OM-1356-003_w.pdf - 第23页
1-2 0704-002 Table 2 项 目 内 容 5. 贴 装 注 : 在1点/安装头贴装时,间隔不减速。 其他 下降第二减速动作下的缓冲 顺 序 间 隔 动作模式1(通常动作) 吸取→识别(外形、凸块)→ 助焊剂涂敷→识别(外形)→贴装 1.6秒 动作模式2 (助焊剂涂敷后的凸块球脱落确认) 吸 取 → 识 别 ( 凸 块 )→ 助 焊 剂 涂 敷 → 识别(凸块 )→贴装 注 : 凸块直径 � 0.4mm以上 适用于涂敷后可…
1-1
1. 概 要
1.1 助焊剂涂敷单元
本单元安装在主机装置 (GXH 系列 ) 上,用于 POP 元件实装,能够控制
助焊剂在指定厚度的同时供给助焊剂。
1.2 规 格
Table 1
项 目 内 容
1. 动作概要 对于搭载助焊剂的旋转盘,通过设定为所定高度的刮板均匀膜厚度。
涂敷助焊剂前停止旋转盘,转印助焊剂。
2. 适用安装头 多功能安装头 : HM-G100(选购件)
注 : 在检出外形(透过识别)时需要弹簧吸嘴,因此使用多功能安装头。
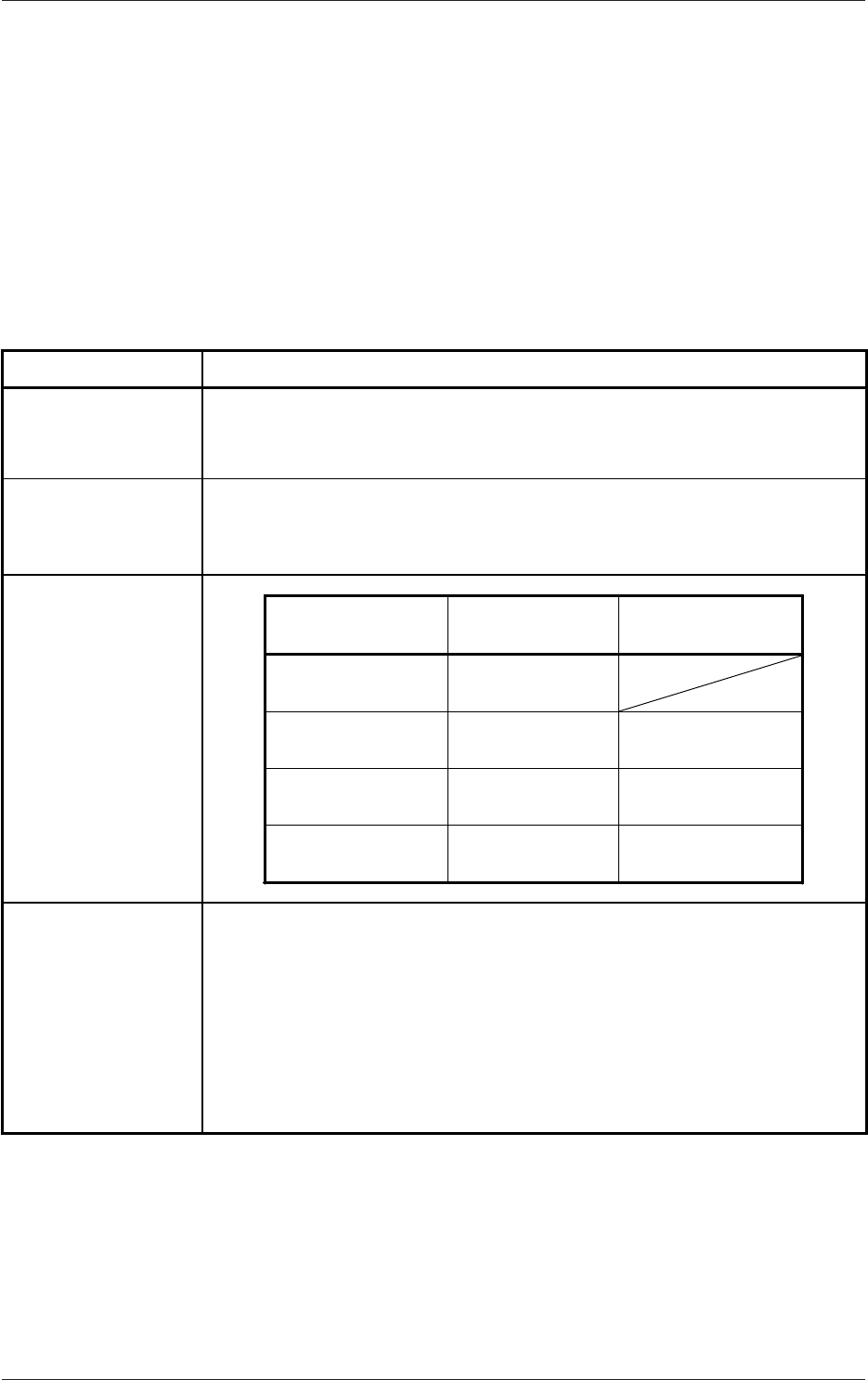
3. 适用元件
元件识别照相机 标 准 高分辨率
(选项)
尺 寸
Max.17.5×17.5
Min.1.5×1.5
凸块直径
Min.0.3mm Min.0.13mm
凸块间隙
Min.0.5mm Min.0.25mm
凸块球间隙
Min.0.2mm Min.0.12mm
4. 助焊剂 膜厚度调整范围 : 0.02~0.3mm
调整最小单位 : 0.01mm
膜厚度调整方法 : 手动动作
参照 : 用垫块或测微计调整
供 给 : 手动补给
参照 : 从装置外部的注射器推动供给
粘性范围 : 10~20Pa·s(使用环境温度 25±5℃)
1. 概 要
0802-003
1-20704-002
Table 2
项 目
内 容
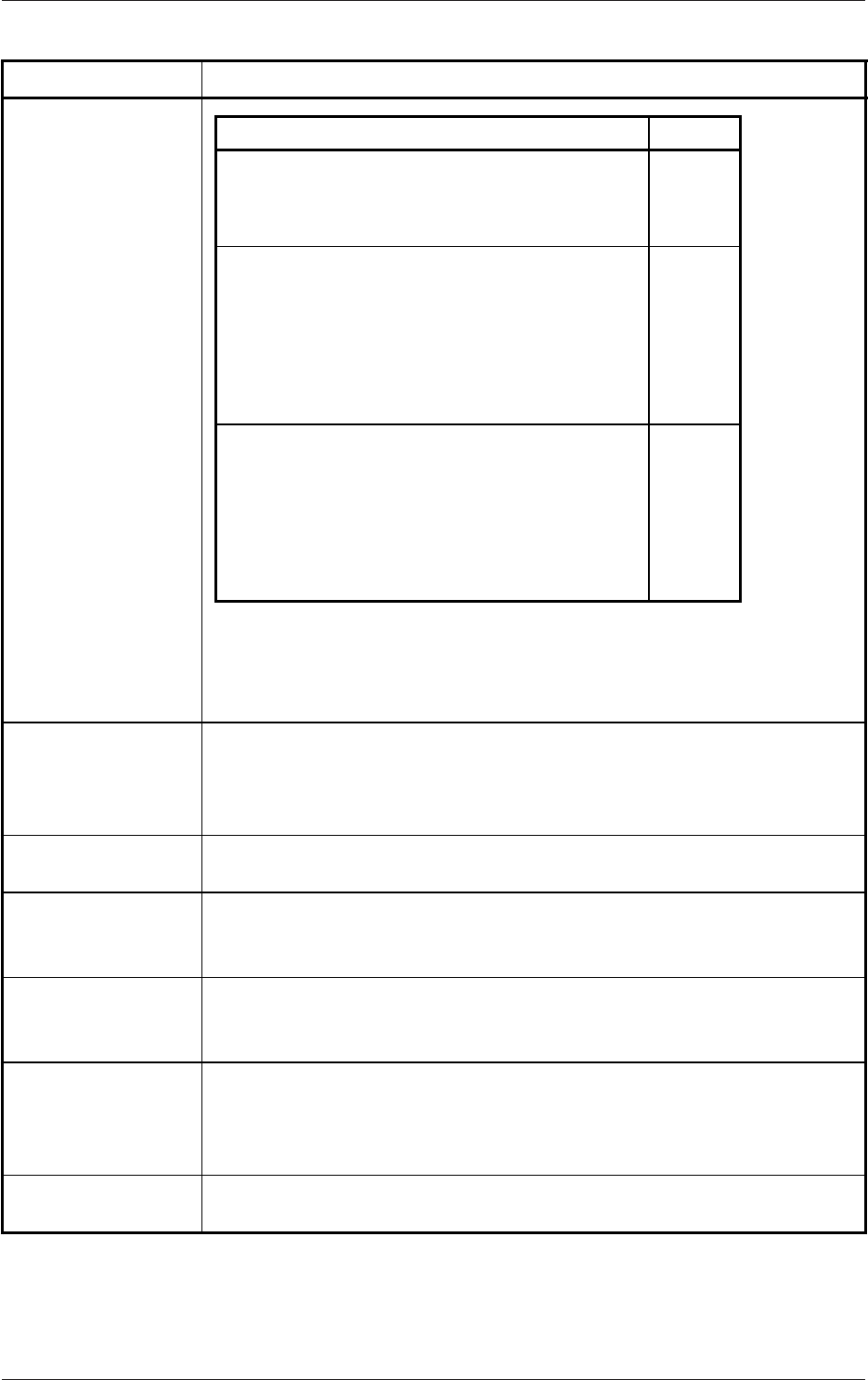
5. 贴 装
