无铅焊接的助焊剂更为重
要。
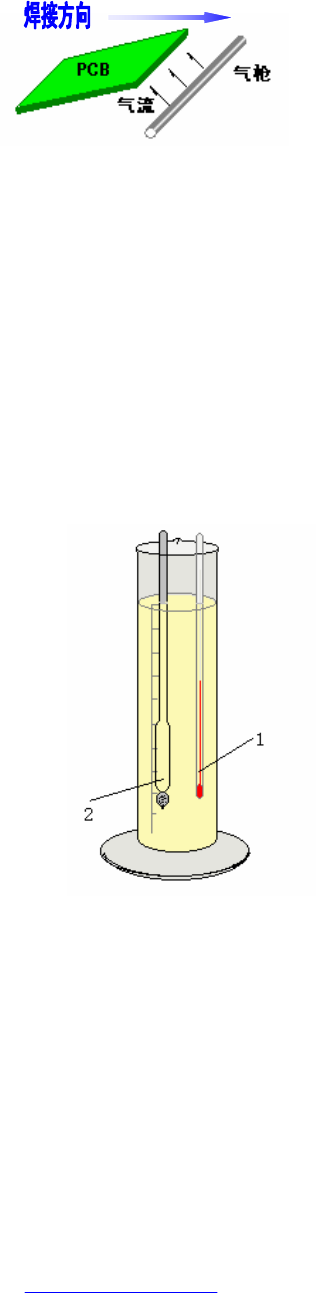
5) 助焊剂的比重受温度的影响很大,助焊剂的生产厂家标明的比重是温度
在 20 度时候的标准比重。你在其它温度下测定的比重必须计算温度补偿
系数.(使用配套稀释剂能调整比重使其下降)。
1) 温度计 2)比重计
温度补偿系数:
温度在 20 度的基础上每增加 1 度比重下降 0.001,温度每减少 1 度比重上
升 0.001
例如: 温度 30 度 测定的比重是 0.793
30 度 -- 20度 = 10 度
0.001 X 10 度 = 0.01
0.793 + 0.01 = 0.803
20 度的标准比重为 0.803。
PDF 文件使用 "pdfFactory" 试用版本创建 ū 炣 www.fineprint.cn

4
2-1-2)喷雾:
1)清洗剂盒 2)助焊剂盒 3)助焊剂阀门 4)清洗剂阀门
5)管道 6)喷头导轨 7)高压气管 8)助焊剂喷头
A)工作原理:
在助焊剂盒里加入助焊剂并打开助焊剂阀门(清洗剂阀门应是关闭状
态)由管道通往喷头,当电路板从喷头上方经过的时候气阀会自动开启高
压空气会把助焊剂从喷头向上喷出,喷到电路板的焊接面。当清洗管道及
喷头的时候请将助焊剂阀门关闭,清洗剂盒应加入助焊剂的稀释剂或清洗
剂将清洗剂阀门打开,继续喷雾可把喷头内和管路内的助焊剂全部喷出,完
成清洗管路及喷头的工作。
优点:节约助焊剂用量,比重变化小,助焊剂涂抹均匀,能保
持板面的干净。
缺点:结构复杂,需要每天清理,容易堵塞。
B)操作及注意事项:
1) 加入助焊剂前必须测定比重应符合要求。
2) 每天必须检查清洗剂是否有足够的数量。
3) 要调整喷雾量在满足焊接需要的情况下,应该调整到最小用量,保
持板面之干净,才能发挥喷雾的特点。
4) 下班(午休)要清洗并清理与喷雾有关的部件,去除助焊剂的固化
物,保持清洁。
5) 要定期清理排气过滤网、清洗剂盒、助焊剂盒及管道里的异物,保
持喷头的畅通。助焊剂是不会腐蚀管路及喷头的,但要检查软管有
无磨损它的接头由于长期动作会疲劳断裂。
6) 要定期清理导轨要注意导轨的润滑(有些是可加油的)。
2-2 预热器:
2-2-1) 预热器的工作原理:
PDF 文件使用 "pdfFactory" 试用版本创建 ū www.fineprint.cn
5
预热器主要是电热器在温度控制器的控制下,能保持预热器的
设置温度。在预热器内有温度传感器,会把温度变化转换成电信号
传到温度控制器,温度控制器可自动控制预热器的温度达到设定的
温度会停止加热(有一定温度误差),温度低下降会自动接通电源
加温。
2-2-2) 预热器的作用:
在高温的作用下使助焊剂能更好的发挥活力去除被焊接元件及
PCB 焊盘的氧化层,使其助焊剂能发挥最大的助焊效力才能有良好的焊
接品质
在电路板进入预热器后,随着温度的不断提升所有的元件及 PCB
会有一个从室温逐步提高温度的过程,使 PCB慢慢适应温度变化减少
从室温到 200 多度的高温突然变化带来不良的影响,也可以使比较大
的元件有充分的预热,能保持所有元件及焊盘上锡一致,也可以通过
改变预热温度在一定程度内来增加或减少焊点的锡量及连焊现象等。
2-2-3) 预热温度的设置:
近年来有大量的松香型及无松香的免清洗助焊剂,在焊接电路板
后可不必用化学试剂或水来清洗因而得到了广泛的采用。由于这类助
焊剂为了保证免清洗的品质所以酸价通常比较低,在常温下消除氧化
的能力不是很强,必须在高温的情况下才能尽快的去除氧化,所以使
用免洗助焊剂预热是非常必要的。
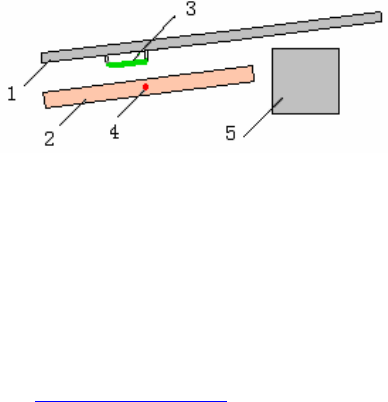
通常预热温度的设置是与电路板的层数、材质、板的面积及元件
的氧化程度、板的薄厚、元件大小有关的。单面板、双面板和多层板
都有不同。助焊剂的生产厂商都会根据助焊剂的参数提供对预热温度
的要求。比如无松香免清洗助焊剂的预热温度为 80℃-100℃这个温度
为板面的实际温度,并不是预热器的设置温度。因为不同的波峰焊机
有不同的预热器设计结构,一般预热器的温度控传感器几乎都设计安
装在电热器与 PCB 之间,电热器距离链条及电路板面是有一定的距离
的,通常是几十毫米到 100 多毫米不等,所以板面的实际温度与预热
器的设置温度有很大的不同,必须测定本台焊机预热器的设置温度与
板面温度的差额。
通常板面的实际预热温度为 80-100 度。(或符合助焊剂的技术要
求)
1)导轨 2) 预热器 3) 待焊 PCB 4) 预热温度检测头
5)锡炉
PDF 文件使用 "pdfFactory" 试用版本创建 ū www.fineprint.cn