OM-1356-003_w.pdf - 第22页
1-1 1. 概 要 1.1 助焊剂涂敷单元 本单元安装在主机装置 (GXH 系列 ) 上,用于 POP 元件实装,能够控制 助焊剂在指定厚度的同时供给助焊剂。 1.2 规 格 Table 1 项 目 内 容 1. 动作概要 对 于 搭 载 助 焊 剂 的 旋 转 盘 , 通 过 设 定 为 所 定 高 度 的 刮 板 均 匀 膜 厚 度 。 涂 敷 助 焊 剂 前 停 止 旋 转 盘 , 转 印 助 焊 剂 。 2. 适用安装…

目 录
目录
-2
页 次
6. 数据 ..................................................... 6-1
6.1 线路板程序 ........................................... 6-1
6.1.1 元件配置数据 .................................... 6-1
6.1.2 顶部元件的元件数据库“控制数据”的设定 .......... 6-6
6.2 元件数据库 ........................................... 6-8
7. 补正值 ................................................... 7-1
8. 维护保养 ................................................. 8-1
8.1 维护保养时的注意事项 ................................. 8-1
8.2 维护保养准备 ......................................... 8-1
8.3 维护保养方法 ......................................... 8-2
8.3.1 各部维护保养的查看方法 .......................... 8-2
8.3.2 每天维护保养 .................................... 8-3
8.4 保修品列表 ........................................... 8-5
