TM3214.僲僘儖僶僼傿儞僌堎忢専弌婡擻愢柧彂.pdf - 第16页
I M MD OC-SOFT50121 16/19 ○異常終了し た場合のログ 出力 図 図 図 図 5 5 5 5 . . . . 1 1 1 1 ログ ログ ログ ログ 画面 画面 画面 画面 異常終 了 異常終了 異常 終了 異常終了 5.4 5.4 5.4 5…
IM
MDOC-SOFT50121
15/19
・
・・
・押込
押込押込
押込み
みみ
み助走距離
助走距離助走距離
助走距離(mm)
(mm)(mm)
(mm)
サーボバフィングによる荷重チェックで押し込む前に上昇する距離を設定します。
測定高さ(mm)に対するオフセット量を設定します。
・
・・
・押込
押込押込
押込み
みみ
み量
量量
量(mm)
(mm)(mm)
(mm)
サーボバフィングによる荷重チェックで押し込む量を設定します。
押込み助走距離(mm)からの押込み量を設定します。
・
・・
・サンプリング
サンプリングサンプリング
サンプリング数
数数
数
Z 軸モータ電流値による荷重チェックで電流差を算出する際のサンプル数を設定します。
・
・・
・電流差許容値
電流差許容値電流差許容値
電流差許容値
Z 軸モータ電流値による荷重チェックで電流差の許容値を設定します。
・
・・
・負圧確認
負圧確認負圧確認
負圧確認タイマー
タイマータイマー
タイマー(msec)
(msec)(msec)
(msec)
バキューム ON 後の負圧待ちのタイマーを設定します。
5.3
5.35.3
5.3
ノズルバフィング
ノズルバフィングノズルバフィング
ノズルバフィング異常検出
異常検出異常検出
異常検出の
のの
の実行結果
実行結果実行結果
実行結果
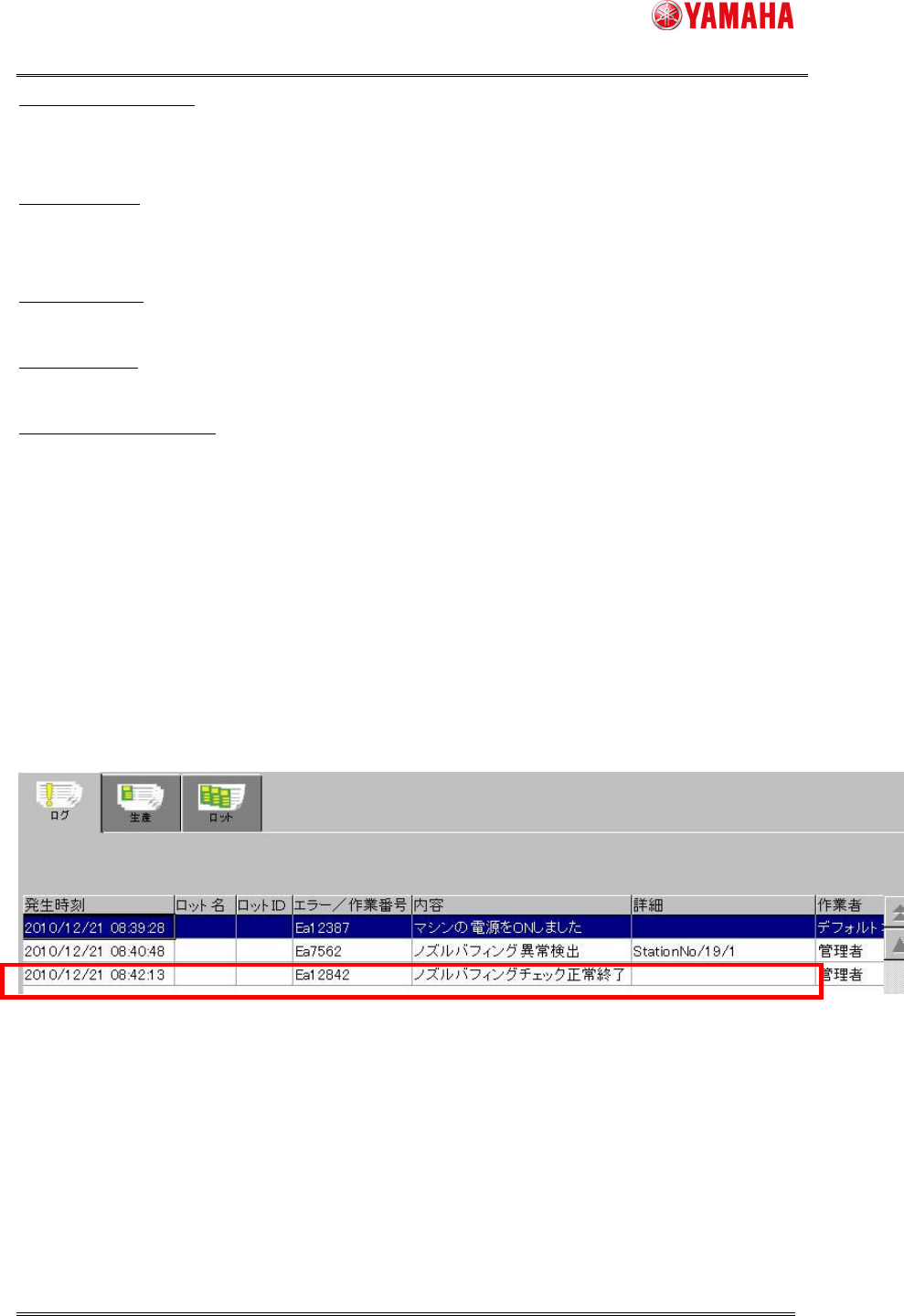
ノズルバフィング異常検出実行後、[履歴]-[ログ]に 実行結果が出力されます。
このログは、検出結果が正常・異常ともに出力されます。(図 5.3 参照)
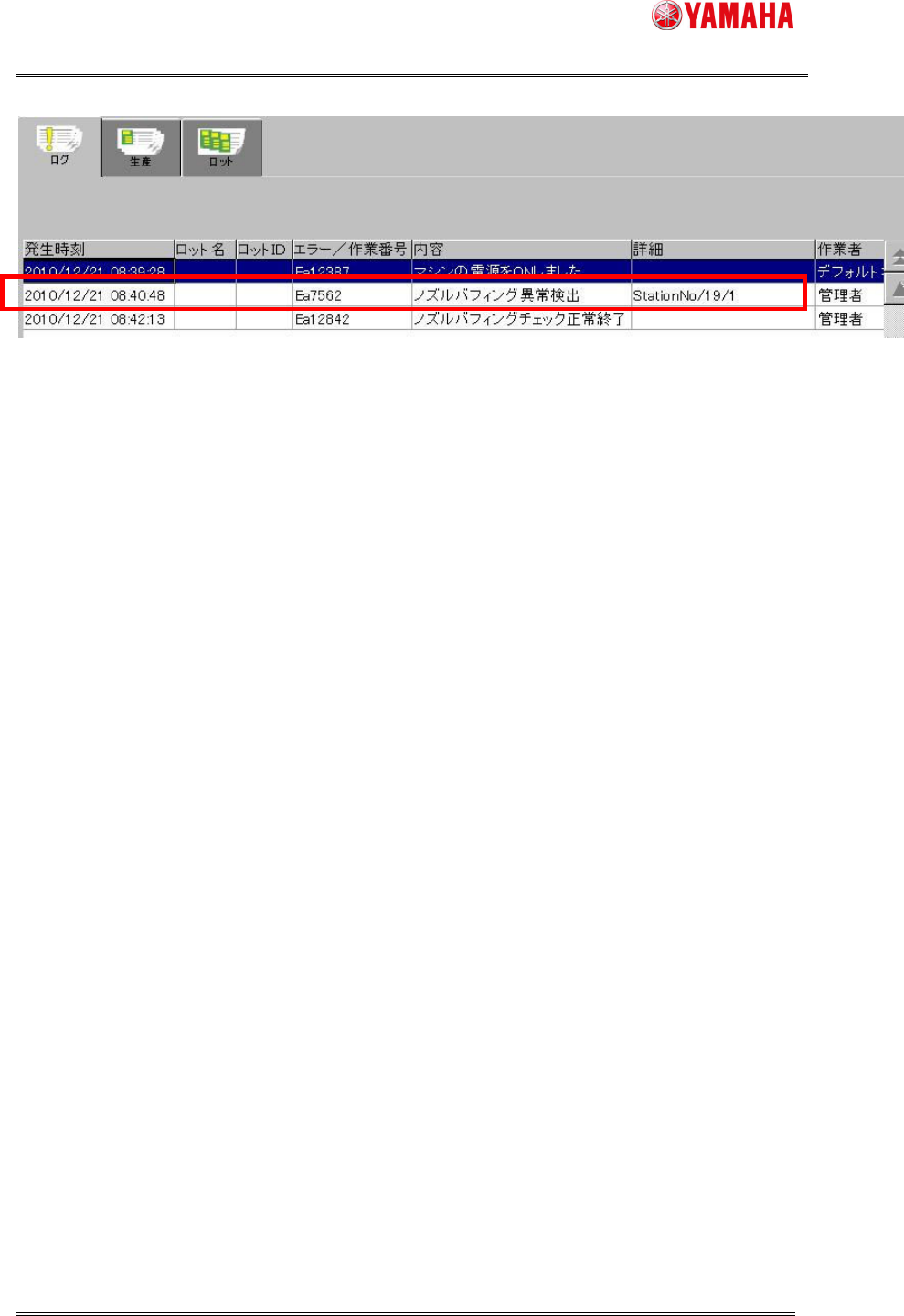
また、検出結果に異常があった場合、エラーのあったノズルのステーション番号を最大 10 個まで表示
することができます。
○正常終了した場合のログ出力
図
図図
図
5
55
5.
