6-2波峰焊机的使用维护及问题的判定.pdf - 第6页
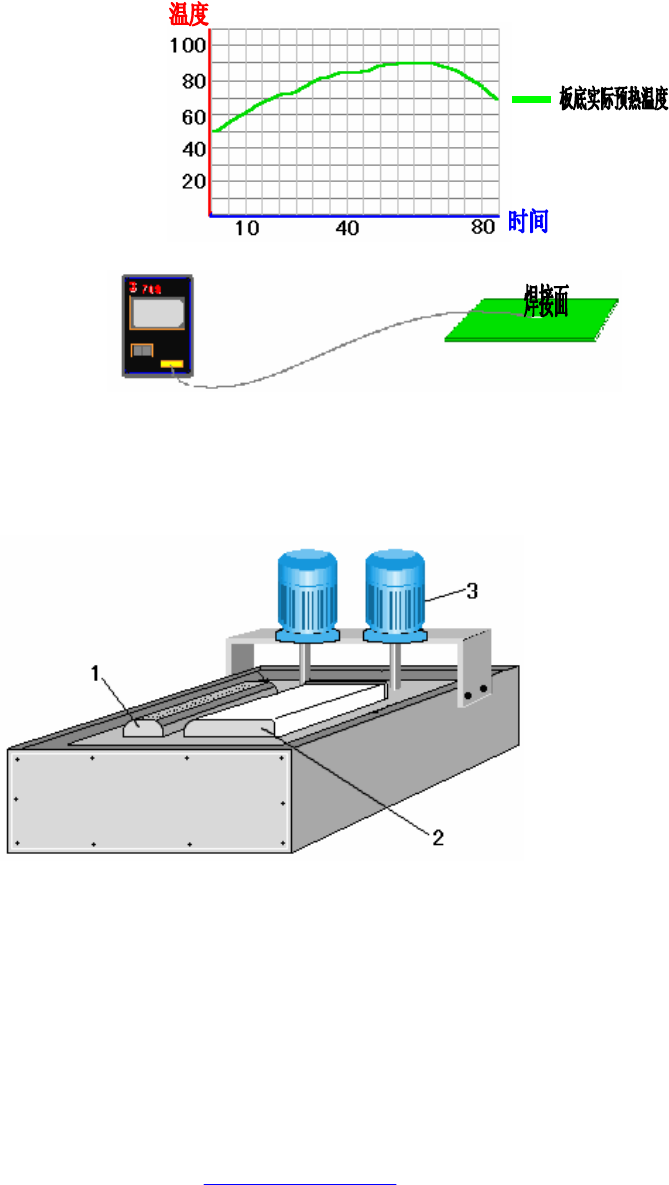
6 A )将 专 门 的 测 试仪夹 入 导轨 并 开 动 导轨 到 正 常焊接 速 度 ,在 导轨 的 出 口 , 取 下 测 试仪 即 可 看 到 实际 板面 温 度 的 曲线 ( 仪 器 会 自 动 记录 ) 。 根据 读 数 再 作 预热温 度 的设 置 调 低 或 调 高 ,来 改 变 P CB 面 的 实际 温 度 。 B ) 用 实际 焊接的 PCB 粘 上电 子温 度 计 的 测 试 头 ( 在 板下面并 加 长 耐 热…
5
预热器主要是电热器在温度控制器的控制下,能保持预热器的
设置温度。在预热器内有温度传感器,会把温度变化转换成电信号
传到温度控制器,温度控制器可自动控制预热器的温度达到设定的
温度会停止加热(有一定温度误差),温度低下降会自动接通电源
加温。
2-2-2) 预热器的作用:
在高温的作用下使助焊剂能更好的发挥活力去除被焊接元件及
PCB 焊盘的氧化层,使其助焊剂能发挥最大的助焊效力才能有良好的焊
接品质
在电路板进入预热器后,随着温度的不断提升所有的元件及 PCB
会有一个从室温逐步提高温度的过程,使 PCB慢慢适应温度变化减少
从室温到 200 多度的高温突然变化带来不良的影响,也可以使比较大
的元件有充分的预热,能保持所有元件及焊盘上锡一致,也可以通过
改变预热温度在一定程度内来增加或减少焊点的锡量及连焊现象等。
2-2-3) 预热温度的设置:
近年来有大量的松香型及无松香的免清洗助焊剂,在焊接电路板
后可不必用化学试剂或水来清洗因而得到了广泛的采用。由于这类助
焊剂为了保证免清洗的品质所以酸价通常比较低,在常温下消除氧化