注 : 在1点/安装头贴装时,间隔不减速。
其他
下降第二减速动作下的缓冲
顺 序 间 隔
动作模式1(通常动作)
吸取→识别(外形、凸块)→
助焊剂涂敷→识别(外形)→贴装
1.6秒
动作模式2
(助焊剂涂敷后的凸块球脱落确认)
吸取→识别(凸块
)→助焊剂涂敷→
识别(凸块
)→贴装
注 : 凸块直径
� 0.4mm以上
适用于涂敷后可以识别凸块球的元件
1.8秒
动作模式3(贴装前识别底部元件焊盘)
在进行
“动作模式1”、“动作模式2”下的贴装之前,
识别底部元件的焊盘。
注 :
(a) 贴装时,XY位置以底部元件的焊盘为基
准贴装。
(
b) 适用于底部元件厚度在1.5mm以下时
2.1秒
6. 单元搭载位置 送料器安装台上
注 : 也可搭载在JEDEC多层盘式送料器横向送料器追加(特殊规格)的安装台上
(4通道间隔)。
7. 使用通道数量 5通道
8. 旋转速度设定 用可变电位器手动设定
参照 : 助焊剂膜厚度调整时的旋转速度调整
9. 使用电源 从主机装置(GXH系列)供给DC24V电压(40W)
参照 : 从送料器安装台的抽屉式连接器供给
10.维护保养性 搭载在带式送料器电源单元:G-S006-02(料带用独立电源)(选购件)上
进行维护保养。
旋转盘可以装卸。
11.防尘对策 在助焊剂供给位置上安装透明机盖。
1.2 规 格
1-30704-002
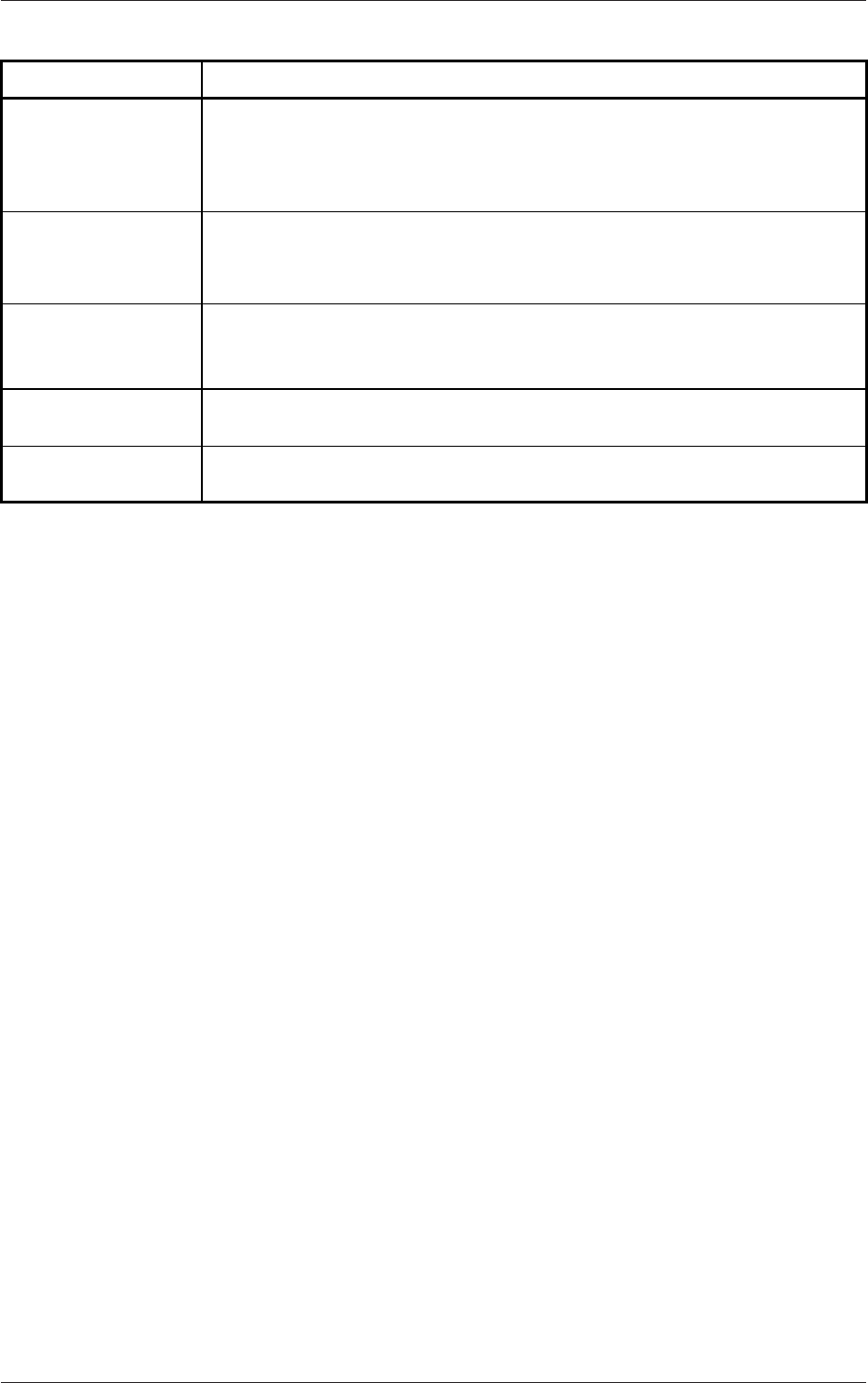
Table 3
项 目 内 容
12.元件供给形式 多层盘式送料器(FP-G100)、
往返式送料器(FP-G300)、带式送料器(GT-****)
注 : 使用元件尺寸依据料盘规格。
13.输入输出I/F 用HLS通讯及串口通讯进行I/F。
参照 : 经过送料器安装台的抽屉式连接器
14.装置尺寸 本单元 : 约宽84mm×长548mm×高165mm
助推杆 : 约宽76mm×长282mm×高128mm
15.装置质量 约7.5kg
16.其他 另外需要弹簧吸嘴ZX28(选购件)。
1.2 规 格