9. 故障处理 ................................................. 9-1
9.1 启动指南 ............................................. 9-1
9.2 异常 ID 和复位方法 .................................... 9-1
9.2.1 其他 ............................................ 9-1
9.2.2 生产运行异常 .................................... 9-1
10. 资料 ..................................................... 10-1
10.1 电路图 ............................................... 10-1
助焊剂涂敷单元电路图 .................................... 10-1
10.2 抽屉式连接器 I/O 检查表 ............................... 10-2
10.3 助焊剂形成膜厚度和刮板设定值的关系 ................... 10-3
附加资料 ..................................................... A
Material Safety Data Sheet( 产品安全数据表 )
Deltalux 529D(Senju Industry Co., Ltd.)
0704-002
1-1
1. 概 要
1.1 助焊剂涂敷单元
本单元安装在主机装置 (GXH 系列 ) 上,用于 POP 元件实装,能够控制
助焊剂在指定厚度的同时供给助焊剂。
1.2 规 格
Table 1
项 目 内 容
1. 动作概要 对于搭载助焊剂的旋转盘,通过设定为所定高度的刮板均匀膜厚度。
涂敷助焊剂前停止旋转盘,转印助焊剂。
2. 适用安装头 多功能安装头 : HM-G100(选购件)
注 : 在检出外形(透过识别)时需要弹簧吸嘴,因此使用多功能安装头。