的能力不是很强,必须在高温的情况下才能尽快的去除氧化,所以使
用免洗助焊剂预热是非常必要的。
通常预热温度的设置是与电路板的层数、材质、板的面积及元件
的氧化程度、板的薄厚、元件大小有关的。单面板、双面板和多层板
都有不同。助焊剂的生产厂商都会根据助焊剂的参数提供对预热温度
的要求。比如无松香免清洗助焊剂的预热温度为 80℃-100℃这个温度
为板面的实际温度,并不是预热器的设置温度。因为不同的波峰焊机
有不同的预热器设计结构,一般预热器的温度控传感器几乎都设计安
装在电热器与 PCB 之间,电热器距离链条及电路板面是有一定的距离
的,通常是几十毫米到 100 多毫米不等,所以板面的实际温度与预热
器的设置温度有很大的不同,必须测定本台焊机预热器的设置温度与
板面温度的差额。
通常板面的实际预热温度为 80-100 度。(或符合助焊剂的技术要
求)
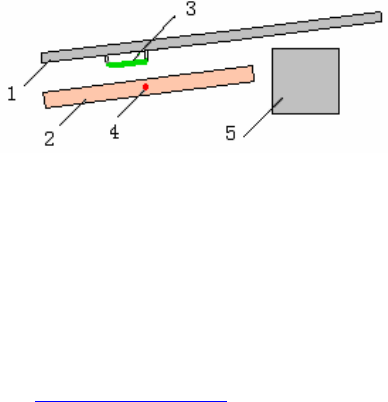
1)导轨 2) 预热器 3) 待焊 PCB 4) 预热温度检测头
5)锡炉
PDF 文件使用 "pdfFactory" 试用版本创建 ū www.fineprint.cn
6
A)将专门的测试仪夹入导轨并开动导轨到正常焊接速度,在导轨的出口,
取下测试仪即可看到实际板面温度的曲线(仪器会自动记录)。根据
读数再作预热温度的设置调低或调高,来改变 PCB 面的实际温度。
B) 用实际焊接的 PCB 粘上电子温度计的测试头(在板下面并加长耐热
线),将 PCB及测试头夹入导轨并开动导轨到正常焊接速度,再夹入
几块 PCB 板托住测试线不要落在电热器上测试头到达预热区后留在外
面的电子温度计会有温度的显示,由人工每 10 秒记录一个 PCB 的实
际预热温度,根据记录能绘出曲线.