..
.3
33
3 ログ
ログログ
ログ画面
画面画面
画面
正常終了
正常終了正常終了
正常終了
IM
MDOC-SOFT50121
16/19
○異常終了した場合のログ出力
図
図図
図
5
55
5.
..
.1
11
1 ログ
ログログ
ログ画面
画面画面
画面
異常終了
異常終了異常終了
異常終了
5.4
5.45.4
5.4
ノズルバフィング
ノズルバフィングノズルバフィング
ノズルバフィング異常検出結果
異常検出結果異常検出結果
異常検出結果ログ
ログログ
ログ
ノズルバフィング異常検出機能では、直近の実行結果のログファイルを出力しています。
ログファイルの出力先は以下の通りです。
[D:\Machine\MyHistory\NozzleBuffingCheckResult.STS]
※上記ファイルは、システムバックアップ対象外です。

IM
MDOC-SOFT50121
17/19
5.5
5.55.5
5.5
ノズルバフィング
ノズルバフィングノズルバフィング
ノズルバフィング異常検出
異常検出異常検出
異常検出の
のの
の詳細動作
詳細動作詳細動作
詳細動作
ノズルバフィング異常検出は 7 つの作業工程で実施されます。
作業工程
作業工程作業工程
作業工程1
11
1:
::
:開放真空圧
開放真空圧開放真空圧
開放真空圧の
のの
の測定
測定測定
測定
1. [測定位置 X]、[測定位置 Y] へ XY 軸移動
2. 対象ヘッドを速度 100%で [測定高さ(mm)]+[速度切り替え高さ(mm)] へ Z 軸移動
3. 対象ヘッドのバキューム ON、[負圧確認タイマー(msec)] だけ待つ
4. 開放真空圧の測定
作業工程
作業工程作業工程
作業工程2
22
2:
::
:バフィ
バフィバフィ
バフィング
ングング
ング前
前前
前の
のの
の接地真空圧
接地真空圧接地真空圧
接地真空圧の
のの
の測定
測定測定
測定
1. 対象ヘッドを速度 [接地下降速度(%)]%で [測定高さ(mm)]+[接地目標高さ(mm)] へ Z 軸移
動
2. 対象ヘッドのバキューム ON、[負圧確認タイマー(msec)] だけ待つ
3. バフィング前の接地真空圧の測定
作業工程
作業工程作業工程
作業工程3
33
3:
::
:サーボバフィング
サーボバフィングサーボバフィング
サーボバフィングによる
によるによる
による押込
押込押込
押込み
みみ
み
1. 対象ヘッドを速度 100%で [測定高さ(mm)]+[押込み助走距離(mm)] へ Z 軸移動
2. 対象ヘッドを速度 [押込み下降速度(%)] で [測定高さ(mm)]+[押込み助走距離(mm)] +[押
込み量(mm)] へ [固着検出荷重(N)] でサーボバフィング Z 軸移動
作業工程
作業工程作業工程
作業工程4
44
4:
::
:サーボバフィング
サーボバフィングサーボバフィング
サーボバフィングによる
によるによる
による荷重
荷重荷重
荷重チェック
チェックチェック
チェックの
のの
の実行
実行実行
実行
1. サーボバフィングによる荷重チェック
サーボバフィングによる荷重チェックは、サーボバフィングによる押込み時の目標座標と移動
後の座標を比較します。
移動後の座標が目標座標の交差範囲内に到達していなければ [重度異常](伸びたままバフ
ィングが完全固着している)と判定されます。
作業工程
作業工程作業工程
作業工程5
55
5:
::
:Z
ZZ
Z 軸
軸軸
軸モータ
モータモータ
モータ電流値
電流値電流値
電流値による
によるによる
による荷重
荷重荷重
荷重チェック
チェックチェック
チェックの
のの
の実行
実行実行
実行
1. Z 軸モータ電流値による荷重チェック
Z 軸モータ電流値による荷重チェックは、サーボバフィングによる押込み時の電流値を 8ms 周
期で計測し、 [サンプリング数] の間隔で最大値と最小値を求め、その電流差を比較します。
最大値と最小値の差が [電流差許容値] を越えた場合 [軽度異常](バフィング動作するが
引っかかりがある)と判定されます。
また、このチェックは [電流値チェック] の設定値を [しない] へ変更することでチェックしない
ことも可能です。