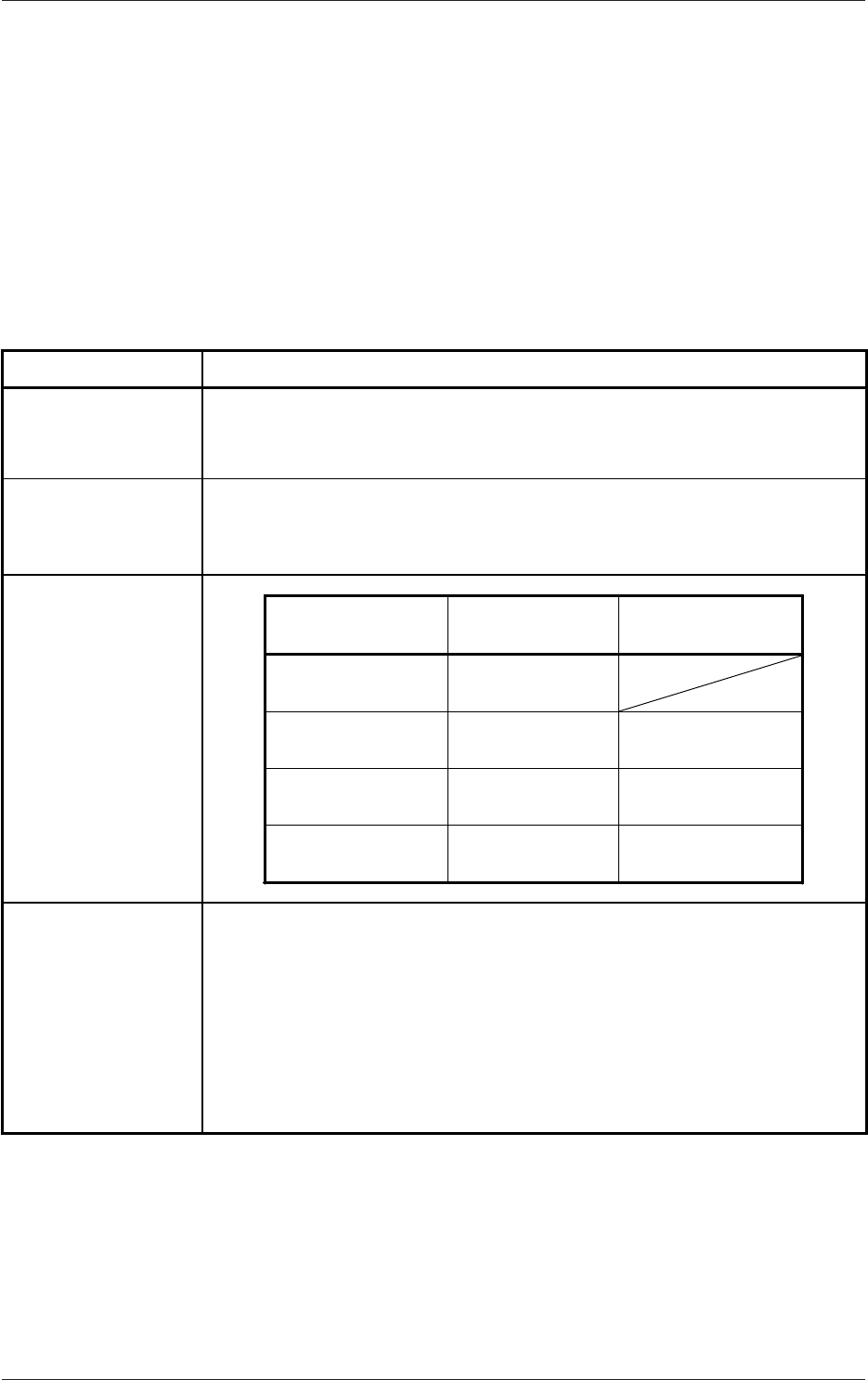
3. 适用元件
元件识别照相机 标 准 高分辨率
(选项)
尺 寸
Max.17.5×17.5
Min.1.5×1.5
凸块直径
Min.0.3mm Min.0.13mm
凸块间隙
Min.0.5mm Min.0.25mm
凸块球间隙
Min.0.2mm Min.0.12mm
4. 助焊剂 膜厚度调整范围 : 0.02~0.3mm
调整最小单位 : 0.01mm
膜厚度调整方法 : 手动动作
参照 : 用垫块或测微计调整
供 给 : 手动补给
参照 : 从装置外部的注射器推动供给
粘性范围 : 10~20Pa·s(使用环境温度 25±5℃)
1. 概 要
0802-003
1-20704-002
Table 2
项 目
内 容
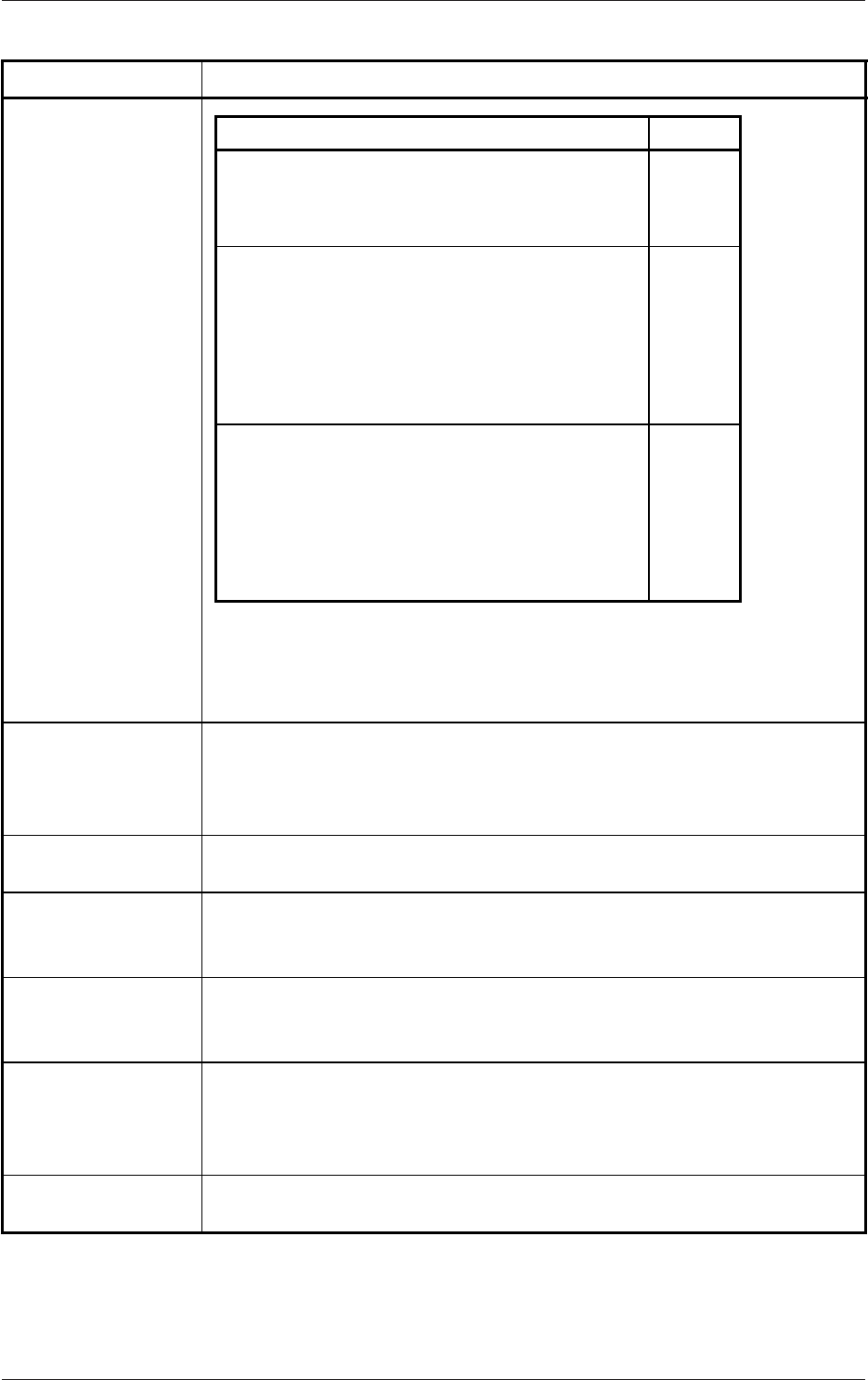
5. 贴 装
注 : 在1点/安装头贴装时,间隔不减速。
其他
下降第二减速动作下的缓冲
顺 序 间 隔
动作模式1(通常动作)
吸取→识别(外形、凸块)→
助焊剂涂敷→识别(外形)→贴装
1.6秒
动作模式2
(助焊剂涂敷后的凸块球脱落确认)
吸取→识别(凸块
)→助焊剂涂敷→
识别(凸块
)→贴装
注 : 凸块直径
� 0.4mm以上
适用于涂敷后可以识别凸块球的元件
1.8秒
动作模式3(贴装前识别底部元件焊盘)
在进行
“动作模式1”、“动作模式2”下的贴装之前,
识别底部元件的焊盘。
注 :
(a) 贴装时,XY位置以底部元件的焊盘为基
准贴装。
(
b) 适用于底部元件厚度在1.5mm以下时
2.1秒
6. 单元搭载位置 送料器安装台上
注 : 也可搭载在JEDEC多层盘式送料器横向送料器追加(特殊规格)的安装台上
(4通道间隔)。
7. 使用通道数量 5通道
8. 旋转速度设定 用可变电位器手动设定
参照 : 助焊剂膜厚度调整时的旋转速度调整
9. 使用电源 从主机装置(GXH系列)供给DC24V电压(40W)
参照 : 从送料器安装台的抽屉式连接器供给
10.维护保养性 搭载在带式送料器电源单元:G-S006-02(料带用独立电源)(选购件)上
进行维护保养。
旋转盘可以装卸。
11.防尘对策 在助焊剂供给位置上安装透明机盖。
1.2 规 格