完全可以根据板的实际温度来确定设置预热器的设置温度,通常预热器
的设置温度要高于 PCB 板几十度到上百度不等。
三)锡峰炉:
3-1-1)锡峰炉外观:
1)表面粘贴元件 SMT波峰 2)直插元件 DIP 波峰 3)锡泵电机
3-1-2 锡峰炉工作原理:
当装在锡炉里的焊锡在温度到达预定的温度熔化后,在电动机带动下
锡泵把锡吸入并提高压力后送到 SMT 喷出和 DIP 峰溢出形成波峰,可调
PDF 文件使用 "pdfFactory" 试用版本创建 ū 炣 www.fineprint.cn
7
整电动机的转速(必须在转动的时候调整)来调整锡峰的大小及高度并
要保持平稳。
3-2-1)SMT 锡峰:
1)SMT 焊接锡峰 2) 上盖的螺钉
3-2-2)SMT 锡峰与 DIP 锡峰的不同:
(SMT 锡峰的流向) ( DIP 锡峰的流向)
在电机与锡泵的作用下,SMT 锡峰是从下向上喷出的锡流自由下落对 SMT 元
件来讲,四面八方都不会产生锡流的阴影,能有效的避免高大一点的元件在阴影
(A 处)有不上锡的现象,DIP 波峰的流向会对一些 SMT 元件有焊接阴影,能造
成元件在 A 处有不上锡的现象。
注意:要经常打开 SMT 峰上盖的螺丝钉,定期清理上盖下面的杂物保持上
盖孔的畅通。
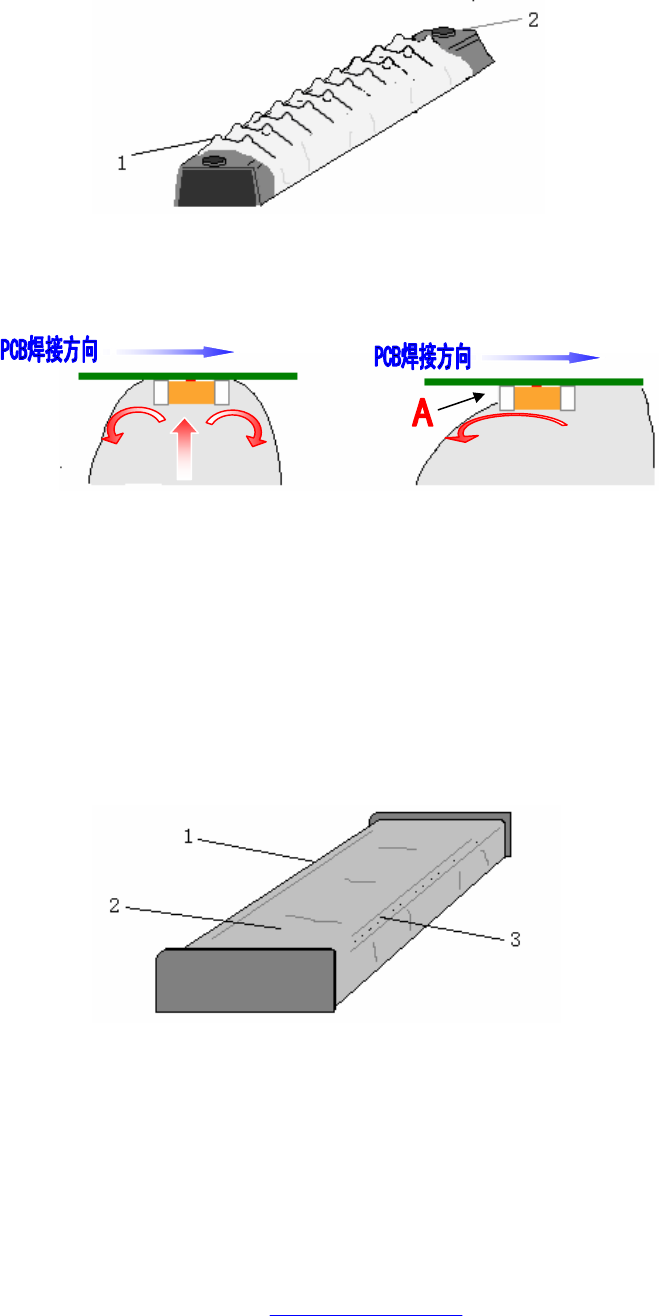
3-2-3)DIP 锡峰:
1) 前峰区 2)平流区 3)后峰区
在锡泵的作用下,焊锡从 DIP 峰流出,其中大部分从平流区和前峰区流出,
完成焊接的任务,有小部分是流向后峰主要是要推走留在平流区的焊接氧化物及
杂质使整个波峰能清洁。平流区应平稳锡峰过高会造成平流区的剧烈跳动,使其
起不到平流区的作用,会造成焊点有拉尖及连焊的现象。
PDF 文件使用 "pdfFactory" 试用版本创建 ū 炣 www.fineprint.cn